Изобретение относится к производству строительных изделий и может быть использовано в полносборном домостроении при заводском изготовлении в вертикальном положении панелей перекрытий, внутренних стен и других железобетонных изделий.
Наиболее близкой к предлагаемой является горизонтально замкнутая конвейерная линия для вертикально-формуемых строительных изделий, содержащая параллельные ветви, на которых установлены передвижные двухотсечные формы, парные посты формования с механизмами раскрытия - закрытия наружных щитов и системой первоначальной термообработки, туннельные камеры окончательной термообработки, установленные перпендикулярно осям параллельных ветвей, рольганги с толкателями форм, посты распалубки изделий и посты переналадки - ремонта, размещенные на концах параллельных ветвей 1.
Недостатки этой линии - встречное транспортирование двухотсечных форм с постов переналадки - ремонта, что нарущает ритм конвейера и снижает производительность.Кроме того, линия не снабжена интенсифицированными средствами для виброуплотнения бетона.
Цель изобретения - интенсификация процесса формования и повышение производительности работы линии путем исключения встречного движения форм.
Поставленная цель достигается тем, что горизонтально замкнутая конвейерна линия для вертикально-формуемых строительных изделий, содержащая две параллельные ветви, на которых установлены передвижные двухотсечные формы, парные посты формования с механизмами раскрытия-закрытия наружных щитов и системой первоначальной термообработки, туннельные камеры окончательной термообработки, установленные перпендикулярно к осям параллельных ветвей, рольганги с толкателями форм, посты распалубки изделий, снабжена поперечными направляющими для бетоноукладчика, соединяющими парные посты формования, последние - двумя виброустановками с общей подъемно-опускной рамой, а туннельные камеры окончательной термообработки размещены по концам параллельных ветвей конвейера.
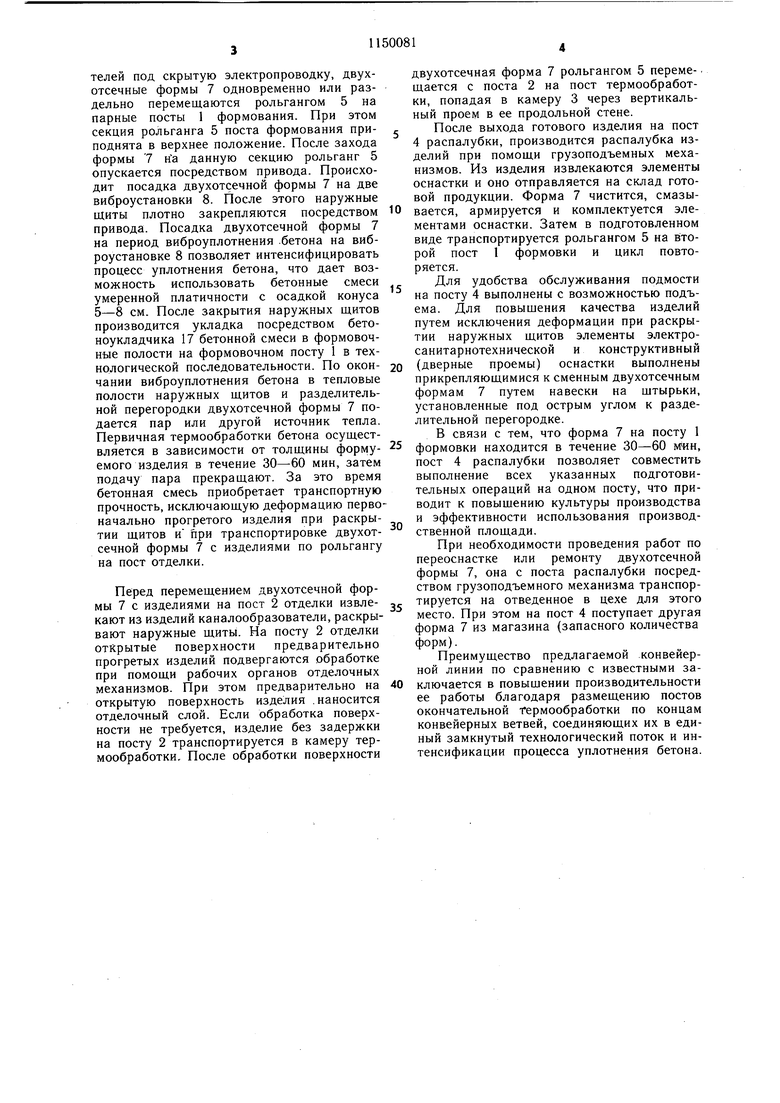
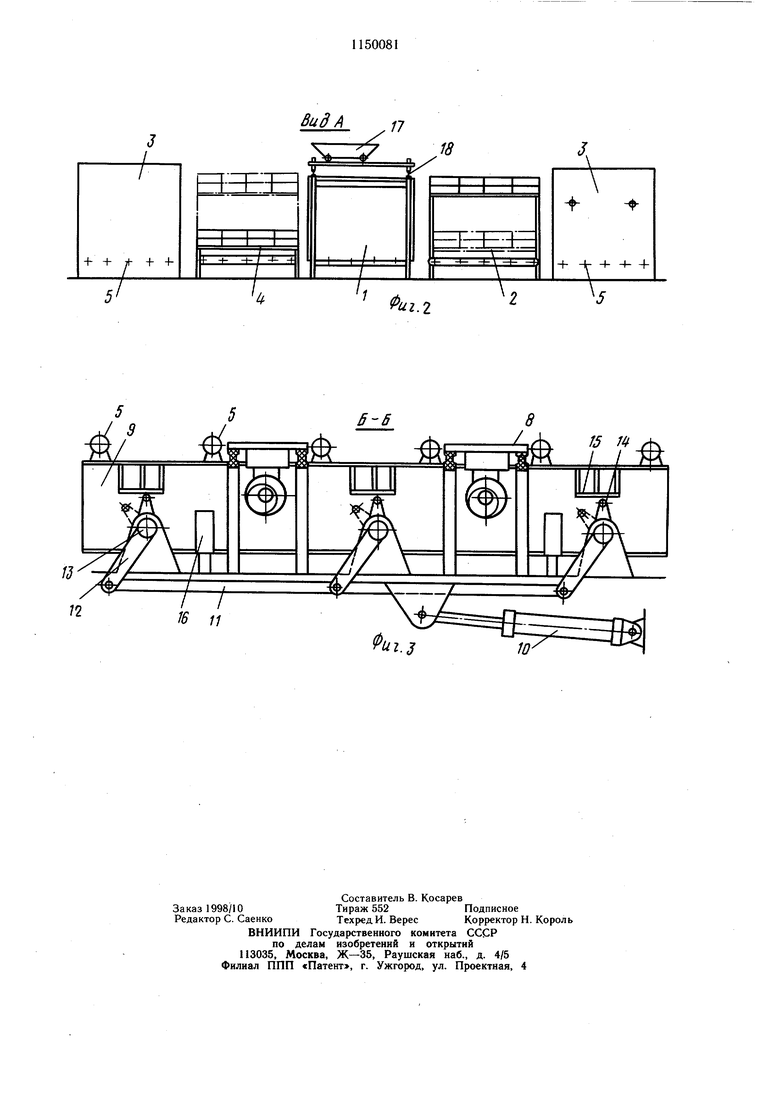
На фиг. 1 показана конвейерная линия, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (рольганг с виброустановками поста формовки).
Конвейерная линия содержит парные посты:формования 1, отделки 2, термообработки 3 в виде туннельных камер тепловой обработки 3 и распалубки изделий 4.
Посты 1-4 каждой продольной ветви конвейера снабжены транспортными устройствами, выполненными в виде секций
рольгангов 5, снабженных автономными реверсивными приводами 6 с управлением. Секция рольганга 5 равна длине поста линии. Все секции рольгангов могут работать независимо друг от друга и при необходимости одновременно. Отдельные секции рольгангов могут быть объединены одним приводом 6.
Пост 1 формования снабжен стационарной формовочной установкой, содержащей два наружных щита, имеющих тепловые полости, раму и привод для их раскрытия-закрытия (не показаны). Сменная двухотсечная форма 7 выполнена с разделительной перегородкой, содержащей тепловую полость. Наружные щиты формовочной установки образуют с двухотсечными формами 7 при закрытии приводом формовочные отсеки для укладки бетона. Между роликоопорами рольганга 5 на этом посту смонтированы две виброустановки 8, вибровозбудитель каждой из которых выполнен с переменным статическим моментом. Секция рольганга 5 на посту 1 формовки выполнена в виде подъемно-опускной рамы 9, перемещаемой в вертикальной плоскости посредством привода. Привод выполнен в виде гидроцилиндра 10, шарнирно закрепленного на фундаменте, шток которого шарнирно соединен с тягой 11, взаимодействующей с рычагами 12, укрепленными на валах 13 с кулачками 14, упирающимися при повороте в опорные площадки 15, смонтированные на раме 9. Вертикальное перемещение рамы происходит по направляющим 16, которые исключают боковые ее, перемещения. Над формовочными установками перпендикулярно конвейерным ветвям линии перемещается самоходный бетоноукладчик 17 по рельсовым направляющим 18, смонтированным по балкам, соединяющим вертикальные topцoвыe стойки рамы распалубочного механизма. Тепловые полости наружных щитов и двухотсечных форм 7 выполнены с устройствами для ввода пара или с электронагревателями.
Посг 4 распалубки совмещен в единый пост с постами подготовки - чистки, смазки, армирования и комплектации.
Линия снабжена узлом для хранения арматурных каркасов, размещенным в замкнутом пространстве между постами отделки 2 и распалубки 4 с одной стороны, и с другой - камерой 3 тепловой обработки и крайними рельсовыми направляющими 18 бетоноукладчика 17 поста 1 формования. Указанный узел состоит из переносных контейнеров-накопителей 19 арматурных каркасов.
Конвейерная линия работает следующим образом.
С первых постов распалубки 4, укомплектованной арматурой, закладными деталями, элементами оснастки и каналообразователей под скрытую электропроводку, двухотсечные формы 7 одновременно или раздельно перемещаются рольгангом 5 на парные посты 1 формования. При этом секция рольганга 5 поста формования приподнята в верхнее положение. После захода формы 7 на данную секцию рольганг 5 опускается посредством привода. Происходит посадка двухотсечной формы 7 на две виброустановки 8. После этого наружные щиты плотно закрепляются посредством привода. Посадка двухотсечной формы 7 на период виброуплотнения .бетона на виброустановке 8 позволяет интенсифицировать процесс уплотнения бетона, что дает возможность использовать бетонные смеси умеренной платичности с осадкой конуса 5-8 см. После закрытия наружных щитов производится укладка посредством бетоноукладчика 17 бетонной смеси в формовочные полости на формовочном посту 1 в технологической последовательности. По окончании виброуплотнения бетона в тепловые полости наружных щитов и разделительной перегородки двухотсечной формы 7 подается пар или другой источник тепла. Первичная термообработки бетона осуществляется в зависимости от толщины формуемого изделия в течение 30-60 мин, затем подачу пара прекращают. За это время бетонная смесь приобретает транспортную прочность, исключающую деформацию первоначально прогретого изделия при раскрытии щитов и Г1ри транспортировке двухотсечной формы 7 с изделиями по рольгангу на пост отделки.
Перед перемещением двухотсечной формы 7 с изделиями на пост 2 отделки извлекают из изделий каналообразователи, раскрывают наружные щитЫ. На посту 2 отделки открытые поверхности предварительно прогретых изделий подвергаются обработке при помощи рабочих органов отделочных механизмов. При этом предварительно на открытую поверхность изделия .наносится отделочный слой. Если обработка поверхности не требуется, изделие без задержки на посту 2 транспортируется в камеру термообработки. После обработки поверхности
двухотсечная форма 7 рольгангом 5 перемещается с поста 2 на пост термообработки, попадая в камеру 3 через вертикальный проем в ее продольной стене.
После выхода готового изделия на пост 4 распалубки, производится распалубка изделий при помощи грузоподъемных механизмов. Из изделия извлекаются элементы оснастки и оно отправляется на склад готовой продукции. Форма 7 чистится, смазывается, армируется и комплектуется элементами оснастки. Затем в подготовленном виде транспортируется рольгангом 5 на второй пост 1 формовки и цикл повторяется.
Для удобства обслуживания подмости на посту 4 выполнены с возможностью подъема. Для повыщения качества изделий путем исключения деформации при раскрытии наружных щитов элементы электросанитарнотехнической и конструктивный (дверные проемы) оснастки выполнены прикрепляющимися к сменным двухотсечным формам 7 путем навески на щтырьки, установленные под острым углом к разделительной перегородке.
В связи с тем, что форма 7 на посту 1 формовки находится в течение 30-60 , пост 4 распалубки позволяет совместить выполнение всех указанных подготовительных операций на одном посту, что приводит к повыщению культуры производства и эффективности использования производственной площади.
При необходимости проведения работ по переоснастке или ремонту двухотсечной формы 7, она с поста распалубки посредством грузоподъемного механизма транспортируется на отведенное в цехе для этого место. При этом на пост 4 поступает другая форма 7 из магазина (запасного количества форм).
Преимущество предлагаемой конвейерной линии по сравнению с известными заключается в повыщении производительности ее работы благодаря размещению постов окончательной термообработки по концам конвейерных ветвей, соединяющих их в единый замкнутый технологический поток и интенсификации процесса уплотнения бетона.
ВидА /7
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Установка для вертикального формования строительных изделий | 1986 |
|
SU1421538A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
| Механизм для перемещения щита опалубки | 1980 |
|
SU895678A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
ГОРИЗОНТАЛЬНО ЗАМКНУТАЯ КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ВЕРТИКАЛЬНО-ФОРМУЕМЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, содержащая две параллельные ветви, на которых установлены передвижные двухотсечные формы, парные посты формования с механизмами раскрытия-закрытия наружных щитов и системой первоначальной термообработки, туннельные камеры окончательной термообработки, установленные перпендикулярно к осям параллельных ветвей, рольганги с толкателями форм, посты распалубки изделий, отличающийся тем, что, с целью интенсификации процесса формования и повышения производительности работы линии путем исключения встречного движения форм, она снабжена поперечными направляющими для бетоноукладчика, соединяющими парные поg сты формования, последние - двумя виброустановками с общей подъемно-опускной рамой, а туннельные камеры окончательной термообработки размещены по концам параллельных ветвей конвейера. СП о о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
