Изобретение относится к устройствам для изготовления бетонных изделий, а именно к экструдерам для изготовления бетонных плит, преимущественного многопустотных.
Известен экструдер для изготовления многопустотных бетонных плит, содержащий передвижную раму с бункером для подачи строительной смеси, неподвижное формующее основание, боковые формующие элементы в виде расположенных вдоль него по обе стороны продольных бортов и шнеки с пустотообразователями на свободных концах, размещенную между продольными бортами (патент SU №1809803, М.кл.5 В28В 3/20, 3/22).
Известен экструдер для изготовления пустотных строительных конструкций, преимущественно пустотных плит, характеризующийся тем, что он включает смонтированные на несущей раме бункер для бетона и рабочий орган, состоящий, по меньшей мере, из одного рабочего элемента, содержащего корпус, установленные соосно направляющему стержню пустотообразователь, полые винтовой шнек, внешний и внутренний шпиндели, причем внешний шпиндель снабжен приводом для его вращения, а внутренний шпиндель установлен с возможностью его осевого перемещения и соединен с устройством для передачи на него осевой вибрации, при этом внешний шпиндель соединен с внутренним посредством приспособления, передающего вращение от внешнего внутреннему и обеспечивающего при этом свободное перемещение шпинделей относительно друг друга в осевом направлении, которое выполнено в виде зуба, при этом внутренний шпиндель соединен со шнеком, а шнек шарнирно соединен с пустотообразователем, который имеет степень свободы перемещений относительно корпуса рабочего элемента в направлении своей продольной оси (патент RU (11) 2293651 (13) МПК 7 В28В 3/20). В том устройстве вращение шнеку и осевое перемещение для создания вибрации шнеку и направляющему стержню (штанге) передаются взаимодействием друг с другом внутреннего и внешнего шпинделя посредством элемента в виде зуба. Поскольку на этот элемент действуют довольно значительные нагрузки, устройство ненадежно в работе вследствие возникновения значительных сил трения при наложении колебаний и перемещении шпинделей относительно друг друга. Кроме того, возникают сложности в изготовлении такого рабочего элемента, который выполнен с гидравлическим приводом колебаний, представляющим собой шток-поршень, закрепленный на одном из шпинделей, а управление возвратно-поступательными движениями шток-поршня осуществляется при помощи роторного гидрораспределителя. Выполнить такой привод колебаний возможно только с низкой частотой, что не позволит улучшить условия уплотнения бетонной массы при формовании многопустотной плиты, а также вызовет необходимость применения гидростанции большой мощности. Такой способ привода колебаний шнеков влечет за собой увеличение энергопотребления, так как происходит многократный переход одного вида энергии в другой: электрической - в механическую энергию вращения ротора электродвигателя и гидронасоса, гидравлической - в механическую энергию возвратно-поступательных движений шнека. В процессе такой трансформации энергии происходят значительные ее потери, особенно при переходе гидравлической энергии в механическую.
Наиболее близким к заявляемому изобретению является экструдер для изготовления бетонных плит, преимущественно многопустотных (патент RU 2013205, МПК В28В 5/02), содержащий передвижную раму с бункером для подачи строительной смеси, неподвижное формующее основание, боковые формующие элементы в виде расположенных вдоль него по обе стороны продольных бортов и, по меньшей мере, одного рабочего органа экструдера, содержащего штангу с установленным на ней пустотелым валом, кинематически связанным с приводом вращения вала на штанге, жестко соединенным с лопастным шнеком, свободный конец которого соединен с пустотообразователем, размещенным между продольными бортами, причем штанга, шнек и пустотообразователь расположены соосно, а штанга снабжена приводом для циклического возвратно-поступательного перемещения в осевом направлении.
Недостатком известного технического решения является пониженное качество экструдирования бетона в изделие и невысокая производительность подачи бетона на единицу мощности экструдера.
Задачей, на решение которой направлено изобретение, является создание экструдера для изготовления бетонных плит, преимущественно многопустотных, позволяющего обеспечить более высокую плотность и прочность бетона в изделии при использовании осевого перемещения пустотообразователя и шнека.
Техническим результатом заявляемого изобретения является увеличение плотности и прочности получаемого бетонного изделия.
Этот технический результат достигается тем, что экструдер для изготовления бетонных плит, преимущественно многопустотных, содержащий передвижную раму с бункером для подачи строительной смеси, формующее основание, боковые формующие элементы в виде расположенных вдоль него по обе стороны продольных бортов и, по меньшей мере, одного рабочего органа, включающего штангу с установленным на ней с возможностью вращения от привода пустотелым валом, жестко соединенным с винтовым шнеком, свободный конец которого соединен с пустотообразователем, размещенным между продольными бортами, причем штанга, шнек и пустотообразователь расположены соосно, а штанга снабжена приводом для циклического возвратно-поступательного перемещения в осевом направлении, согласно изобретению конец пустотообразователя шарнирно соединен с пустотелым шнеком и жестко соединен со штангой, другой конец которой снабжен дополнительным приводом циклического возвратно-поступательного перемещения, причем приводы циклического возвратно-поступательного движения штанги выполнены исходя из условия, что величина перемещения штанги кратна величине среднего шага винтовой линии шнека.
При этом приводы штанги могут быть кинематически соединены с валами, эксцентрично установленными на осях относительно собственных осей валов, образующих с шатунами, соединенными с кронштейнами, в которых установлена штанга, кривошипно-шатунные механизмы.
При этом над пустотообразователем установлена формующая плита с возможностью возвратно-поступательного движения от привода, кинематически связанного с валом, эксцентрично установленным на оси относительно собственной оси вала и образующим с шатуном кривошипно-шатунный механизм.
При этом боковые формообразующие элементы могут быть установлены на роликовых направляющих с возможностью возвратно-поступательных движений, направленных вдоль оси формования плиты.
При этом между поддоном формы и подающими шнеками может быть установлен лоток для подачи бетона в форму в виде многогранника
Благодаря такой конструкции бетонная смесь получает дополнительное уплотнение за счет того, что шнек, шарнирно соединенный с пустотообразователем, имеет возможность не только вращательного движения, но и циклического возвратно-поступательного, кратного по величине. При этом вращательное и возвратно-поступательное движение рабочего органа, шнека, согласованы между собой так, что не возникает наложенных друг на друга усилий, разрушающих конструкцию. Конструкция достаточно проста и надежна.
На фиг.1 изображен пример выполнения экструдера для изготовления многопустотных плит в продольном разрезе; на фиг.2 - то же, в поперечном разрезе; на фиг.3 - пример конструкции рабочего элемента экструдера при изготовлении в плите пустот, имеющих нецилиндрическую форму; на фиг.4 - схема привода опорных катков экструдера.
Экструдер (фиг.1) включает в себя бункер 1, установленный на раме 2, смонтированный под бункером рабочий узел, состоящий из штанги 4, установленной с возможностью прямолинейного возвратно- поступательного движения от приводов 5 и дополнительного 6. Эти приводы включают также кинематически связанные с ними валы 7, 8, выполненные с возможностью вращения с частотой n, n', а также шатуны 9, 10 с кронштейнами 11, 12. Валы 7, 8 установлены на осях с эксцентриситетом е и е' (причем е<е') относительно собственных осей валов и образуют с шатунами 9, 10 и кронштейнами 11, 12 кривошипно-шатунные механизмы. На штанге 4 установлен полый вал 13 с возможностью вращения от привода 14 и передачи вращения с помощью жесткого соединения 15 на полый шнек 16, который установлен коаксиально относительно штанги 4. К концу штанги 4 жестко прикреплен пустотообразователь 17, шарнирно с помощью шарнирных опор 32 связанный со шнеком 16 и размещенный в рабочей полости. При этом вал 7, выполненный с эксцентриситетом е и возможностью вращения с частотой n, через шатун 9 и кронштейн 11 кинематически связан со штангой 4 и закрепленным на ней полым шнеком 16 и пустотообразователем 17 для передачи им возвратно-поступательного движения с частотой f и амплитудой а. Одновременно такая же связь выполнена через шатун 10 и кривошип 12 с валом 8, установленным с эксцентриситетом е и с возможностью вращения с частотой n' для наложения дополнительных возвратно-поступательных колебаний на штангу 4 с частотой f и амплитудой а', причем е<e', f<f', a<а'. При этом приводы выполнены с возможностью взаимосвязи возвратно-поступательного движения с частотой вращения подающего шнека 16 и шагом hcp. винтовой канавки его уплотняющей части, где hcp - среднее значение шага винтовой канавки уплотняющей части шнека. Среднее значение шага винтовой канавки уплотняющей части шнека hcp=(h1+h2+...+hi)/i, где i - число винтовых канавок уплотняющей части шнека. Эта взаимосвязь выражается в кратности величины перемещения штанги величине среднего шага винтовой линии. То есть при вращении шнека с частотой nшн бетонная масса перемещается на величину L=nшн.×hcp. Одновременно при перемещении бетонной массы необходимо за счет возвратно-поступательных движений шнека от одного из приводов совершить перемещение на величину, кратную L, т.е. (a×f)×k=L, где k - коэффициент кратности, а от другого - на величину, также кратную L: (a'×f')×k=L. Выполнение такого условия в сочетании с вышеописанной конструкцией приводов и связей их элементов наиболее оптимально для дополнительного уплотнения бетонной смеси.
Рабочая полость образована основанием 3, бортами 25 (фиг.2). В верхней части рабочей полости над пустотообразователем 17 установлена формующая плита 18 с возможностью возвратно-поступательного движения от привода 19. Этот привод передает возвратно-поступательное движение, например, с помощью кинематически связанного с ним вала 20, установленного на оси с эксцентриситетом относительно собственной оси вала и образующего с шатуном 21 кривошипно-шатунный механизм. Кроме того, устройство может содержать заглаживающую плиту 22, также установленную с возможностью возвратно-поступательного движения от привода 23. Рама 2 имеет катковые опоры 24 для перемещения экструдера во время работы вдоль стенда.
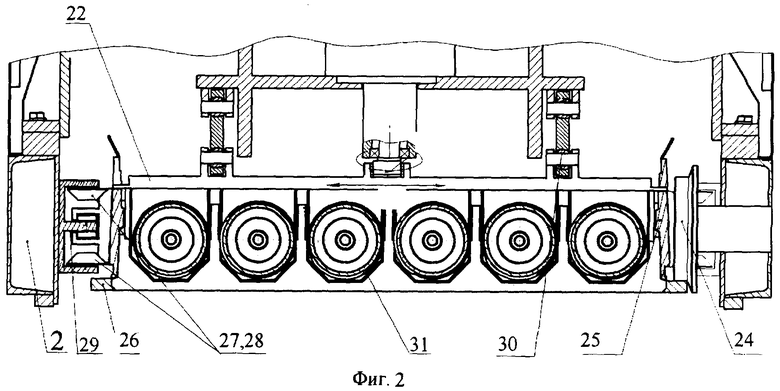
На фиг.2 показана схема поперечного разреза экструдера в области окончательного формования многопустотной плиты. Боковые поверхности оформляются при помощи боковых формообразующих элементов - бортов 25, направляющих - фаскообразователей 26, причем фаскообразователи 26 закреплены на поддоне и могут являться одновременно направляющими полозами для перемещения экструдера на катковых опорах 24. Боковые формообразующие элементы - борта 25 могут быть установлены с возможностью возвратно-поступательных движений, направленных вдоль оси формования плиты, и для осуществления этого установлены на роликовых направляющих 27 и 28, закрепленных в кронштейне 29. Для обеспечения поперечного относительно оси формования возвратно-поступательного движения с частотой f2 и амплитудой a2 заглаживающей плиты 22, она закреплена на подвеске с шаровыми подшипниками-опорами 30. Между поддоном формы и подающими шнеками установлен лоток 31 в виде многогранника, служащий для обеспечения стабильной подачи бетонной смеси в зону формования. Так как рабочая поверхность шнека представляет собой винтовую канавку с переменным шагом и глубиной, то предварительное уплотнение бетона осуществляется на стадии его подачи из бункера в формующую полость, а для стабильности подачи бетона важно, чтобы масса бетона не проворачивалась вместе со шнеком вокруг его оси, а перемещалась относительно шнека. Этому способствуют грани лотка. Кроме того, лоток, установленный под шнеком, ограничивает объем уплотняемого бетона снизу. Это важно для его уплотнения во время подачи в формующую полость, так как предварительное уплотнение бетона осуществляется в винтовой канавке шнека, имеющую переменные шаг и глубину.
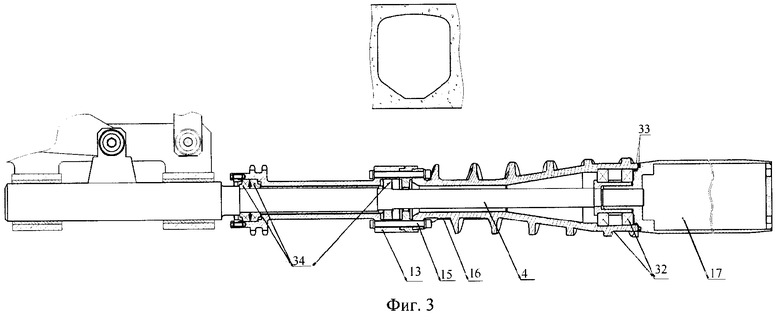
На фиг.3 представлена более подробная конструкция рабочего элемента, включающая полый шнек 16, установленный коаксиально относительно штанги 4. Пустотообразователь 17 шарнирно соединен с полым шнеком 16 с помощью подшипниковых опор 32 с уплотнениями 33 для предотвращения попадания бетона в пространство между шнеком и пустотообразователем. Полый вал 13 установлен на штанге 4 посредством подшипниковых опор 34. Подающий шнек 16 и полый вал 13 скреплены между собой при помощи болтовых соединений 15. При работе экструдера и вращении полого вала вместе с подающим шнеком пустотообразователь, удерживаемый от проворота штангой 4, остается неподвижным относительно вращающегося подающего шнека, и, таким образом, формируется в формуемой плите отверстие некруглого сечения.
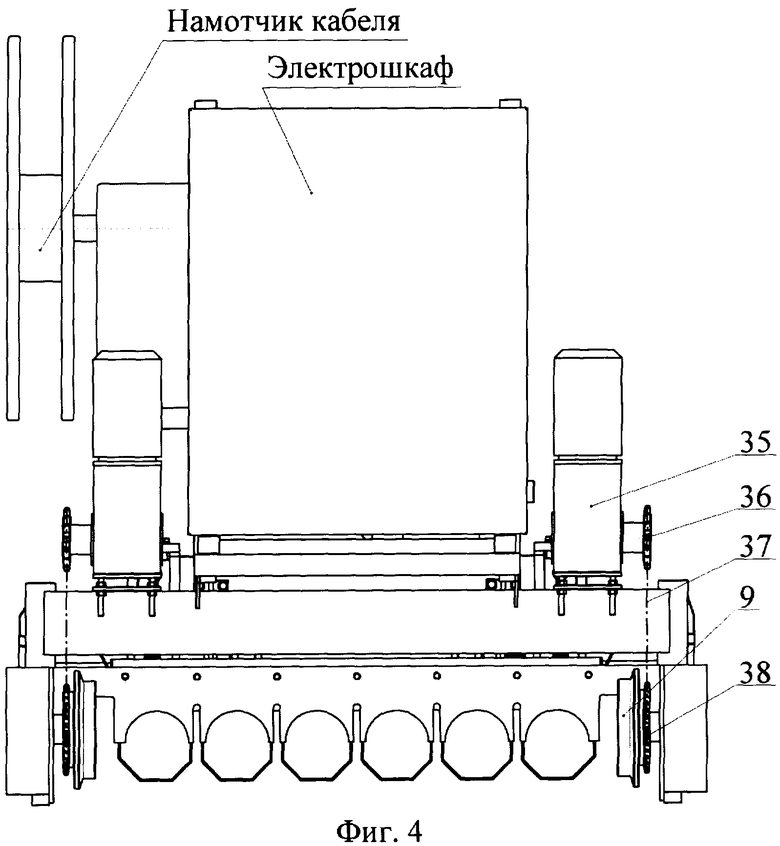
Для регулировки степени уплотнения бетонной смеси в процессе формования плиты и для перемещения экструдера вдоль полотна стенда (например, для выхода в исходное положение формовки) может быть предусмотрен привод, представленный на фиг.4. Он расположен симметрично относительно хода экструдера и состоит из двух мотор-редукторов 35, двух пар звездочек, ведущей 36 и ведомой 37, цепей 38 и катковых опор 25. При включении двигателей мотор-редукторов 35 крутящий момент от ведущих звездочек 36 посредством цепей 38 передается на ведомые звездочки 37, закрепленные на катковых опорах 25. Таким образом, экструдер имеет возможность перемещения в ту или иную сторону в зависимости от направления вращения роторов электродвигателей мотор-редукторов.
Из бункера 1 бетон под действием силы тяжести падает на подающие шнеки 16, которые равномерно распределяют массу бетона по ширине формуемой плиты. Одновременно с этим подающие шнеки 16 за счет наружной винтовой поверхности сообщают бетону необходимое давление для уплотнения. Далее масса бетона перемещается в пространство, образованное формующей плитой 18, формующим основанием и пустотообразователями 17, где происходит дополнительное уплотнение бетона при возвратно-поступательных движениях формующей плиты 18. При этом формующая плита 18 совершает возвратно-поступательные движения, направленные вдоль оси подающего шнека 16 и пустотообразователя 17 с амплитудой a1 и частотой f1. Это движение вызвано передачей крутящего момента от привода 19 на вал 20 с эксцентриситетом e1 и частотой вращения n1, а далее через шатун 21 на формующую плиту 18. Дальнейшая подача бетона вызывает перемещение экструдера вдоль стенда за счет возникающей при вращении подающих шнеков 16 реактивной силы. Уплотненная масса отформованного бетона с образовавшимися пустотами при реактивном движении экструдера попадает под заглаживающую плиту 22, где круговыми движениями рабочей поверхности плиты 22 осуществляется окончательное формование и заглаживание пустотной плиты сверху (заглаживающая плита 22 может быть и неподвижной). Степень уплотнения бетона регулируется при помощи катковых опор 24, имеющих привод перемещения. При недостаточной степени уплотнения бетона осуществляется включение привода и вращение катковых опор 24 для перемещения экструдера в сторону, противоположную перемещению экструдера за счет реактивной силы.
Для повышения эффективности уплотнения бетонной смеси рабочему элементу экструдера, включающему в себя подающий шнек 16, пустотообразователь 17, штангу 4, сообщаются возвратно-поступательные движения, направленные вдоль оси штанги, шнека и пустотообразователя параллельно поверхности формующего основания стенда. При этом основное возвратно-поступательное движение осуществляется вращением вала 7 с эксцентриситетом е и частотой вращения n, что вызывает возвратно-поступательные движения, передающиеся через шатун 9 и кронштейн 11 на штангу 4, полый шнек 16 и пустообразователь 17 с частотой f и амплитудой a. Одновременно с этим на штангу 4 вращением вала 8 с эксцентриситетом е' и частотой вращения n' накладываются дополнительные возвратно-поступательные колебания с частотой f и амплитудой а', причем е<e', f<f', а<а'. Величины е, e', f, f', а, а' взаимосвязаны с частотой вращения подающего шнека 16 и шагом hcp винтовой канавки его уплотняющей части, где hcp - среднее значение шага винтовой канавки уплотняющей части шнека и определяется по формуле hcp=(h1+h2+...+hi)/i, где i - число винтовых канавок уплотняющей части шнека.
При вращении шнека с частотой nшн. бетонная масса перемещается на величину L=nшн.×hcp. Одновременно при перемещении бетонной массы необходимо за счет основных возвратно-поступательных движений шнека совершить перемещение на величину, кратную L, т.е (a×f)×k=L, где k - коэффициент кратности. При этом дополнительные колебания шнека также должны быть кратными L: (a'×f')×k'=L. Так как бетонная смесь состоит из различных фракций инертных материалов (щебня, песка) и цемента, имеющих размеры до 20 мм, то для лучшего уплотнения необходимо, чтобы частота колебаний рабочих элементов была близка к собственной частоте колебаний каждой фракции. При выполнении вышеописанных условий частота колебаний будет переменной величиной, что будет способствовать получению необходимой частоты колебаний. Амплитуда колебаний, кратная среднему шагу винтовой поверхности, создает условие, при котором для каждого элементарного объема уплотняемой среды было равномерное прессование по всей длине формуемого полотна многопустотной плиты.
Таким образом, для повышения эффективности уплотнения бетонной смеси при формовании многопустотных плит на протяженных стендах безопалубочного формования предлагается конструкция экструдера, рабочие элементы которого осуществляют возвратно-поступательные движения, взаимосвязанные с геометрией и интенсивностью работы подающего шнека.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ПЛИТ | 1985 |
|
RU2013205C1 |
| ЭКСТРУДЕР (ВАРИАНТЫ) | 2005 |
|
RU2293651C1 |
| РАБОЧИЙ ОРГАН ЭКСТРУДЕРА (ВАРИАНТЫ) | 2005 |
|
RU2293642C1 |
| Экструдер для формования полых бетонных плит | 1986 |
|
SU1809803A3 |
| Подвижная экструзионная машина для непрерывного изготовления многопустотных железобетонных изделий | 1979 |
|
SU974931A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254989C1 |
| Установка для изготовления многопустотных изделий на основе неорганических вяжущих материалов | 1980 |
|
SU1043012A1 |
| Установка для непрерывного формования многопустотных изделий из бетонных смесей | 1986 |
|
SU1454697A1 |
| Устройство для формования строительных изделий с пустотами | 1986 |
|
SU1713812A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
Изобретение относится к области изготовления строительных изделий. Экструдер для изготовления бетонных плит, преимущественно многопустотных, содержит передвижную раму с бункером для подачи строительной смеси, формующее основание, боковые формующие элементы в виде расположенных вдоль него по обе стороны продольных бортов и, по меньшей мере, одного рабочего органа, включающего штангу с установленным на ней с возможностью вращения от привода пустотелым валом, жестко соединенным с пустотелым шнеком, свободный конец которого соединен с пустотообразователем, размещенным между продольными бортами. Причем штанга, шнек и пустотообразователь расположены соосно, а штанга снабжена приводом для циклического возвратно-поступательного перемещения в осевом направлении. При этом пустотообразователь шарнирно соединен с пустотелым шнеком и жестко соединен со штангой, другой конец которой снабжен дополнительным приводом циклического возвратно-поступательного перемещения. Причем приводы циклического возвратно-поступательного движения штанги выполнены исходя из условия, что величина перемещения штанги кратна величине среднего шага винтовой линии шнека. Технический результат заключается в увеличении плотности и прочности получаемых бетонных изделий. 3 з.п. ф-лы, 4 ил.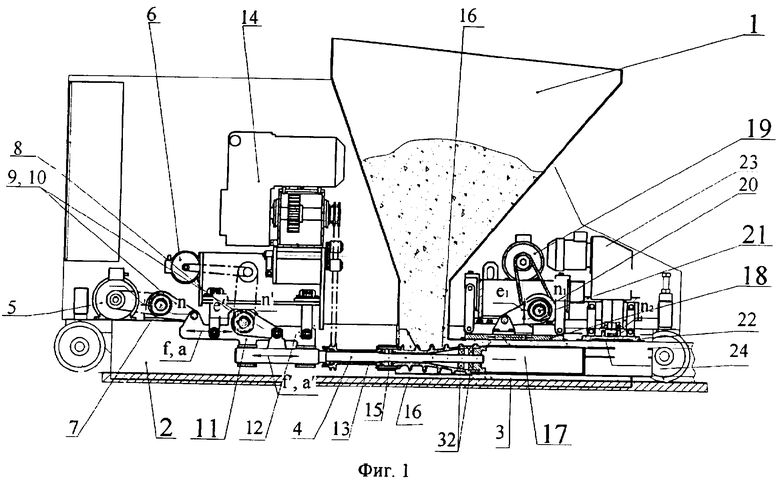
| ЭКСТРУДЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ПЛИТ | 1985 |
|
RU2013205C1 |
| US 3143782 А, 11.08.1964 | |||
| Способ получения кларитромицина | 2000 |
|
RU2225413C1 |
| Способ приготовления бетонной смеси | 1973 |
|
SU477964A1 |
| Устройство для сбрасывания отрезанных изделий из пруткового материала | 1962 |
|
SU152166A1 |

