;54) ИНСТРУМЕНТ для ПОЛУЧЕНИЯ ГЛУХИХ ОТВЕРСТИЯ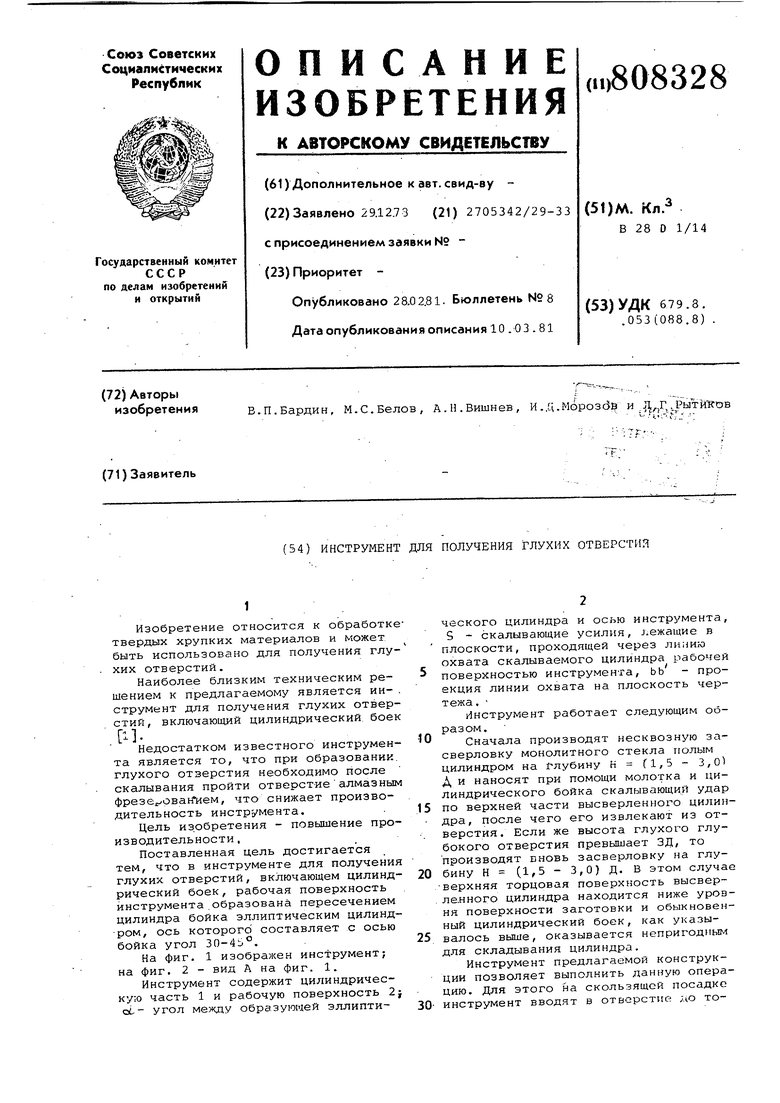
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения глухих отверстий в хрупком силикатном материале | 1974 |
|
SU542649A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU308876A1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2010 |
|
RU2444623C2 |
| РАБОЧИЙ ОРГАН ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 1996 |
|
RU2113087C1 |
| УСТРОЙСТВО ДЛЯ ДРОБЛЕНИЯ ДЕФЕКТНЫХ ГРАФИТОВЫХ БЛОКОВ КЛАДКИ ЯДЕРНОГО УРАН-ГРАФИТОВОГО РЕАКТОРА | 1991 |
|
RU2027234C1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ВЗВОДА, РАЗГОНА И НАНЕСЕНИЯ УДАРА СНАРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ ПРИ РАЗРУШЕНИИ РАЗЛИЧНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2291298C2 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| Способ получения глухих отверстий в хрупком силикатном материале | 1983 |
|
SU1172734A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
1
Изобретение относится к обработкетвердых хрупких материалов и может быть использовано для получения глухих отверстий.
Наиболее близким техническим решением к предлагаемому является ни- . струмент для получения глухих отверстий, включающий цилиндрический боек
1Недостатком известного инструмента является то, что при образовании, глухого отверстия необходимо после скалывания пройти отверстиеалмазным фрезе ованием, что снижает производительность инструмента.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в инструменте для получения глухих отверстий, включающем цилиндрический боек, рабочая поверхность инструмента образована пересечением цилиндра бойка эллиптическим цилиндром, ось которого составляет с осью бойка угол 30-45°.
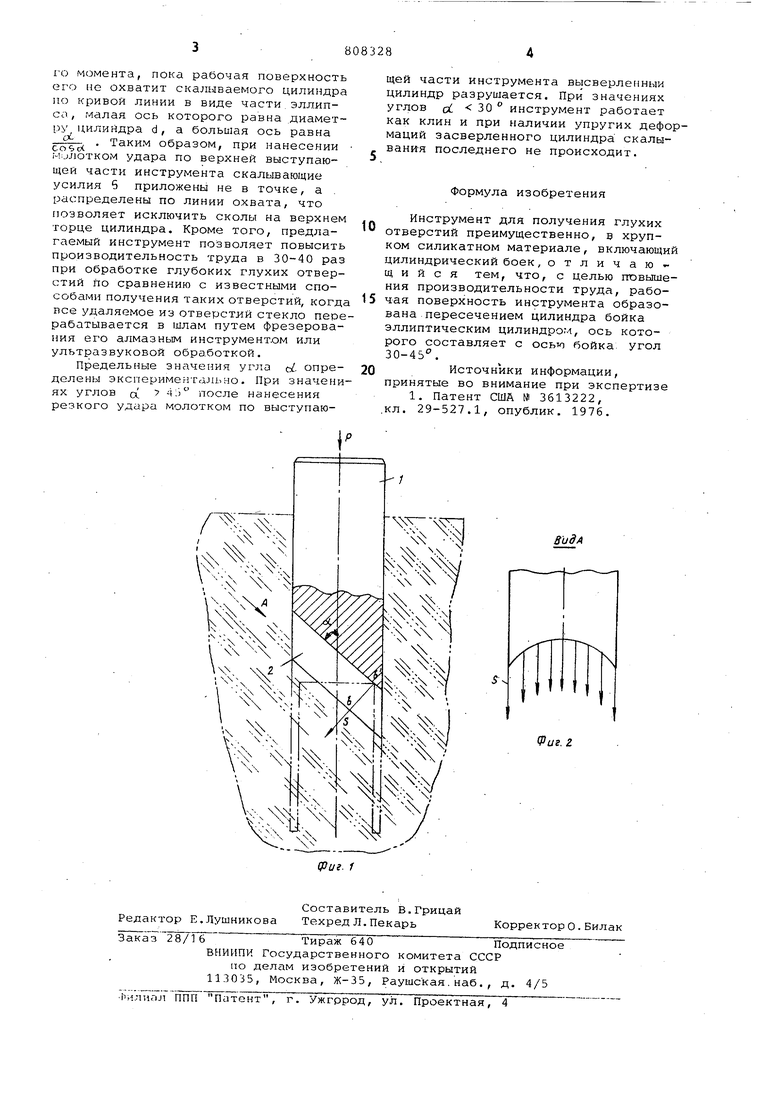
На фиг. 1 изображен инструмент; на фиг. 2 - вид А на фиг. 1.
Инструмент содержит цилиндрическую часть 1 и рабочую поверхность 2} oL- угол между образующей эллиптического цилиндра и осью инструмента, S - скалывающие усилия, J.eжaщиe в плоскости, проходящей через линию
охвата скалываемого цилиндра рабочей 5 поверхностью инструмента, ЬЬ - проекция линии охвата на плоскость чертежа .
Инструмент работает следующим образом.
0 Сначала производят несквозную засверловку монолитного стекла полым цилиндром на Глубину Н fl,5 - 3,01 Д и наносят при помощи молотка и цилиндрического бойка скалывающий удар 5 по верхней части высверленного цилиндра, после чего его извлекают из отверстия. Если же высота глухого глубокого отверстия превышает ЗД, то производят вновь засверловку на глубину Н (1,5 - 3,0) Д. В этом случае верхняя торцовая поверхность высверленного цилиндра находится ниже уровня поверхности заготовки и обыкновенный цилиндрический боек, как указывалось выше, оказывается непригодным для складывания цилиндра.
Инструмент предлагаемой конструкции позволяет выполнить данную операцию. Для этого на скользящей посадке 0- инструмент вводят в отверстие ;лО то
