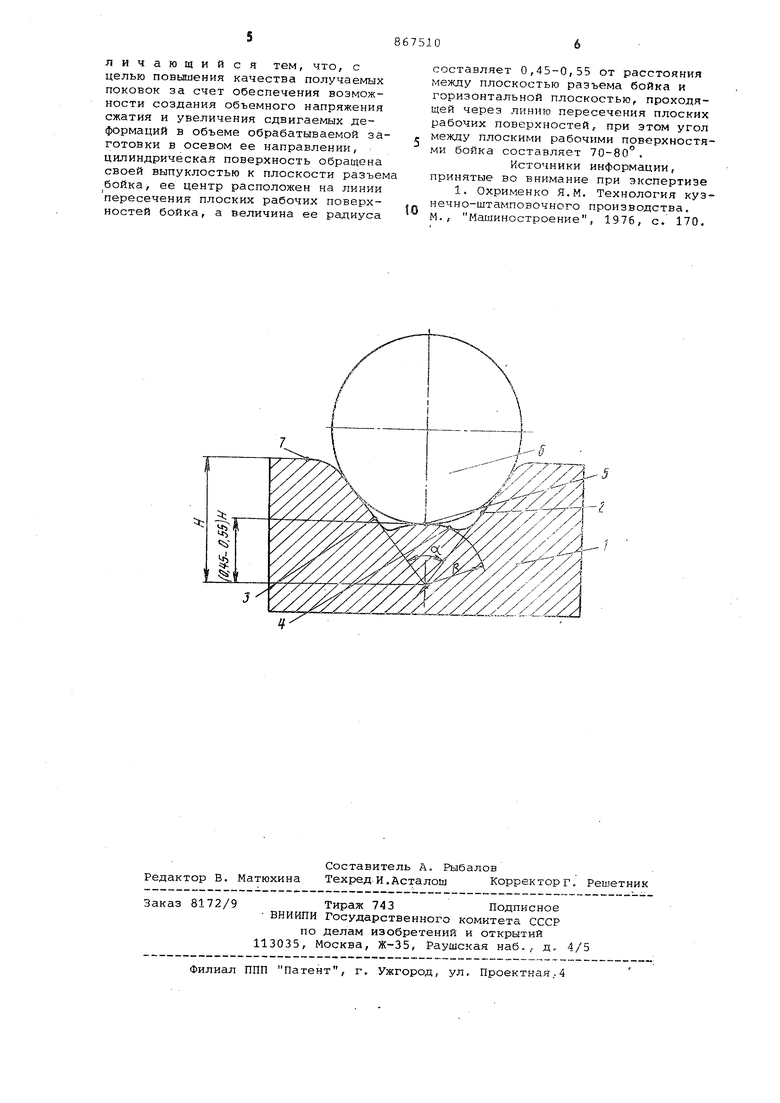
Изобретение относится к обработке металлов давлением, в частности к ковочному инструменту. Известен кузнечный вырезной боек содержащий корпус с плоскостью разъема и плоскими рабочими поверхностями, симметрично расположенными под одинаковыми углами к.плоскости симметрии бойка и сопряженными между собой по цилиндрической поверхности . При протяжке заготовок в известн бойках в объеме обрабатываемой заготовки не создается объемное напря жение сжатия, а сдвиговые деформаци в осевом направлении заготовки незн чительны. Все это снижает качество получаемых поковок. Цель изобретения - повышение ка чества получаемых поковок. Указанная цель достигается тем, что в кузнечном вырезном бойке, со держащем корпус с плоскостью разъема и плоскими рабочими поверхностями, симметрично расположенными под одинаковыми углами к плоскости симметр бойка и сопряженными между собой по цилиндрической поверхности, цилиндрическая поверхность обращена свое выпуклостью к плоскости разъема бой ка, ее центр расположен на линии Пересечения плоских рабочих поверхностей бойка, а величина ее радиуса составляет 0,45-0,55 от расстояния между плоскостью разъема бойка и горизонтальной плоскостью, проходящей через линию пересечения плоских рабочих поверхностей, при этом угол между плоскими рабочими поверхностями бойка составляет 70-80°. На чертеже изображен кузнечный вырезной боек. Кузнечный вырезной боек содержит корпус 1 с плоскими рабочими поверхностями 2 и 3, расположенными под острым углом , выполненным с закруглением 4 и с вершиной 5 выпусклости. Расположение рабочих поверхностей 2 и 3 под острым углом способствует увеличению периметра поперечного охватазаготовки 6. Оптимальным углом выреза бойка является J, - 70 80, что обеспечивает боковой подпор металла и сопровождается уменьшением величины поперечных растягивающих напряжений. Для обеспечения равномерной и глубокой по сечению проработки металла заготовки 6 и ликвидации локальных деформаций растяжения основание вырезного бойка вып лнено в виде закругления 4, которое своей выпуклостью 5 обращено к плоскости разъема 7 бойка и представляет собо часть круговой цилиндрической повер ности с центром Б вершине угла J. вы реза бойка и с радиусом R. (0,,55)Н, где Н - глубияа выреза. Наличие закругления 4 в вершине бойка создает доцолнительные плоскости сд га, обеспечивающие обжатие заготовки б, улучшая качество поковки.Деформация при этом осуществляется с наименьшим истечением металла в направлении плоскости разъема 7 бойка При этом, чем больше обжатие за один ходд пресса, тем меньше протяже зон истечения металла в направлении плоскости разъема 7 бойка и тем лучше проработка металла осевой зоны заготовки б. Уменьшение угла выреза бойка ниже нижнего граничного предела резко понижает протяженность периметра охвата заготовки до величины мало пригодных для 1рименения. При дефор мировании круглой заготовки в вырезных бойках с н,ентральнгдм углом вьареза менее 70 очаг интенсивных сдвиговых деформаций расположен бли же к боковой поверхности заготовки по направлению горизонтальной оси, что не обеспечивает достаточную проковку металла в осевой зоне заготовки . Увеличение углгг выреза бойка вьпл верхнего граничного предела резко понижает протяженность периметра охвата заготовки до зе.1;ичик, практически непригод,ных для примене ния. При деформировании круглой заготовки в вырезных бойках с 1тен.срг1Л ным углом выреза более 80 очагг интенсивных сдвиговых деформаций рас положен ближе к боковой поверхности заготовки по направлению вертикальной оси, что также не обеспечивает достаточную проковку металла в осевой зоне заготовки. . Уменьшение радиуса закругления выпуклости основания вырезного бойг от 0,45 до 0,35 глубины выреза Н пр изменении угла выреза бойка выше верхнего граничного предела характе ризуется уменьшением протяженности периметра охвата заготовки при зна чительном увеличении течения металла в уширение. Увеличение радиуса, закругленкя выпуклости основания вырезного бой ка от 0,55 до 0,65 глубины выреза Н при изменении угла выреза бойка ниже нижнего граничного предела характеризуется также утгюньшением протяженности периметра оквгтта заготовки при значительном увеличени течения металла в уширенке. Изменение радиуса закругления -выпуклости основания вырезного бой ка в пределах ,55 глубины вь; реза Н при соответствующих значенияхугла выреза 70° f-ci 80° обеспечивает опт:имальную протяженность периметра охвата заготовки при ярко выраженной схеме трехосного сжатия. Закрытие и заварка внутренних дефектов при ковке бойком предлагаемой конструкции гроисходит в следующем порядке, Нагретую круглую- в поперечном сечении заготовку 6 укладывают на нижм; :й боек таким образом, чтобы выпуклость 5 бойка находилась в плоскссти. перпендикулярной продольной сек заготовки 6. Используя верхний 6oE;iK аналогичной конструкции, осуш,ествляют тюследовательно прожим со ст пенью деформации, равной е 1520% за один ход пресса по всей длине за.готовки 6 без кантовки (первый проход) . Затем заготовку б кантуют на 90 относительно продольной оси и этими же бойками осуществляют последовательно прожим со степенью деформации, равной 15-20% за один ход пресса по всей дл. заготовки 6 без кантовки (второй проход), Пси таном пролсиме деформация сосредотачизс ется в осевой зоне заготовки б, интенсивно перемещая большие объемы металла, примыкаюцие к рабочим поверхностягч 2 и 3 бойка ,- в радиальном нааравлении к центру. Заковка дефекта в ргщиальном навравлении предпочтительна, так как в этом случае не- фект постепенно приобретает округлую форму,, менее опасную для концентрац.ии напряжений. Сварка стенок дефекта происходит более эффективно, так как в окрестности д,ефекта схема всестороннего с);;атия выражена более резко. Все это сбеспечивает высокое качестЕО металле , в осевой зоне по5.свки. Осевые объемы металла в поперечно -1 сечениз; подвэргают сжатию, а зтс,- способствует закрытию и завйрке пустот г пор и паукообразных трещин внутри заготовки 6. После завершения прожимов заготовки б по всей ее длине со i-тапенью деформации 15-201 и каЕ;ТОВ| ой ид 90° дальнейший )оцесс ковки для )-1ридания заданной геометрической форг-лы ведут известным способом на известных бойках. Приманение кузнечного вырезнозго бойгса прадлагае - ой конструкн/ии позвс;ляет повысить качество получаемых If ко в О;;:, Кузнечный вырезной боек, содержащий корпус с плоскостью разъема и плоскиь-ш рабочими поверхностями, сг- - метрично расположенны1.1и пол, одинакоЕЬМи углами к плоскости сиадлетрии бойка и сопряженныт-т собой цилиндрической поверхности, о тличающийся тем, что, с целью повышения качества получаемых поковок за счет обеспечения возможности создания объемного напряжения сжатия и увеличения сдвигаемых деформаций в объеме обрабатываемой заготовки в осевом ее направлении, цилиндрическая поверхность обращена своей выпуклостью к плоскости разъем бойка, ее центр расположен на линии пересечения плоских рабочих поверхностей бойка, а величина ее радиуса
составляет 0,45-0,55 от расстояния между плоскостью разъема бойка и горизонтальной плоскостью, проходящей через линию пересечения плоских рабочих поверхностей, при этом угол между плоскими рабочими поверхностями бойка составляет 70-80°.
Источники информации, принятые во внимание при экспертизе 1. Охрименко Я.М. Технология кузнечно-штамповочного производства, М., Машиностроение, 1976, с. 170.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный боек | 1976 |
|
SU841757A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| Кузнечный боек | 1982 |
|
SU1072973A1 |
| Кузнечный инструмент | 1986 |
|
SU1386348A1 |
| Кузнечный вырезной боек | 1980 |
|
SU897378A1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| Инструмент для кузнечной протяжки | 1986 |
|
SU1412873A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| КУЗНЕЧНЫЙ ВЫРЕЗНОЙ БОЕК | 1970 |
|
SU264132A1 |
| Кузнечный вырезной боек | 1976 |
|
SU564074A1 |
