(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления погонажных изделий из пресс-масс | 1980 |
|
SU935311A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2182869C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
1
Изобретение относится к деревообрабатывающей промышленности, в частности к производству погонажных изделий из древесных материалов.
Известно устройство для формования погонажных изделий цилиндрической формы, включающее ротор, загрузочную воронку, рабочий канал 1.
Известно также- устройство для формования из древесных материалов полых погонажных изделий, включающее механизм подачи, формующий канал, образованный гильзой и сердечником и нагревательные элементы 2.
Основной недостаток в том, что устройства не позволяют получать облицованные погонажные изделия.
Цель изобретения - изготовления за один цикл облицованных погонажных изделий.
Указанная цель достигается тем, что в гкльзе и серде нике выполнены коаксиальные проточки, а сердечник снабжен профильной перемычкой, причем в гильзе, сердечнике и перемычке выполнены каналы для подачи хладагента и подвода облицовочного материала к проточкам.
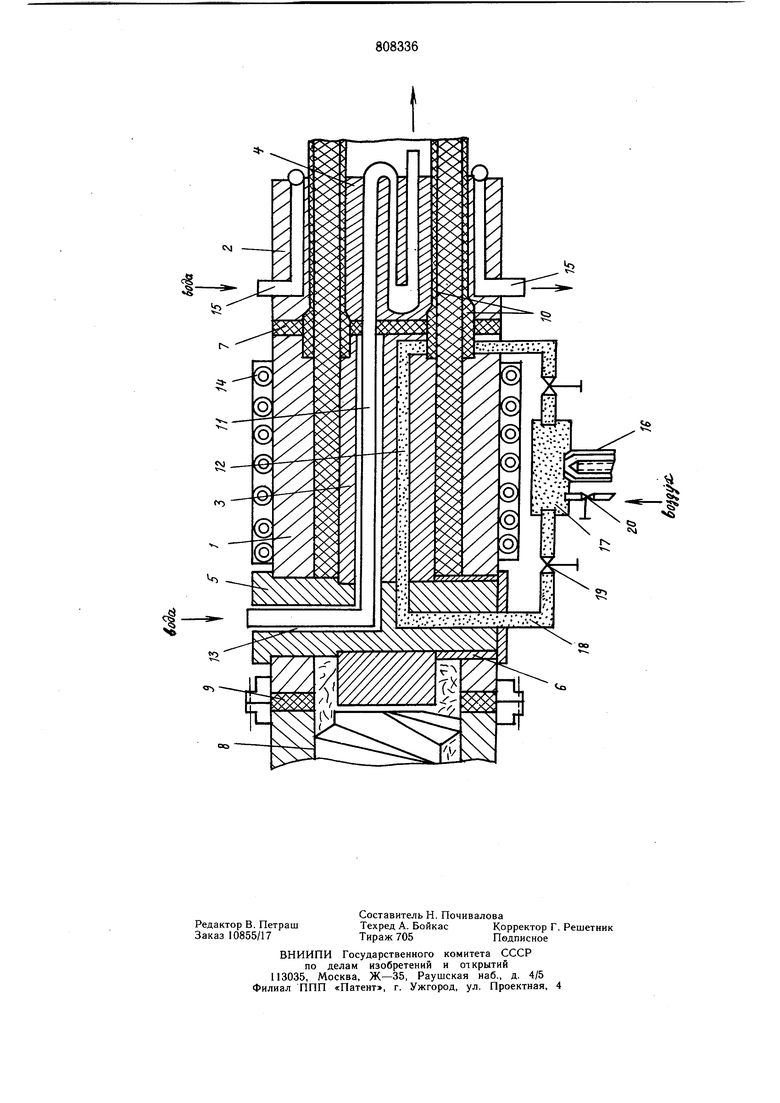
На чертеже изображено устройство для изготовления погонажных изделий из древесных материалов.
Устройство состоит из формующего канала, образованного гильзой, состоящей из частей 1 и 2, и сердечником, состоящим из частей 3 и 4, снабженным профильной перемычкой 5 и втулкой 6. Часть I гильзы и часть 3 сердечника образуют нагреваемую секцию, а часть 2 гильзы и часть 4 сердечника образуют охлаждаемую секцию. Нагреваемая и охлаждаемая секции разделены теплоизоляционной прокладкой 7.
Гильза крепится к корпусу механизма 8 подачи материала через теплоизоляционную прокладку 9. В гильзе и сердечнике
выполнены коаксиальные проточки 10, которые охватывают частично обогреваемую и полностью охлаждаемую секции гильзы и сердечника и служат для формования покрытия. Проточки состоят из трух участков:
цилиндрического, в котором постоянно находится расплав полимера; конически сужающегося в охлаждаемой секции, в котором происходит стеклование и формирование покрытия; цилиндрического, в котором происходит окончательная термостабилизация покрытия.
В гильзе 1 и 2, сердечнике 3 и 4, и перемычке 5 выполнены каналы 11 для подачи хладагента и каналы 12 для подвода облицовочного материала. Канал 11 для подвода хладагента имеет теплоизоляцию 13 для предотвращения охлаждения нагреваемой секции, которая снабжена нагревательным элементом 14.
Охлаждаемая секция снабжена системой охладительных каналов ,15.
Подача расплава полимера осуществляет.ся механизмом 16 подачи посредством распределительной гребенки 17, трубопровода 18 с запорными кранами 19.
Для продувки системы в устройстве предусмотрен трубопровод с запорным краном 20 для подачи горячего сжатого воздуха.
Устройство работает следующим образом.
Пресс-масса из механизма 8 подачи поступает в формующий канал. При этом соосность сердечника и гильзы обеспечивается при помощи профильной перемычки 5 и втулки 6. В обогреваемой секции формующего канала происходит формование и термостабилизация необлицованного изделия. При подходе этого изделия к концу формующего канала механизмом 16 подачи расплав полимера вводится под давлением в полости, образованные поверхностями проточек гильзы, сердечника и еще необлицованного изделия. При попадании расплава полимера из первого цилиндрического участка в конически сужающийся участок происходит его стеклование и начинается формование покрытия. В последнем (цилиндрическом) участке проточек происходит окончательная термостабилизация покрытия. При этом расплав полимера, ABHraHCi no каналу 12, нагревает нагреваемую секцию. После остановки механизма 16 подачи расплава полимера производится продувка горячим сжатым воздухом каналов и трубопроводов, по которым расплав полимера подается в зону формования покрытия, во избежание отверждения расплава полимера в них.
Предлагаемое устройство позволяет изготавливать из армированных реакто- и термопластов облицованные погонажные изделия.
Формула изобретения
Устройство для изготовления погонажных изделий из древесных материалов, включающее механизм подачи, формующий канал, образованный гильзой и сердечником, и нагревательные элементы, отличающееся тем, что, с целью изготовления за один цикл облицованных изделий, в гильзе и сердечнике выполнены коаксиальные проточки, а
сердечник снабжен профильной перемычкой, причем в гильзе, сердечнике и перемычке выполнены каналы для подачи хладагента и подвода облицовочного материала к проточкам.
Источники информации,
принятые во внимание при экспертизе
№ 695843, кл. В 29 J 5/10, 1978 (прототип).
