(54) УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ТЯНУЩИХ ВАЛКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования скорости вытягивания стекла | 1980 |
|
SU885162A1 |
| Устройство для регулирования скорости вращения тянущих валков | 1980 |
|
SU893907A1 |
| Устройство регулирования скорости вращения тянущих валков выработочной машины для производства листового стекла | 1980 |
|
SU893906A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ТЯНУЩИХ ВАЛКОВ | 1971 |
|
SU321479A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Устройство для управления процессом вертикального вытягивания листового стекла | 1985 |
|
SU1315395A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ТЯНУЩИХ ВАЛКОВ | 1972 |
|
SU324225A1 |
| Устройство для вертикального вытягивания стекла | 1977 |
|
SU707896A1 |
| Способ управления машиной непрерывного литья заготовок дорнового типа и устройство для его осуществления | 1988 |
|
SU1576229A1 |
| Многодвигательный электропривод | 1991 |
|
SU1774457A1 |
1
Изобретение относится к устройствам дяя автоматЕгческого контроля и регулирования процесса вытягивания листового стекла из расплавленной стекломассы, а именно для автоматического регулирова ния толщины ленты стекла при выработк ее на машинах вертикального вытягивания стекла лодочным способом.
Известно устройство регулирования скорости вращения тянущих валков с использованием двигателей постоянного тока со стабилизацией тока $1коря. В устройстве используется магнитный усилитель и оно хорошо поддернсивает : скорость при изменении напряжения питающей сети- {1.
Однако устройство недостаточно эффективно при изменении момента нагрузки на валу двигателя.
Известно также устройство регулиро вания скорости вращения тянущих валков при вертикальном вытягивании ленты стекла лодочным способом, содержащее задатчик скорости, блок суммирования,
электродвигатель с преобразователе и техогенератор, который механически связан с электродвигателем 2.
Недостатком этого устройства является то, что скорость привода не корректируется в зависимости oijj изменения технологических параметров процесса. Например, при вертикатшном вытягивании ленты стекла лодочным способом вслучаях изменения уровня стекломассы в стекловаренной печи (при обрывах ленты стекла на отдельных машинах, нарушениях работы загрузчиков шихты и аварийных ситуациях) изменяется гидростатическое давление под луковицей ленты стекла, что соответственно приводит при неизменной скорости вращения тянущих . валков к изменению толщины лент1ьг.
Цель изобретения - повышение точности поддержания толщины вытягиваемой пенть стекла.
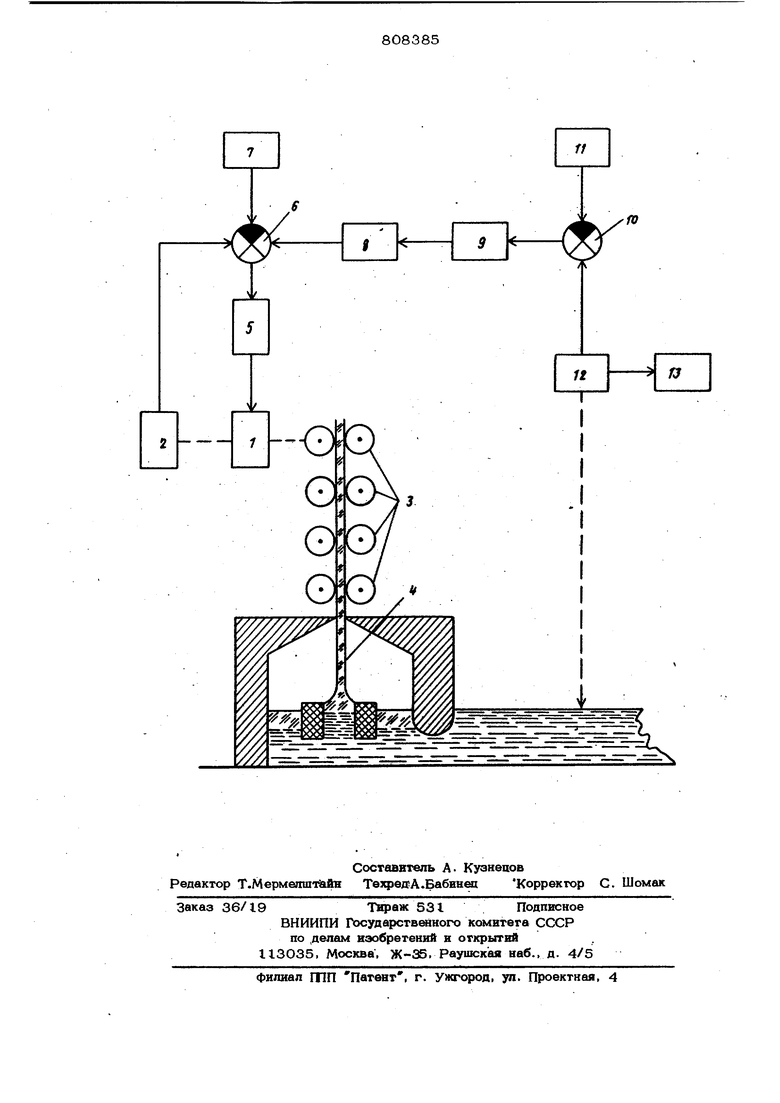
Указанная цель достигается тем, что устройство регулирования скорости врашения тянущих валков при вертикальном вытягивании ленты стекла лодочным способом, содержащее задатчик скорости, блок суммирования, электродвигатель с преобразователем и тахогенератор, которы мехенически связан с электродвигателем снабжено уровнемером с регистратором, элементом сравнения, задатчиком уровня, блоком регулирования и блоком коррекции причем тахогенератор, задатчик скорости и выход блока коррекции подключены к соотвегствукндим входам блока суммирования, выход которого подключен к преобразователю , задатчик уровня и уровнемер подключены к соответствующим входам элемента сравнения, выход которого через блок регулирования подключен ко входу блока коррекции. На чертеже представлена блок-схема устройства, сопряженная с машиной вертикального вытягивания стекла. Устройство содержит электродвига- тель I, вал которого механически соедннен с тахогенератором 2 и тянущими валками 3 ленты 4 стекла, тиристорный преобразователь 5, блок 6 сумми рования, задатчик 7 скорости, блок 8 коррекции скорости по уровню стекломассы, блок 9 регулирования, элемент ДО . сравнения, задатчик II уровня стекломассы, уровнемер 12 стекломассы и регистратор 13 уровня стекломассы. Устройство работает следующим образом. (Измерительный сигнал с уровнемера 12 поступает на регистратор 13 уров ня стекломассы и в элемент Ю сравнения , на второй вход которого подается напряжение задатчика Ц уровня стакломассы. Сигнал рассогласования с элемента Ю сравнения поступает в блок 9 регулирования, который воздействует на блок 8 коррекции скорости по уровню стекломассы. Напряжение, снима мое с последнего, поступает в блок 6 суммирования сигналов, а на другие два входа этого блока поступает напряжение от тахогенератора, соединенного с валом двигателя 1 ,и от задатчика 7 скорости, на котором устанавливается требуемая перво начальная скорость вытягивания ленты 4 стекла. Сигнал рассогласования с блока 6 суммирования поступает на тиристорный преобра-зователь 5, который управляет скоростью вращения вала электродвигателя I, механически соединенного с тянущими валками 3 машины вертикального вытягивания ленты 4 стекла. Таким образом, в случае изменения уровня стекломассы соответственно корректируется скорость вращения тянущих валков, а следовательно, изменяется скорость движения ленты стекла, чем компенсируется изменение гидростатического Давления в луковице вырабатываемой ленты стекла, что дает возможность точнее поддерживать заданную ее толщину. формула изобретения Устройство регулирования скорости вращения тянущих валков при вертикальном вытягивании ленты стекла лодочным способом, содержащее задатчик скорости. блок сумм1фования, электродвигатель с преобразователем и тахогенератор, который механически связан с электродвигателем, отличающееся тем, что, с целью повышения точности поддержания толщины вытягиваемой ленты стекла, оно снабжено уровнемером с регистратором, элементом сравнения, задатчиком уровня, блоком регулирования и блоком коррекции, причем тахогенератор, задатчик скорости и выход блока коррекции подключены к соответствующим входам блока суммирования, выход которого подключен к преобразователю, задатчик.уровня и уровнемер подключены к соответствующим входам элемента сравнения, выход которого через блок регулирования «подключен ко входу блока коррекции. Источники информации, принятые во внимание при экспертизе 1.Розман Я. Б. Промышленные серии регулируемых приводов ПМЦ и ПМС, М:. ЦИНТИЭП, I960, с. 3-18. 2.Электроприводы комплексные, регулируемые, реверсивные, тиристорные , постоянного тока серия ПТ-3. Эксплуатационная документация Прокопьевского завода Электромашины , 1976 .
