Изобретение может найти применение в различных областях промышленности (например, в стекольной) для регулирования скорости вращения тянущих валков, установленных на мащине для формования изделий, в зависимости от температуры в зоне формования изделий.
Известны устройства автоматического регулирования и поддержания постоянства скорости вращения валков. Недостатком таких устройств является то, что скорость привода не корректируется в зависимости от изменения технологических параметров процесса, например температуры. Это соответственно сказывается на качестве и точности размеров в пределах технологических допусков выпускаемой продукции. Как известно, в зависимости от скорости тянущих валков, а также от температуры в зоне формования изделий изменяется толщина ленты листового стекла.
Целью изобретения является улучшение качества и обеспечение большей точности размеров изделий. Достигается это тем, что в устройство дополнительно включены электрический термометр сопротивления, терморегулирующий прибор с задающим элементом скорости по температуре и орган сравнения, причем выходы задатчика скорости и задающего элемента скорости по температуре подключены к органу сравнения, выход которого подсоединен
вместе с выходом термометра сопротивления к терморегулирующему прибору для корректирования сигнала, подаваемого на усилитель обратной связи по скорости.
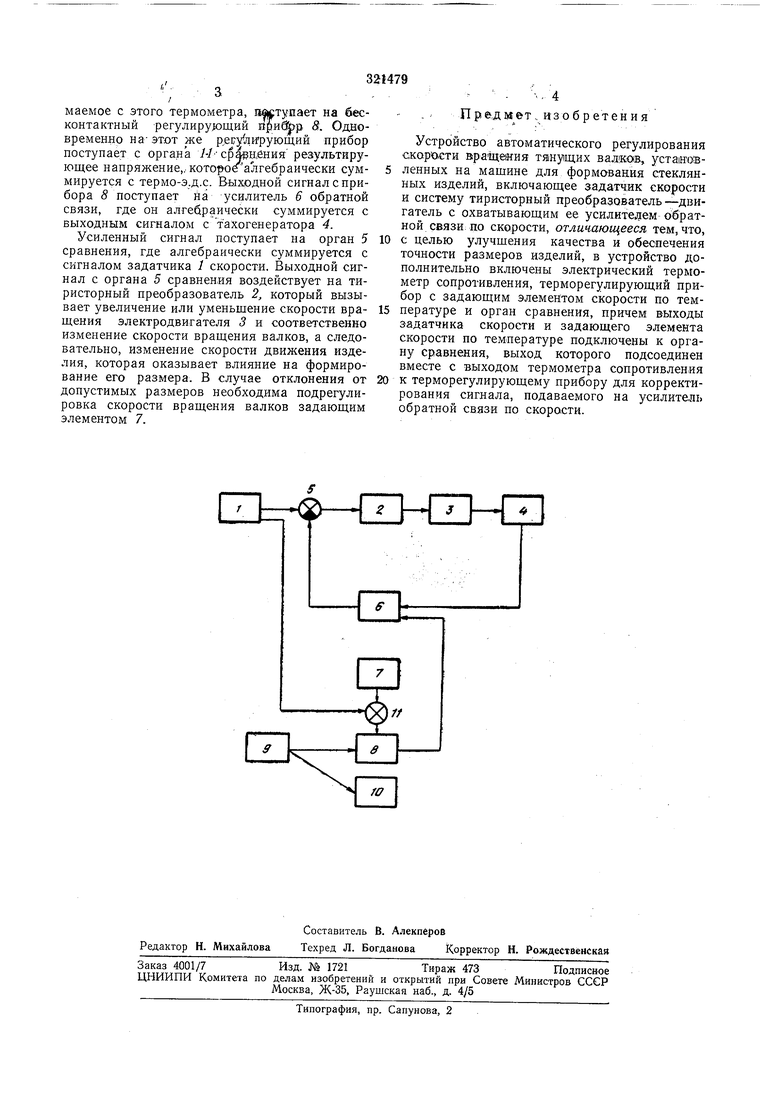
На чертеже показана блок-схема предлагаемого устройства.
Устройство состоит из задатчика 1 скорости, тиристорного преобразователя 2, электродвигателя 3 постоянного тока, тахогенератора 4,
органа 5 сравнения напряжения системы тиристорный преобразователь-двигатель, усилителя 6 обратной, связи, задающего элемента 7 скорости по температуре, бесконтактного терморегулирующего прибора 8, двойного термометра 9 сопротивления, показывающего прибора 10 и органа 11 сравнения напряжений системы скорости по температуре.
Устройство работает следующим образом. С помощью задатчика / задают скорость
вращения тянущих валков. Напряжение, пропорциональное этой скорости, поступает на орган 11 сравнения, где выделяется путем регулирования скорости по изменению температуры напряжение, пропорциональное алгебраической сумме выходных напряжений задатчика скорости и задающего элемента скорости по температуре. маемое с этого термометра, наступает на бесконтактный регулиру}ощий . S. Одновременно на-этот же р.егУлирующий прибор поступает с органа J-/--cpagH.eHMH результирующее напряжение,, котороеалгебраически суммируется с термо-э.д.с. Выходной сигнал с прибора S поступает на усилитель 6 обратной связи, где он алгебраически суммируется с выходным сигналом с тахогенератора 4. Усиленный сигнал поступает на орган 5 сравнения, где алгебраически суммируется с сигналом задатчика / скорости. Выходной сигнал с органа 5 сравнения воздействует на тиристорный преобразователь 2, который вызывает увеличение или уменьшение скорости вращения электродвигателя 3 и соответственно изменение скорости вращения валков, а следовательно, изменение скорости движения изделия, которая оказывает влияние на формирование его размера. В случае отклонения от допустимых размеров необходима подрегулировка скорости вращения валков задающим элементом 7. Прелмет., изобретения Устройство автоматического регулирования скорости вращения тянущих , ycTaiHobленных на мащине для формования стеклянных изделий, включающее задатчик скорости и систему тиристорный преобразователь-двигатель с охватывающим ее усилителем обратной связИ: до скорости, отличающееся тем, что, с целью улучщения качества и обеспечения точности размеров изделий, в устройство дополнительно включены электрический термометр сопротивления, терморегулирующий прибор с задающим элементом скорости по температуре и орган сравнения, причем выходы задатчика скорости и задающего элемента скорости по темПературе подключены к органу сравнения, выход которого подсоединен вместе с выходом термометра сопротивления к терморегулирующему прибору для корректнрования сигнала, подаваемого на усилитель обратной связи по скорости. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ТЯНУЩИХ ВАЛКОВ | 1972 |
|
SU324225A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Устройство регулирования скорости вращения тянущих валков выработочной машины для производства листового стекла | 1980 |
|
SU893906A1 |
| Устройство регулирования скоростиВРАщЕНия ТяНущиХ ВАлКОВ | 1979 |
|
SU808385A1 |
| Устройство для регулирования скорости вращения тянущих валков | 1980 |
|
SU893907A1 |
| Способ управления мощностью при контактной шовной сварке и устройство для его осуществления | 1977 |
|
SU778704A3 |
| Реверсивный электропривод с двухзонным регулированием частоты вращения | 1978 |
|
SU780135A1 |
| Реверсивный электропривод постоян-НОгО TOKA | 1979 |
|
SU849399A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ПЛАВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ | 1996 |
|
RU2090636C1 |
