1
.Изобретение относится к производству листовогостекла методом вытягивания его из расплавленной стекломассы вертикально вверх.
Известно устройство регулирования скорости вращения тянущих валков машины вертикального вытягивания стекла с использованием двигателя постоян ного. тока со стабилизацией скорости вращения его выходного вала Ц .
Наиболее близким к предлагаемому является устройство для регулирования скорости вращения тянущих валков, в установке для вытягивания ленты стекла, содержащее задатчик скорости, элемент сравнения, основной преобразователь и последовательно соединенные тахогенератор с электродвигателем 2 .
Недостатком известных устройств .является то, что при ступенчатом изменении нагрузки электропривода (например, при периодическом съеме , свекла на выходе выработочной машины) происходит кратковременное увеличение его скорости. Это, в свою оЧередь, приводит к отклонению толщины ленты стекла от заданного значения, что снижает качество выпускаемого стекла. Длительность указанного воэмущаюадего воздействия на технологический процесс зависит от продолжительности переходного процесса в системе регулирования и скорости вытягивания стекла, А его величина определяется порогом чувствительности системы и качеством ее регулирования.
Цель изобретения - повышение точ10ности регулирования.
Поставленная цель достигается тем, что устройство для регулирования скорости вращения тянущих валков, в установке для вытягивания ленты стекла, содержащее задатчик скорости,элемент сравнения, основной преобразователь и последовательно соединенные тахогенератор с электродвигателем, снабжено эадатчиками толщины ленты
20 стекла, высоты листа и коэффициента пропорциональности, блоком умножения, ключом, датчиком отлома листа и дополнительным преобразователем, причем задатчики толщины ленты стекла, высо25ты листаи коэффициента пропорциональности подключены к соответствующим входам блока умножения, выход которого соединен с одним из входов ключа, другой вход которого соединен
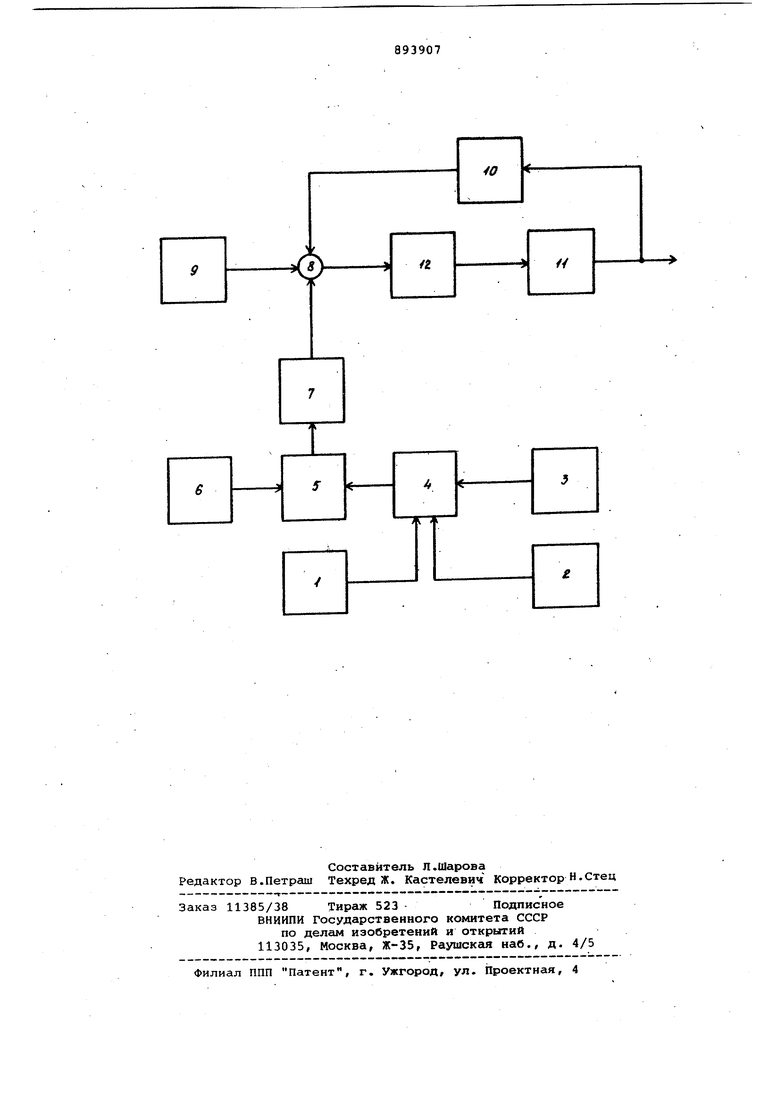
30 с датчиком отлома листа, выход ключа подключен через дополнительный преобразователь к одному из входов . элемента сравнения, другой вход кото рого подключен к задатчику скорости, третий вход элемента сравнения соеди нен с тахогенератором, а выход элемента сравнения подключен через основной преобразователь к электродвигателю. На чертеже представлена функциональная схема устройства для регулирования скорости вращения тянущих валков. Устройство состоит из эадатчика 1 толщины ленты cтeклa задатчика 2 высоты листа, задатчика 3 коэффициента пропорциональности,блока 4 умножения электронного ключа 5, датчика 6 отло ма листа, функционального преобразователя 7, элемента 8 сравнения, зада чика 9 скорости,тахогенератора 10, электродвигателя 11, тиристорного пр образователя 12. Устройство работаем следующим обр зом. , С помощью валков выработочной машины с поверхности стекломассы вытяг вается лента, которая после охлаждения отламывается на листы заданных размеров. При этом текущее значение толщины и высоты листов устанавливают соответственно с помощью задатчиков 1 и 2, а с помощью задатчика 3 устанавливают произведение величин плотности стекла и ширины листа (с бортами), которые в процессе-работы остаются постоянными. Сигналы с задатчиков 1-3 поступают в блок 4 умножения, в котором формируется сигнал, пропорциональный весу листа. В момент отлома стекла электронный ключ 5 открывается по команде датчика б и сигнал с блока 4 умножения подается на функциональный прео.бразователь 7. На выходе последнего появляется импульс, который в элементе 8 сравнения вычитается из сигнала задатчика 9 скорости и, тем самым, через тиристорный преобразователь 12 компенсирует сброс нагрузки на валу электродвигателя 11. Форма импульса подбирается в зависи мости от динамических свойств контура стабилизации скорости, при котором обеспечивается неизменность выходного сигнала тахогенератора 10. Применение предлагаемого устройства позволит повысить точность поддержания скорости вращения тянущих валков, в результате чего улучшится качество выпускаемой продукции. Формула изобретения Устройство для регулирования скорости вращения тянущих валков, в установке для вытягивания ленты стекла,, содержащее задатчик скорости,элемент сравнения, основной преобразователь и последовательно соединенные тахогенератор с электродвигателем, отличающийся тем, что, с целью повышения точности регулирования, оно снабжено задатчиками толщины ленты стекла, высоты листа и коэффициента пропорциональности, блоком умножения, ключом, датчиком отлома листа и дополнительным преобра- . зователем, причем задатчики толщины ленты стекла, высоты листа и коэффициента пропорциональности подключены к соответствующим входам блока умножения, выход которого соединен с одним из входом ключа, другой вход которого соединен с датчиком отлома листа, выход ключа подклк чен через дополнительный преобразователь к одному из входов элемента сравнения, другой вход которого подключен к задатчику скорости, третий вход элемента сравнейия соединен с тахогенератором, а выход элемента сравнения подключен через основной преобразователь к электродвигателю. Источники информации, принятые во внимание при экспертизе 1.Розман . Промышленные серии регулируемых приводов. ПМУ и ПМС. М., ЦНИИТИЭП, 1960, с. 17-23. 2.Эксплуатационная документация тиристорных приводов серии ТПЗ Прокопьевского завода Электромашина. 1975, с. 6-10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования скорости вращения тянущих валков выработочной машины для производства листового стекла | 1980 |
|
SU893906A1 |
| Способ регулирования скорости вытягивания стекла | 1980 |
|
SU885162A1 |
| Устройство регулирования скоростиВРАщЕНия ТяНущиХ ВАлКОВ | 1979 |
|
SU808385A1 |
| Устройство для вертикального вытягивания стекла | 1977 |
|
SU707896A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ТЯНУЩИХ ВАЛКОВ | 1971 |
|
SU321479A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Способ управления машиной непрерывного литья заготовок дорнового типа и устройство для его осуществления | 1988 |
|
SU1576229A1 |
| Устройство для управления процессом вертикального вытягивания листового стекла | 1977 |
|
SU734148A1 |
| Устройство для управления процессом вертикального вытягивания листового стекла | 1985 |
|
SU1315395A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ТЯНУЩИХ ВАЛКОВ | 1972 |
|
SU324225A1 |