за смену и уменьшать время простоя по своей вине путем экономии его на выполнении технологических операций при остановках. Кроме того, это устройство не обеспечивает высокой точности учета простоя оборудования при выпуске деталей с различными длительностями технЪлогических операций (пауз) в течение одной смены.
Цель изобретения - повышение точности устройства.
Поставленная цель достигается тем, что в устройство, содержащее формирователь импульсов, который непосредственно и через блок управлеления подключен ко входам первого элемента И, выход которого соединен со счет.чиком нарушений режима, с табло,с первым входом блока задания выдержки времени и с другим входом блока управления, генератор импулйсо подключен к одному из входов второго элемента И, другой вход которого соединен с выходом блока управления и к одному из входов третьего элемента И, выход второго элемента И соединен со вторым входом блока задания выдержки времени, выход которого подключен к счетчику готовой продукции, ко входу формирователя импульсов и к третьему входу блока управления,третий элемент И, счетчик простоя оборудования и триггер, подключенный к генератору импульсов, введены блок задания суммарного времени технологических пауз, четвертый элемент И и элемент НЕ, вход которого соединен с выходом блока управления, а выход к другому входу третьего элемента И, выход которого непосредственно и через блок задания суммарного времени технологических пауз подключен ко входам четвертого элемента И, выход которого соединен со счетчиком простоя оборудования.
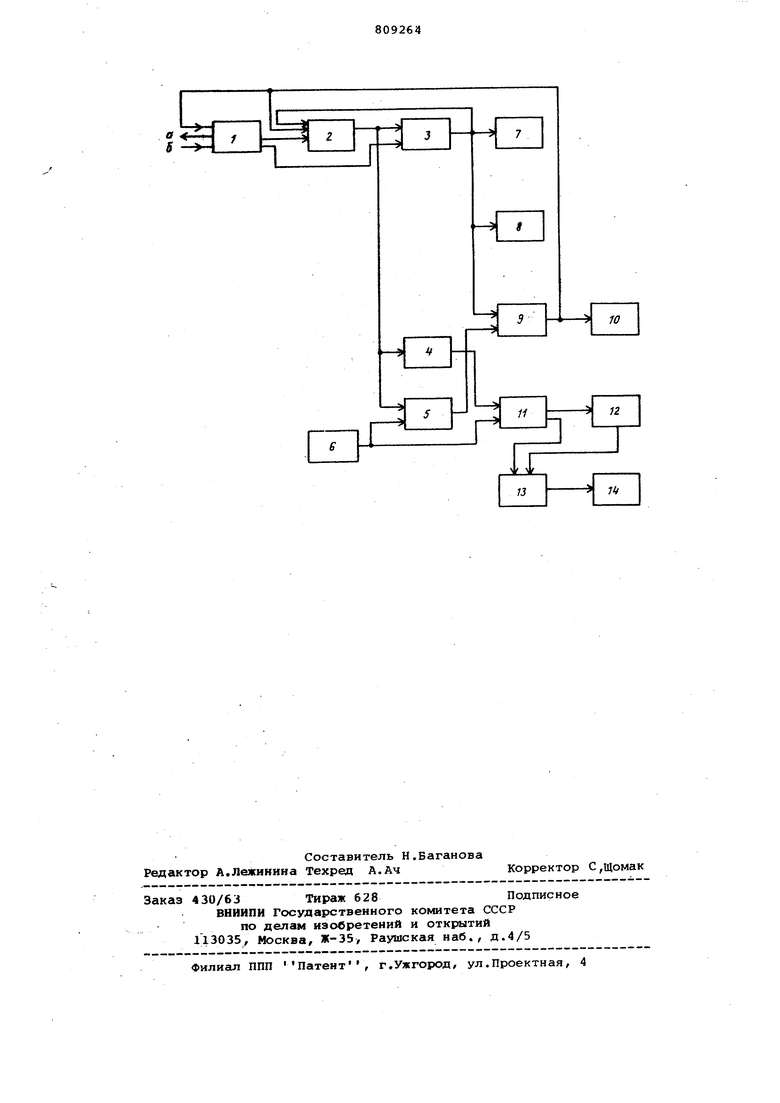
На чертеже изображена блок-схема, предлагаемого устройства.
Устройство содержит формирователь
1импульсов, который соединительными линиями а и б подключен к контролируемому оборудованию, а выходом - к блоку 2 управления. Выход блока 2 управления подключен к входу первого элемента И 3, другой вход которого соединен со вторым выходом формирователя 1 импульсов, к элементу НЕ 4 , к входу второго элемента И 5, другой вход которого соединен с генератором б импульсов. Выход элемента И 3 подключен к входам счетчика 7.нарушений режима, табло 8 нарушений режима, стоповому входу блока
2управления и блоку 9 задания выдержки времени, другой вход которого соединен с выходом элемента И 5,
а вьаход -. со счетчиком 10 готовой продукции, блоком 2 управления и формирователем 1 импульсов. Выход элемента НЕ 4 соединен со входом
третьог(. -(ломонтл И II, .др .топ вход котг)ро1о подкгцоНП к выходу i4Mei.iaгора 6 импу.)1ьс-ов, i tu.ixcvuj - к блок
12задания суммпмного иромони технологических пауз и четвертому элементу И 13. Другой нход элемента И
13подключен к выходу блока 12, а выход - к счетчику простоев оборудования 14 .
Устройство работает следующим образом.
При включении оборудования на выполнение технологической операции, .например на отработку вьщержки времени прессования, на первом выходе формирователя 1 импульсов формируется импульс, который включает блок 2 управления. Сигнал с выхода блока 2 поступает на элемент И 3, элемент НЕ; 4, на второй элемент И 5, разрешая прохождение временных импульсов с генератора б импульсов на блок 9 задания вьщержки времени. После отсчета времени прессования, заданного в блоке 9,импульс с выхода блока поступает на счетчик 10 готовой продукции,на стоповый вход блока 2 управления выключая его, и на формирователь 1 импульсов, который выдает в линию сигнал на разъем прессформ. При разъеме прессформ на втором выходе блока 1 формируется импульс ,который поступает на вход элемента И 3, но на выход не проходит, так как блок 2 уже выключен.
С выключением блока 2 прекращается поступление сигнала на вход элемента НЕ 4, что приводит к появлению сигнала на его выходе и соответственно на входе третьего элемента И 11, который разрешает прохождение временных импульсов на блок 12 задания суммарного времени технологических пауз. Сигнал с блока 2 также не поступает на второй элемент И 5.
При съеме изготовленной детали и загрузке до включения оборудования на выполнение технологического процесса временные импульсы поступают на блок 12, в котором задано суммарное время всех технологических пауз, отведенных на смену. Сигнала на выходе блока 12 нет и .временные импульсы .с генератора 6 через элемент И 13 на счетчик 14 простоев не проходят.
При включении оборудования на выполнение технологического процесса сигнал с выхода блока 2 снова поступает на первый элемент И 3,элемент НЕ 4 и второй элемент И 5. Цикл работы устройства повторяется.
Если до окончания смены рабочий использует отведенное ему сут лмарное время технологических пауз, т.е. фактическое время всех пауз превышает время, заданное в блоке 12, то на выходе блока 12 появляется сигнал который теперь постоянно остается на входе четвертого элемента И 13. И теперь до окончания смены при каж дой технологической паузе временные импульсы с генератора 6 элементы И 11 и 13 поступают на счетчик 14 простоев. Отсчет времени про стоя прекращается я конце рабочего дня после вывода данных поостоя на печать. После этого в блоке 12 за,цается суммарное время технологических пауз на следующую смену. В случае, когда время прессования не выдержано и произведен прину дительный разъем прессформ с помощь кнопки управления Аварийный разъем , то на втором выходе блока 1 формируется импульс, который проходит через элемент И 3 на счетч 7 нарушений режимов, табло В и на входы 2 и 9, устанавливая их в исходное состояние. Схема готова к следующему циклу прессования, а вре менные импульсы во время техпаузы поступают в блок 12. , Применение предлагаемого устройс ва позволяет вести контроль за соблюдением технологического процесса учитывать готовую продукцию и брак, а главное создать режим работы,позволяющий самому рабочеьлу в течение смены распределять заданную норму времени между отдельными остановами оборудования, уменьшая время просто по своей вине путем экономии его на выполнение технологических операций . при остановах. Предлагаемое устройство позволяет обеспечить высокую точность учета простоя оборудования при выпуске деталей с различными длительностями технологических операций (пауз) в течение одной смены. Формула изобретения Устройство для контроля и учета работы оборудования, содержащее формирователь -импульсов , который непосредственно и через блок управления подключен ко входам первого элемента И, выход которого соединен со счетчиком нарушений режима, с табло, с первым входом блока задания выдержки времени и с вторым входом блока управления, генератор импульсов подключен к одному из входов второго элемента И, другой вход которого соединен с выходом блока управления, и к одному из входов третьего элемента И, выход второго элемента И соединен со вторым входом блока задания выдержки времени, выход которого подключен к счетчику ГОТОВОЙ продукции, ко входу формирователя импульсов и к третьему входу блока управления, и счетчик простоя оборудования, отличающееся тем, что, с целью повьшения производительности и точности устройства, в него введены блок задания суммарного времени технологических пауз, четвертый элемент И и элемент НЕ, вход которого соединен с выходом блока управления, а выход - с другим входом третьего элемента И, выход которого, непосредственно и через блок задания суммарного времени технологических пауз подключен ко входам четвертого элемента И, выход которого соединен со счетчиком простоя оборудования. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 42419В, кл. G 07 С 3/10, 13.10.72. 2.Авторское свидетельство СССР по заявке. 2445896/18-24, кл, G О/ С 3/10, 19.01.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и учета работы оборудования | 1978 |
|
SU898476A2 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1977 |
|
SU798928A1 |
| Устройство для контроля и учета работы производственного оборудования | 1979 |
|
SU911579A2 |
| Устройство для программного управления | 1978 |
|
SU736049A1 |
| Устройство для контроля и учета работы оборудования | 1985 |
|
SU1300520A1 |
| Устройство для программногоупРАВлЕНия | 1979 |
|
SU817666A1 |
| Устройство для контроля и регистрации простоев оборудования | 1983 |
|
SU1117671A1 |
| Устройство для учета производи-ТЕльНОСТи ОбОРудОВАНия | 1978 |
|
SU822109A2 |
| Устройство для контроля производительности оборудования | 1978 |
|
SU728147A1 |
| Устройство для контроля и учета работы оборудования | 1987 |
|
SU1456980A1 |