Для этого антифрикционный слой наносят на участках, соответствующих зонам сжатия продольных волокон заготовки, а рабочий инструмент штампа снабжают вставками из антифрикционного материала, расположенными на упомянутых участках.
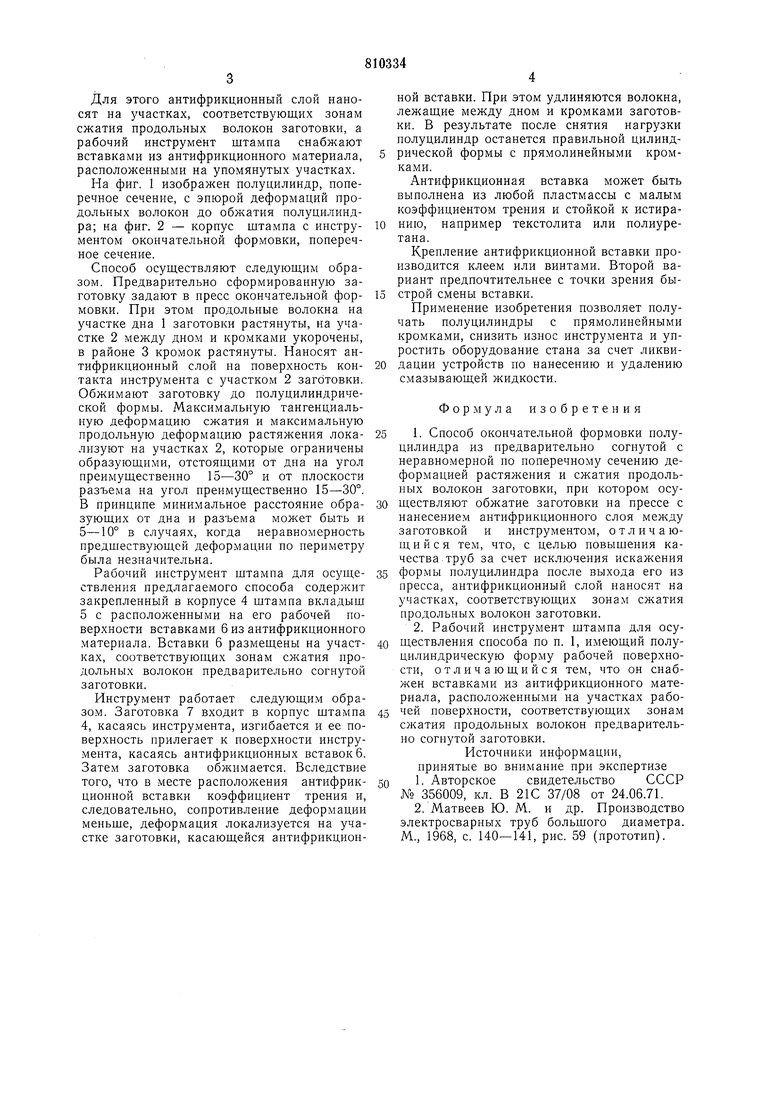
На фиг. 1 изображен полуцилиндр, поперечное сечение, с эпюрой деформаций продольных волокон до обжатия полуцилиндра; на фиг. 2 - корпус штампа с инструментом окончательной формовки, поперечное сечение.
Способ осуществляют следующим образом. Предварительно сформированную заготовку задают в пресс окончательной формовки. При этом продольные волокна на участке дна 1 заготовки растянуты, на участке 2 между дном и кромками укорочены, в районе 3 кромок растянуты. Наносят антифрикционный слой на поверхность контакта инструмента с участком 2 заготовки. Обжимают заготовку до полуцилиндрической формы. Максимальную тангенциальную деформацию сжатия и максимальную продольную деформацию растяжения локализуют на участках 2, которые ограничены образующими, отстоящими от дна па угол преимущественно 15-30° и от плоскости разъема на угол преимущественно 15-30°. В принципе минимальное расстояние образующих от дна и разъема может быть и 5-10° в случаях, когда неравномерность предшествующей деформации по периметру была незначительна.
Рабочий инструмент щтампа для осуществления предлагаемого способа содержит закрепленный в корпусе 4 штампа вкладыш 5 с расположенными на его рабочей поверхности вставками 6 из антифрикционного материала. Вставки 6 размещены на участках, соответствующих зонам сжатия продольных волокон предварительно согнутой заготовки.
Инструмент работает следующим образом. Заготовка 7 входит в корпус штампа 4, касаясь инструмента, изгибается и ее поверхность прилегает к поверхности инструмента, касаясь антифрикционных вставок 6. Затем заготовка обжимается. Вследствие того, что в месте расположения антифрикционной вставки коэффициент трения и, следовательно, сопротивление деформации меньше, деформация локализуется на участке заготовки, касающейся антифрикционной вставки. При этом удлиняются волокна, лежащие между дном и кромками заготовки. В результате носле снятия нагрузки полуцилиндр останется правильной цилиндрической формы с прямолинейными кромками.
Антифрикционная вставка может быть выполнена из любой пластмассы с малым коэффициентом трения и стойкой к истиранию, например текстолита или полиуретана.
Крепление антифрикционной вставки производится клеем или винтами. Второй вариант предпочтительнее с точки зрения быстрой смены вставки.
Применение изобретения позволяет получать полуцилиндры с прямолинейными кромками, снизить износ инструмента и упростить оборудование стана за счет ликвидации устройств по нанесению и удалению смазывающей жидкости.
Формула изобретения
1. Способ окончательной формовки полуцилиндра из предварительно согнутой с неравномерной по поперечному сечению деформацией растяжения и сжатия продольных волокон заготовки, при котором осуществляют обжатие заготовки на прессе с нанесением антифрикционного слоя между заготовкой и инструментом, отличающийся тем, что, с целью повышения качества труб за счет исключения искажения
формы полуцилиндра цосле выхода его из
пресса, антифрикционный слой наносят на
участках, соответствующих зонам сжатия
продольных волокон заготовки.
2. Рабочий инструмент штампа для осуществления способа по п. 1, имеющий полуцилиндрическую форму рабочей поверхности, отличающийся тем, что он снабжен вставками из антифрикционного материала, расположенными на участках рабочей поверхности, соответствующих зонам сжатия продольных волокон предварительно согнутой заготовки.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 356009, кл. В 21С 37/08 от 24.06.71.
2. Матвеев Ю. М. и др. Производство электросварных труб большого диаметра. М., 1968, с. 140-141, рис. 59 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки трубной заготовки | 1979 |
|
SU889181A1 |
| Способ формовки полуцилиндрических заготовок | 1985 |
|
SU1222351A1 |
| Матрица штампа для окончательной формовки полуцилиндров | 1983 |
|
SU1225640A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| Способ производства электросварных труб | 1986 |
|
SU1310060A1 |
| Способ формовки трубной заготовки | 1982 |
|
SU1079332A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ формовки трубной заготов-Ки | 1979 |
|
SU837437A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |

165
