Изобретение относится к обработке металлов давлением, в частности к гибке листового металла вдоль прямых линий на прессах ,и наиболее эффективно может быть использовано при формовке полуцилиндрических заготовок труб большого диаметра и иных изделий цилиндрической формы из листа, .
Цель изобретения - снижение энергоемкости путем снижения необходимого усилия формовки.
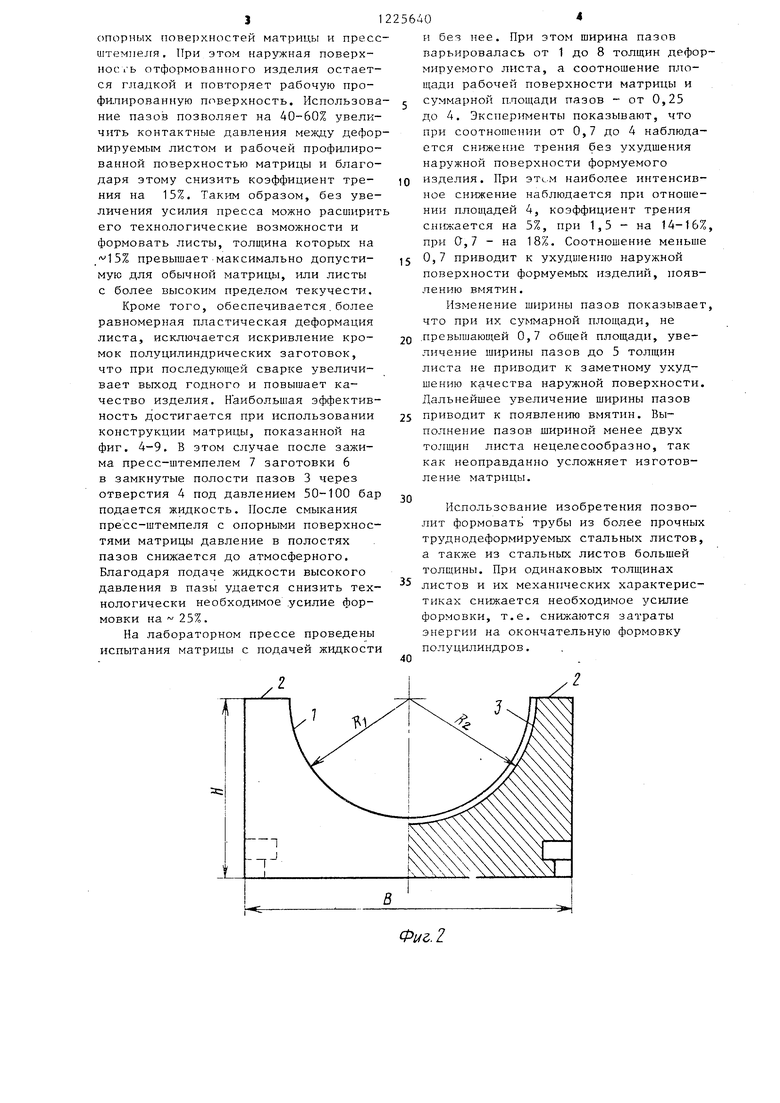
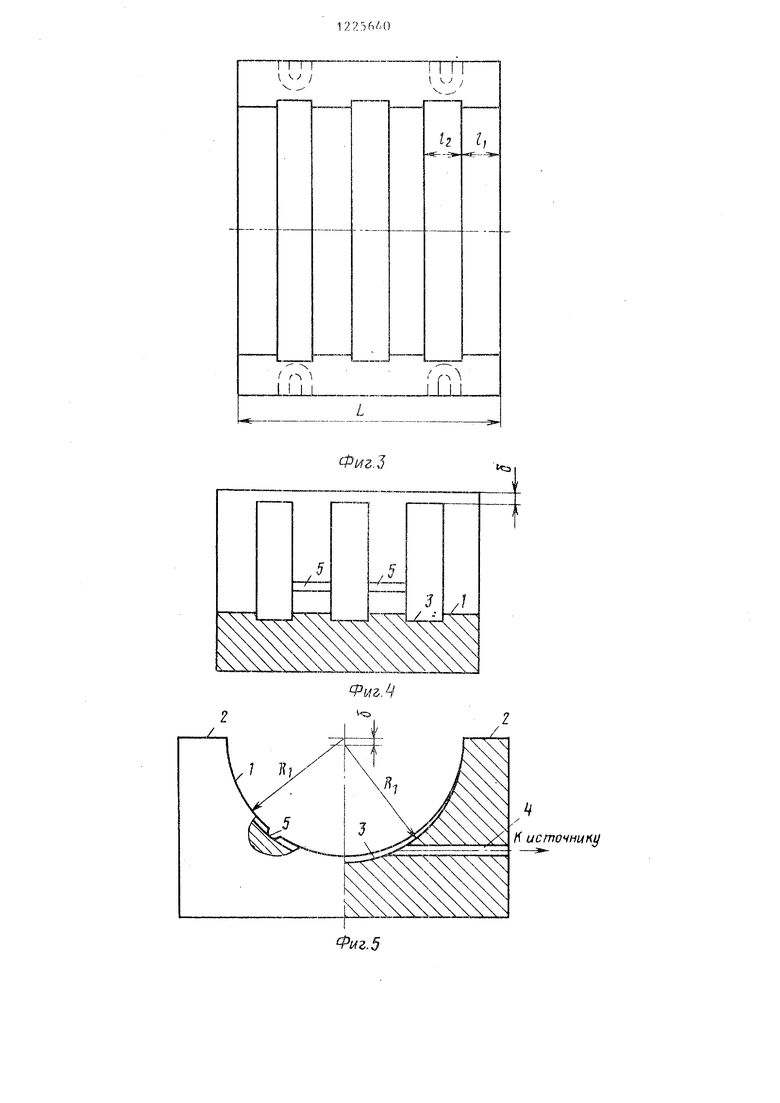
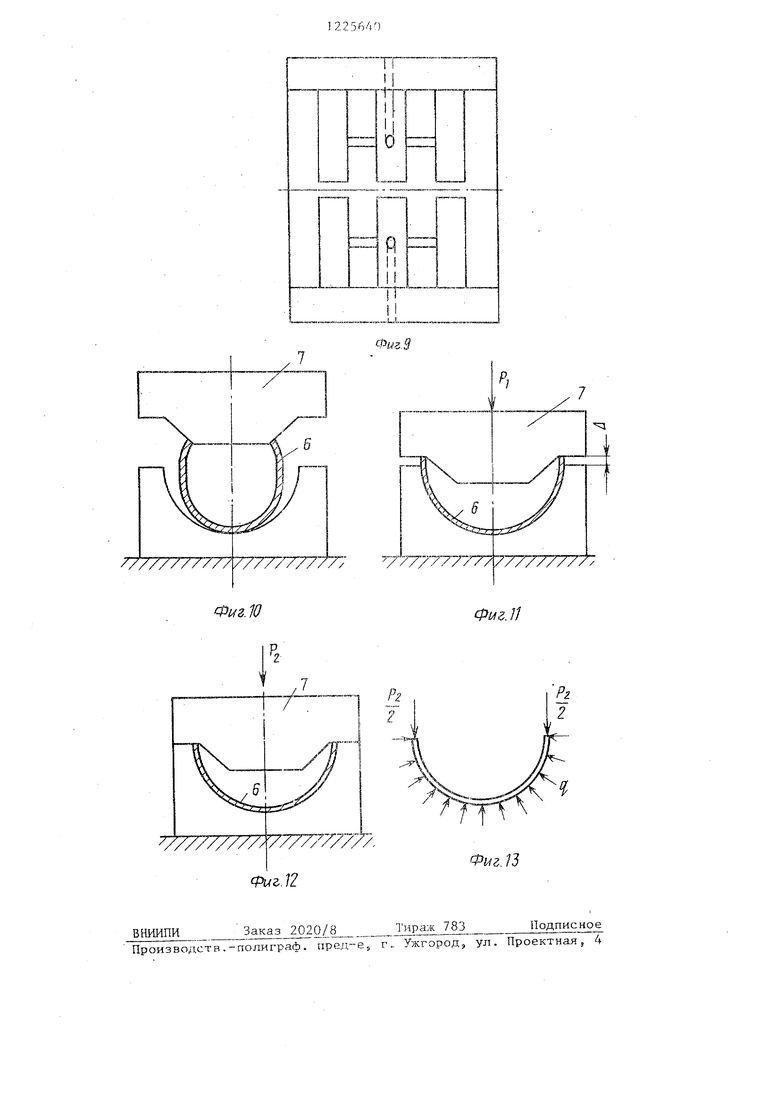
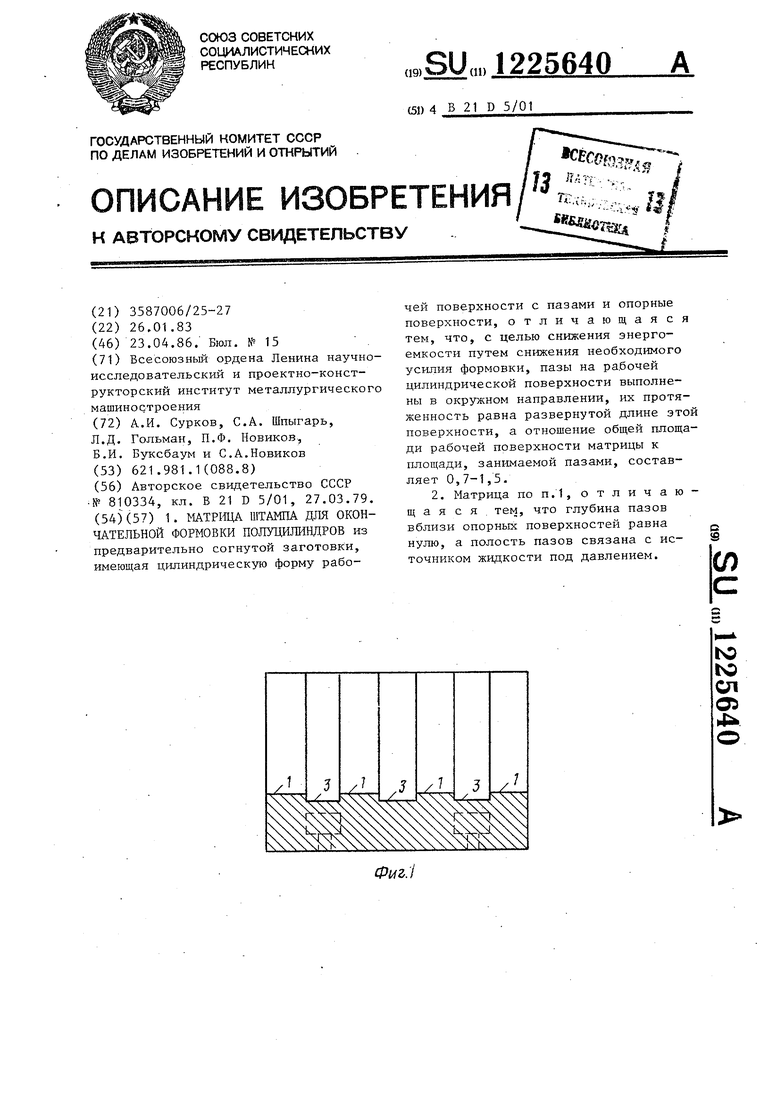
На фиг. 1 изображена матрица штампа, продольный разрез; на фиг.2 - то же, поперечный разрез по пазу; на фиг, 3 - то же, бид сверху; на фиг, 4 - матрица с подводом жидкости высокого давления, продольный разрез; на фиг, 5 - то же, поперечный разрез по пазу и отверстию для подвода жидкости; на фиг, 6 - то же, вид сверху; ,на фиг, 7-9 - вариант вьтолнения матрицы с подводом жидкости высокогодавления; на фиг, 10-12 - схема процесса окончательной формовки трубной заготовки; на фиг, 13 - схема усилий, действующих на трубную заготовку в момент ее окончательной формовки.
Матрица штампа содержит рабочую поверхность 1, опорные поверхности 2 и пазы 3, Пазы получаются расточкой с той же оси, что и рабочая поверхность, но рйдиусом R, большим R на глубину паза, В этом случае глубина паза одинакова на всем его протяжении. Ширина пазов t берется равной 2-5 толщинам деформируемого листа, а отнощение суммарной площади рабочей поверхности матрицы п Е и пазов
7. количество пазов; Г - ширина участков рабочей профилированной поверхности; п, - количество этих участков,
Размеры матрицы Б, Н и L, расположение крепежных отверстий определяются диаметром формуемого изделия, конструкцией пресса и другими технологическими и конструктивными факторами.
Матрица, изображенная на фиг, 4-6 имеет те же размеры, что и матрица на фиг. 1-3, но глубина пазов 3 уменьшается у опорных поверхностей 2 до нуля, До стигается это тем, что расточка пазов ведется тем же радиусом, что и рабочей поверхности 1, но из центра, смещенного вниз на ве- ;п1чину ( мм, В этом случае (фиг, 4 и 5) у опорных поверхностей
2 глубина пазов приближается к нулю, а на ширине о они отсутствуют. Для подвода яшдкости от источника давления (не показан) служит канал 4,
Канавки 5 предназначены для соединения пазов 3 между собой.
Согласно варианту выполнения матрицы с подводом жидкости высокого давления (фиг,- 7-9) пазы 3 выполняются
радиусом Rg, меньшим R, из центра, смещенного вниз на величину S и в стороу на Радиус R и смещения 6 и с9 выбираются такими, чтобы оставался участок рабочей поверхности 1
5 У опорных площадок 2, не имеющий пазов. Участок без пазов в нижней части матриц необходим тогда, когда предварительно отформованная заготовка 6 (фиг, 10) вдвигается в матрицу вдоль
0 ее-продольной оси. Между собой пазы соединя.отся канавками 5,
В процессе окончательной формовки трубной заготовки (фиг, 10-12) предварительно отформованная заготовка 6
5 (фиг, 10) вводится в матрицу штампа, удерживаясь в вертикальном положении пресс-щтемпелем 7,
Схема усилий, действующих на трубную заготовку в момент ее окончательной формовки, показана на фиг„ 13,
0
5
0
45
50
55
Рабочее усилие Р , приложенное к продольной кромке заготовки,создает между наружной поверхностью листа и рабочей поверхностью матрицы штампа контактные давления q. Например, при рабочем усилии пресса 20000 тс, длине заготовки 12 м и диаметре трубы 1020 мм контактные давления кгс/см,
Герметичнос.ть создается за счет наличия участков рабочей поверхности, не имеющих пазов, шириной & (фиг, 4), к которым заготовка прижимается усилием q, Ввиду скоротечности процесса (0,5-1,5 с) негерметичность, связанная с частотой обработки поверхностей листа и матрицы, не имеет значения.
Матрица работает следующим образом. На рабочую профилированную поверхность матрицы подают предназначенную для окончательной формовки заготовку 6 формовки. Траверса пресса с закрепленным на ней пресс-штемпелем 7 опускается вниз, пресс-штемпель начинает прижимать лист к рабочей профилированной поверхности и пластически деформировать его. Рабочий ход траверсы заканчивается после смыкания
3
опорных поверхностей матрицы и пресс штемпеля. При этом наружная поверх- носгь отформованного изделия остается гладкой и повторяет рабочую профилированную поверхность. Использование пазов позволяет на 40-60% увеличить контактные давления между деформируемым листом и рабочей профилированной поверхностью матрицы и благодаря этому снизить коэффициент трения на 15%. Таким образом, без увеличения усилия пресса можно расширит его технологические возможности и формовать листы, толщина которых на , превышает максимально допустимую для обычной матрицы, или листы с более высоким пределом текучести.
Кроме того, обеспечивается.более равномерная пластическая деформация листа, исключается искривление кромок полуцилиндрических заготовок, что при последующей сварке увеличивает выход годного и повышает качество изделия. Наибольшая эффективность достигается при использовании конструкции матрицы, показанной на фиг, 4-9. В этом случае после зажима пресс-штемпелем 7 заготовки 6 в замкнутые полости пазов 3 через отверстия 4 под давлением 50-100 бар подается жидкость. После смыкания пресс-штемпеля с опорными поверхностями матрицы давление в полостях пазов снижается до атмосферного. Благодаря подаче жидкости высокого давления в пазы удается снизить технологически необходимое усилие формовки на 25%.
На лабораторном прессе проведены испытания матрицы с подачей жидкости
40
н без нее. При этом ширина пазов варьировалась от 1 до 8 толщин деформируемого листа, а соотношение площади рабочей поверхности матрицы и суммарной площади пазов - от 0,25 до 4, Экспер11менты показывают, что при соотношении от 0,7 до 4 наблюдается сниже сие трения без ухудшения наружной поверхности формуемого изделия. При эт...м наиболее интенсивное снижение наблюдается при отношении площадей 4, коэффициент трения снижается на 5%, при 1,5 - на 14-16%, при 0,7 - на 18%. Соотношение меньше 0,7 приводит к ухудшению наружной поверхности формуемых изделий, появлению вмятин.
Изменение ширины пазов показывает, что при их суммарной площади, не .превышающей 0,7 общей площади, увеличение ширины пазов до 5 толщин листа не приводит к заметному ухудшению качества наружной поверхности. Дальнейшее увеличение ширины пазов приводит к появлению вмятин. Выполнение пазов шириной менее двух толщин листа нецелесообразно, так как неоправданно усложняет изготовление матрицы.
Использование изобретения позволит формовать трубы из более прочных труднодеформируемых стальных листов, а также из стальных листов большей толщины. При одинаковых толщинах листов и их механических характеристиках снижается необходимое усилие формовки, т.е. снижаются затраты энергии на окончательную формовку полуцилиндров.
/
Фиг. 2
-х
(Л 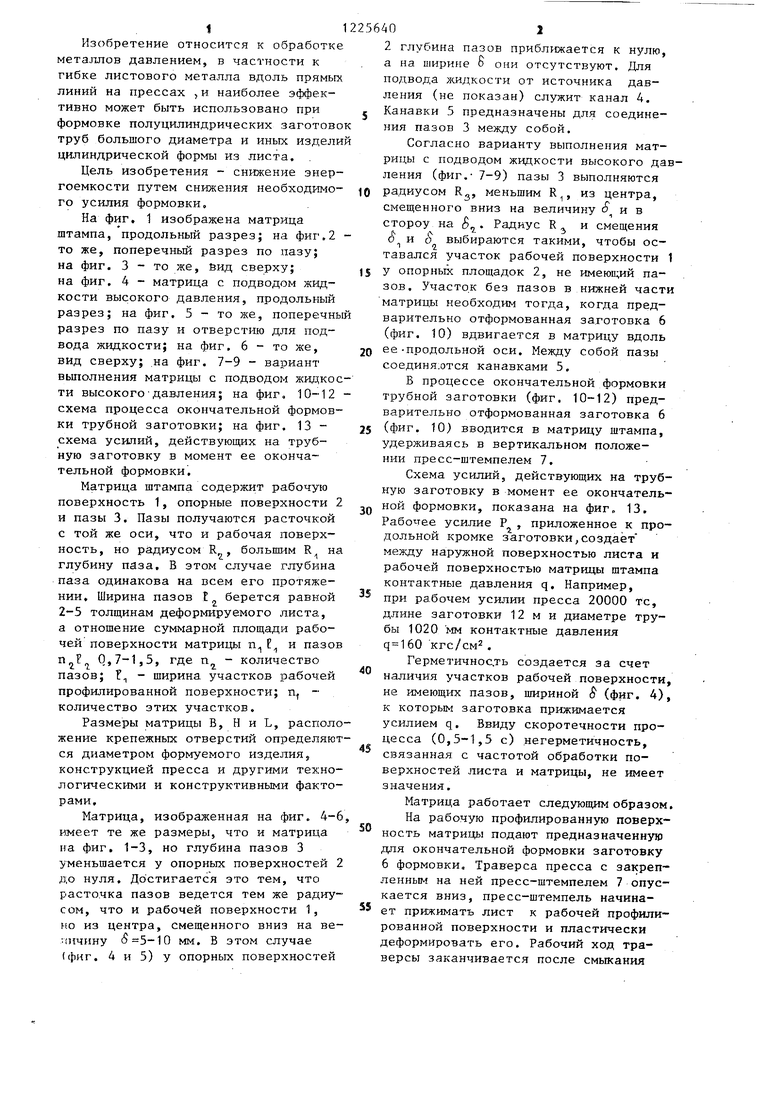
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2013 |
|
RU2529259C1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2127646C1 |
W2.J
/1 источн1{ку
.5
Фиг. 6
Фuz.8
.,...„.. ....
ФигЛО
.Л
7777/.
Фиг. / J
ФыгМ
вниипи
Заказ 2020/8
Тираж 783
Подписное
П дсГтТТ олиграф. Тфед-ёТг.: Ужгород, ул. Проектная, 4
Тираж 783
Подписное
: Ужгород, ул. Проектная, 4
| Способ окончательной формовкипОлуцилиНдРОВ из пРЕдВАРиТЕльНОСОгНуТОй C НЕРАВНОМЕРНОй пО пОпЕРЕчНОМуСЕчЕНию дЕфОРМАциЕй РАСТяжЕНия ССжАТия пРОдОльНыХ ВОлОКОН зАгОТОВКии РАбОчий иНСТРуМЕНТ шТАМпА дляОСущЕСТВлЕНия эТОгО СпОСОбА | 1979 |
|
SU810334A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
