1
Изобретение относится к машиностроению, а именно к способам получения пары трения типа цилиндр-поршень для криогенных машин.
Известен способ механической обработки плунжерных пар криогенных машин на финишных операциях, прн котором абразивная обработка рабочих поверхностей осуществляется в условиях глубокого холода
1,.
Способ позволяет изготавливать плунжерные пары с высокой точностью сопряжения и малыми зазорами. Однако при обработке происходит шаржирование рабочих поверхностей абразивом, что снижает износостойкость трущихся поверхностей, эксплуатационную надежность и срок службы плунжерных пар криогенных машин.
Целью изобретения является повышение износостойкости и срока службы плунжерной пары, работающей без смазки.
Это достигается тем, что чистовую обработку рабочих поверхностей проводят путем ультразвукового дорнования твердоанодированного цилиндра с натягом 0,0016-0,0025 от диаметра цилиндра, а обработку плунжера, с нанесенным на него слоем самосмазывающего материала,- ультразвуковым калиброванием в дорнованном цилиндре с натягом 0,0005-0,0016 от диаметра плунжера.
При ультразвуковом калибровании в дорнованном цилиндре уменьшается шероховатость рабочей поверхности плунжера, повышается точность ее формы. Самосмазывающий материал плунжера, шаржируется в микрорельеф рабочей поверхности цилиндра. В подобранных с минимальным зазором после калибрования плунжерных парах время приработки уменьшается.
Дорнование с натягом менее 0,0016 диаметра цилиндра не приводит к сушественному улучшению формы и микрорельефа рабочей поверхности цилиндра, кроме того происходит повреледение поверхности в виде задиров или отслаивания анодной пленки.
Ультразвуковое калибрование плунжера в дорнованном цилиндре с натягом свыше 0,0016 приводит к снятию или срыву пленки самосмазывающегося материала, нанесенного на корпус плунжера.
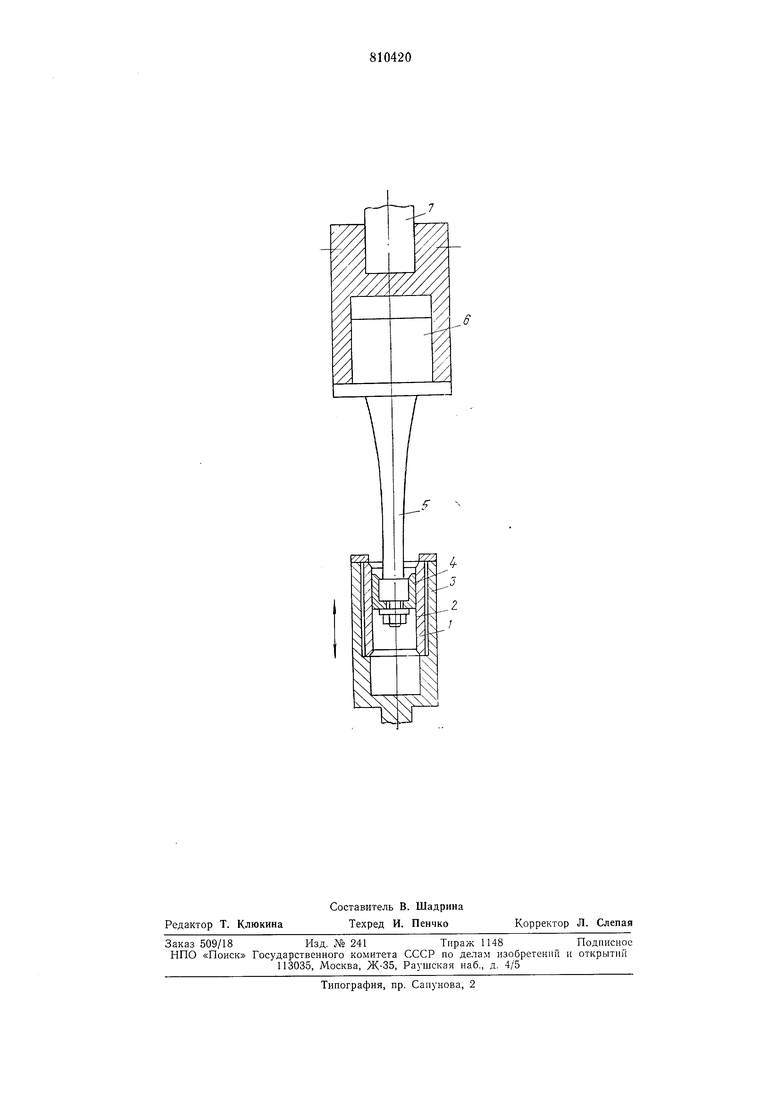
На чертеже схематически изображена установка, с помощью которой реализуется предложенный способ.
Цилиндр 1, имеющий твердоанодированную поверхность 2, обработанный предварительно ультразвуковым дорнованием, устанавливается в приспособлении 3,
Плунжер 4 крепится к концентратору 5 ультразвуковогомагнитострикционного
преобразователя 6, установленного на шпинделе 7 станка (па чертеже не показан).
Осуществляется способ следующим образом. На плунжер 4 подаются ультразвуковые колебапия от преобразователя 6. Цилиндр I совершает возвратно-поступательные движения относительно плунжера и происходит притирка поверхностей.
Шаржирование пористой поверхности цилиндра при приработке самосмазывающихся нанравляющих плунжера улучшает трибологические свойства пары трения. Селективный подбор пары трения осуществляется после измерения формы цилиндра и плунжера.
Полученные данным способом плунжерные пары имеют высокую точность сопряжения и малые зазоры.
При изготовлении плунжерной пары с параметрами, приведенными ниже, были . полученьгследующие результаты.
Цилиндр диаметром 35 мм из алюминиевого сплава В-95 анодировался, толщина анодной пленки составляла 24-30 мкм. Проводилось ультразвуковое дорнование в два прохода дорна с натягом 80 мкм при амплитуде колебаний рабочей части дорна 20-25 мкм на частоте 18 кГц. Нецилиндричность обработанного отверстия диаметром 35 мм на длине 50 мм не превышала 5 мкм, шероховатость - 0,16 мкм.
Плунжер изготавливался из материала ПАМИ-ФБМ толщиной 0,3 мм. Ультразвуковое калибрование плунжера проводилось в цилиндре с натягом 2-5 мкм с числом проходов равными десяти. Шероховатость поверхности плунжера уменьшилась с 0,63 мкм до 0,16 мкм. Селективный подбор позволил -подобрать плунжерную пару с зазором в пределах 5-9 мкм. Испытание плунжерной нары в криогенной машине
Б среде гелия показали, что процесс приработки сократился более чем в восемь раз, линейный износ поверхности плунжера при приработке составил не более 2 мкм.
Использование данного способа по сравнению с известными способами обработки поверхностей обеспечивает возможность получения меньших первоначальных зазоров, что позволяет уменьшить перетечкн
среды. Так, например, в плунжерных нарах с диаметрами 7,5-48 мм, первоначальная величина радиального зазора была уменьшена в l,2-f-l,3. Повышается износостойкость самосмазывающегося материала в паре с анодной пленкой, обработанной без абразива, более чем в 2 раза, и срок службы плунжерной пары.
Формула изобретения
Способ изготовления плунжерной пары, работающей без смазки, включающий твердое анодирование цилиндра, нанесение самосмазывающегося материала на плунжер, механическую обработку и чистовую обработку цилиндра ультразвуковым дорнованием, отличающийся тем, что, с целью повышения износостойкости и срока службы плунжерной пары, чистов ао обработку плунжера проводят ультразвуковым калиброванием в дорнованном цилиндре с натягом 0,0005- -0,0016 от диаметра плунжера, после чего селективно подбирают плунжерную пару с минимальным зазором.
Источники информации, принятые во внимание при экспертизе
1. Малышкин Ю. Ф., Дробинин И. Н. Повышение работоспособности щелевых плунжерных пар криогенных машин. - Химическое и нефтяное машиностроение, 1972, № 10, с. 35.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ДОРНОМ | 2007 |
|
RU2336986C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПРОТЯГИВАНИЯ | 2006 |
|
RU2312757C1 |
| Ультразвуковой инструмент для обра-бОТКи НАРужНыХ цилиНдРичЕСКиХ пОВЕРХ-НОСТЕй | 1979 |
|
SU837797A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ИНСТРУМЕНТОМ | 2007 |
|
RU2336987C1 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПРОТЯГИВАНИЯ | 2006 |
|
RU2312754C1 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| Машина для холодной обработки металлов | 1976 |
|
SU614860A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |