Известны центробежные способы изготовления железобетонных предварительно напряженных труб, полых балок, колонн, свай и т п с предварительной намоткой арматуры в напряженном состоянии на цилиндрический элемент, вставляемый затем в барабан.
В предлагаемом способе, сцелью автоматизации, цилиндрический элемент с укрепленной на нем арматурой оставляют в барабане на время центрифугирования и вынимают из барабана вместе с изготовленной трубой, а элемент для укрепления натянутой арматуры выполнен в виде сквозного каркаса из расположенных по образующим цилиндрической поверхности стержней для возможности пропуска бетона на внутреннюю поверхность барабана.
Преимущество предлагаемого способа бетонирования полых изделий перед другими, заключается в том, что благодаря раздельному армированию и бетонированию, эти процессы можно осуществлять автоматически, на станках.
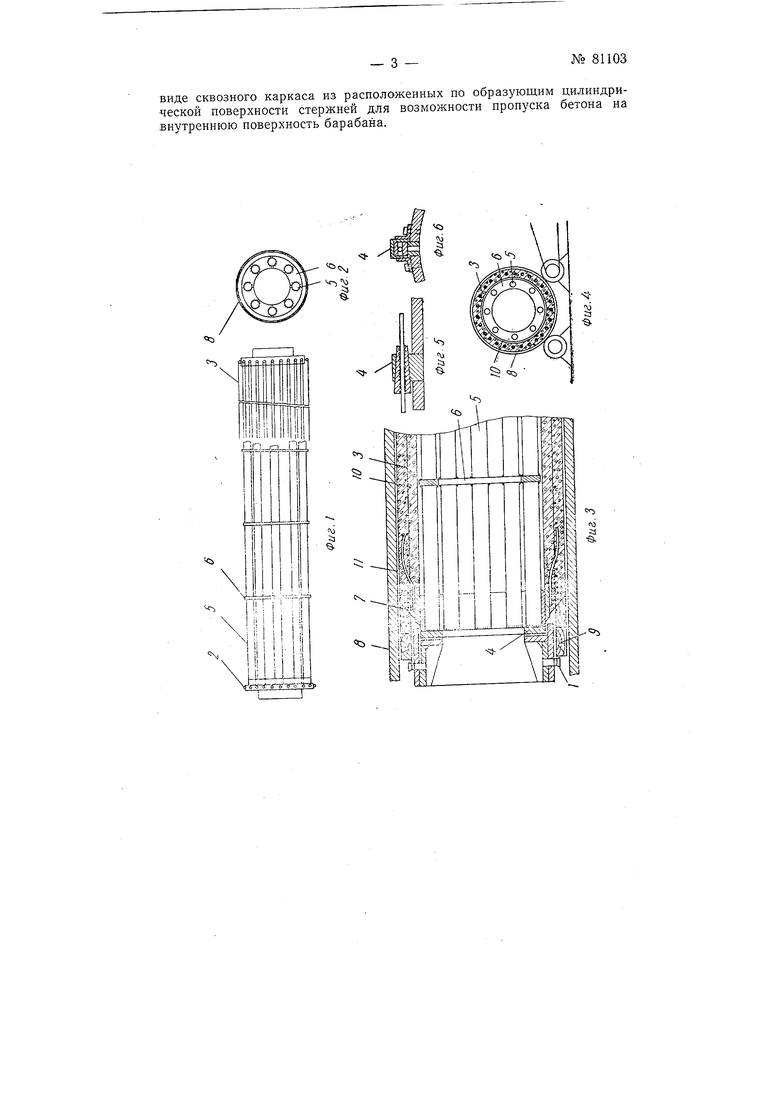
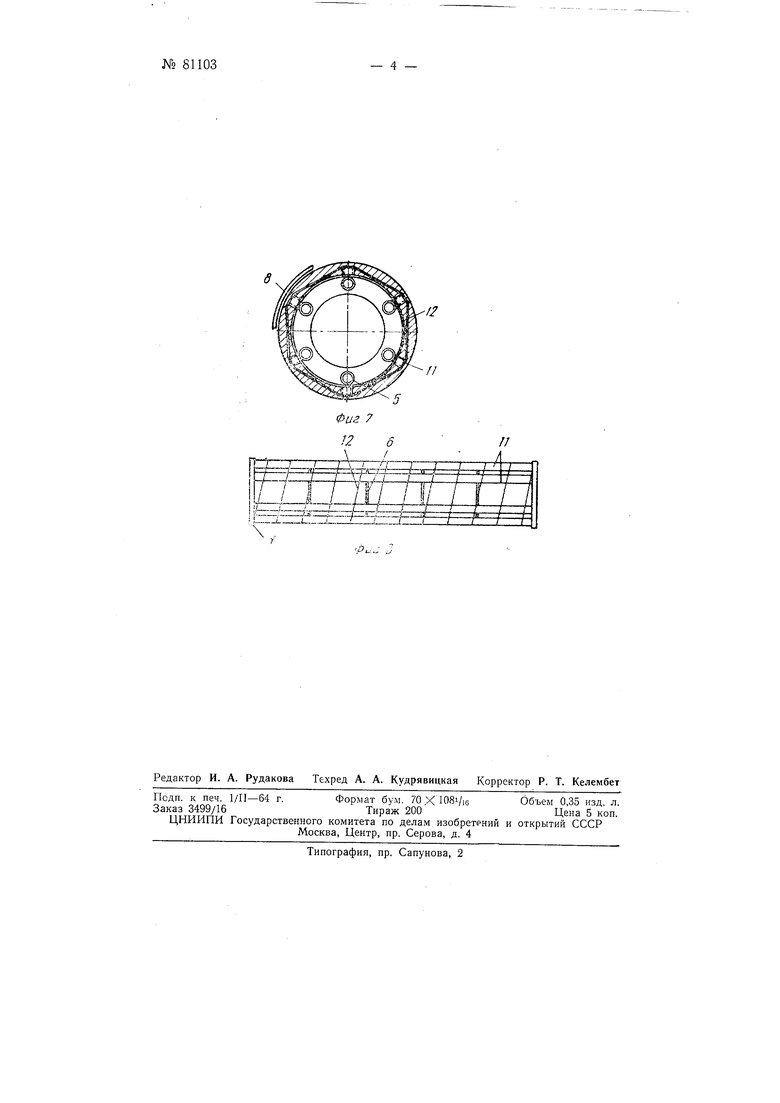
На фиг. 1 изображен вид конструкции сбоку до установки продольной арматуры н с установленной арматурой; на фиг. 2 - вид с торца; на фиг. 3 -продольный разрез центрифуги при изготовлении свай; на фиг. 4 - поперечный разрез центрифуги при изготовлении свай; на фиг. 5 и 6 - деталь клиновых зажимов концов арматуры; на фиг. 7 и 3 - вид сбоку и в поперечном разрезе центрифуги при изготовлении струнобетонных напряженных труб.
При изготовлении железобетонных свай вокруг колков 1, смонтированных на торцовых шайбах 2 кассеты, обвивается продольная арматура 3. Два конца этой арматуры закрепляют на кассете при помощи клиновых зажимов 4 или каким-либо иным способом.
№ 81103 2 -
. . «.
Торцовые Свободно надеты на распорку, воспринимающую реакции от натяжения арматуры. Распорка состоит из стальных трубок о, связанных- л°1ежду собой диафрагмами жесткости 6. Перед сборкой кассеты и установкой ее на станок для намотки нроволоки, на нее надевается башмак 7 сваи, который представляет собой отрезок трубы с приваренными к нему анкерами. Башмак 7 бетонируется вместе со сваей. Кассета с натянутой на нее арматурой 3 и башмаком 7 вводится в барабан центрифуги 8 и там закрепляется.
Для того, чтобы бетон не вылился наружу, между торцовыми шайбами 2 и внутренней поверхностью барабана 8 центрифуги вводятся деревянные шайбы 9. После установки кассеты внутрь центрифуги приступают к бетонированию и затем к прессованию уложенного бетона 10. Бетонирование ведется путем загрузки барабана 8 бетоном внутрь кассеты через ее торцы при врашении центрифуги со скоростью, примерно, 200 об/мин. После бетонирования скорость вращения центрифуги увеличивают до 800 об/мин, в результате чего бетон прессуется и из него отжимается вода.
Прессованиепродолжается 10-15 мин. Для поднятия забетонированной трубы из барабана 8 при вращении центрифуги, на внутреннюю поверхность барабана до введения кассеты наносится в горячем виде слой парафина толщиной в несколько миллиметров. По окончании прессования барабан центрифуги вместе с трубой и кассетой помещается в пропарочную камеру. Под действием высокой температуры парафи}( расплавляется и через специальиое отверстие стекает в сосуд, и свая вместе с кассетой свободно вынимается из барабана и отправляется на склад для полного вызревания бетона.
Барабан 8 центрифуги может быть выполнен не в виде цельного цилиндра, а разъемным, части которого скрепляются болтами. В этом случае для освобождения сваи барабан 8 центрифуги разнимается на части и нарафинирования не требуется.
Производство напряженно армированных струнобетонных напорных труб предлагается осз ществлять также с помощью кассеты, описанной выше.
Различие заключается лишь в том, что перед намоткой спиральной арматуры вдоль распорок устанавливаются продольные бетонные бруски // из железобетона, входящие впоследствии в состав сечения трубы. По этим брускам наматывается предварительно напряженная спиральная проволока 12, которая раснолагается не по кpyг5 а по многоугольнику. Железобетонные бруски Л армируют обычной арматзфой без предварительного напряжения, которая затем играет роль распределительной арматуры. После установки брусков // и натяжения спиральной ардматуры. кассета в заряженном виде вводится в барабан центрифуги, где проводится бетонирование предлагаемым способом.
Предмет изобретения
1.Пентробежный способ изготовления железобетонных предварительно напряженных труб, полых балок, колонн, свай и т. п. с предварительной намоткой арматуры в напряженном состоянии на цилиндрический элемент, вставляемый затем в барабан, отличающийся тем, что цилиндрический элемент с укрепленной на нем арматурой оставляют в барабане на время центрифугирования и вынимают из барабана вместе с изготовленной трубой.
2.Устройство для осуществления способа поп. 1, отличающеес я тем, что элемент для укрепления натянутой арматуры выполнен в
виде сквозного каркаса из расположенных по образуюш,им цилиндрической поверхности стержней для возможности пропуска бетона на внутреннюю поверхность барабана.
//
