В Процессе покрытия глазурью лицевой стороны облицовочцых плиток происходит затекание глазури на боковые стороны ее, что является недопустимым, так как оставшаяся глазурь после не дает схватывания со связывающими материалами и снижает прочность крепления облицовки.
Обычно удаление затекшей глазури производится до обжига и осуществляется вручную.
Предлагаемое устройство позволяет механизировать процесс снятия глазури с боковых сторон по толщине плиток и сем самым повысить качество продукции.
Устройство состоит из двух парных зачистных дисков, из которых первая пара снабжена фрезами из победита, а вторая металлической щеткой. Диски установлены иод углом к движущимся по конвейеру плиткам. Последние на конвейере с боков удерживаются пружинны.ми прижимами и после одновременной обработки двух кромок повертываются в горизонтальной плоскости на 90°.
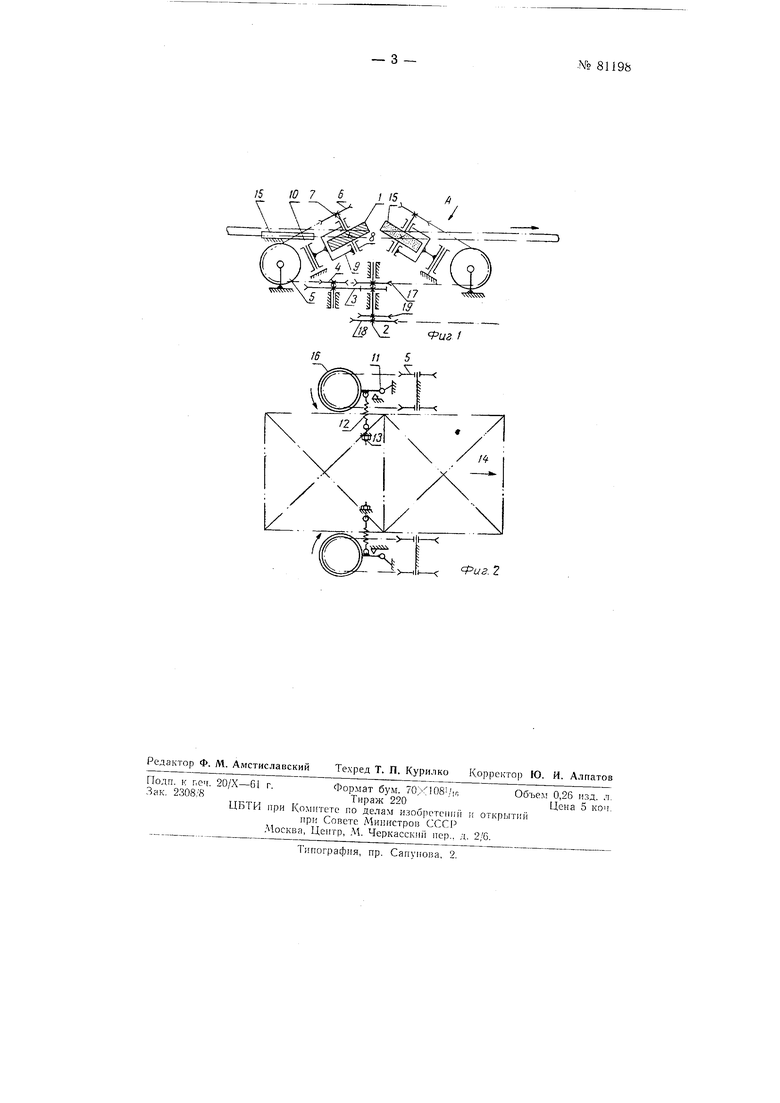
На фиг. 1 показана схема устройства; на фиг. 2 - его схематический вид сверху.
Устройство включает два вида рабочих инструментов. Первым инструментом по ходу движения потока является фреза 1 легкого типа с косоустановленными сменными ножами из победита. Шаг ножей принимается таким, чтобы в постоянном сцеплении с торцом плитки находилось не менее двух ножей. Фреза располагается относительно движения плиток лод углом 30-45 и имеет вращение отвала 2 через щестерню 3, щкивы 4, направляющие щкивы 5 и шкив 6, установленные на валу 7
фрезы /.
Вал фрезы имеет опору в подшипниках 8, расположенных в обойме 9, которая, в свою очередь, шарнирно установлена на пальце станины /ft Обойма имеет ограниченный ход, вследствие наличия упора //. Данный упор может быть выполнен регулирующимся, чтобы можно было регулировать положение фрезы 1 относительно потока. Обойма 9 нагружена
№81198- 2 -
легкой пружиной 12, натяжение которой может быть регулируемо гайкой 13. ; , . ;
Пружины 12 прижимают фрезы к торцу движущихся плиток 14. Перед фрезойусгтанавлич г ется пластинчатая пружина 15 для некоторого выравниваии5,щотокаплиток, причем высота прул-сины принимается такой, чтобы вследствде износа она не могла бы задирать глазури с лицевой сторонып-лйт6кГ Расположение фрезы под углом допускает равномерный износ вставных ножей по всей их длине, а также дает наиболее выгодный сход стружки и угол резания.
После снятия фрезой грубых наплывов обрабатываемая поверхность плиток встречает вращающуюся металлическую щетку 16, которая получает врандение через ременную передачу от того же вала 2, несушего шкив 17.
Щетка представляет собой укреп;1енные в резине радиально расположенные стальные проволочные кисточки. Для равномерного срабатывания щеток по всей щирине, а также для избежания захвата щеткой лицевой стороны нолива и заклинива1;ия плиток щетки расноложены под углом 30-45° к направлению движения плиток. Вал 2 через щкив 18 получает движение от двигателя и несет на себе шкив 19, который передает движение на фрезу и щетку, расноложенные с противоположной стороны плиток.
Предмет изобретения
1.Устройство для очистки кромок облицовочных плиток от глазури для обеспечения прочного сценления их с раствором, состоящее из конвейерной ленты для перемещения обрабатываемых плиток и соскабливающего механизма, очищающего одновременно две плоскости (кромки), отличающееся тем, что для очистки кромок применены два комплекта очищающих приспособлений, установленных носледоватеоЧьно одно за другим, с расположеньым между ними приспособлением для поворота плитки в горизонтальной плоскости на 90°.
2.Устройство по п. 1, отличающееся тем, что каждое приспособление для обдирки и зачистки кромок выполнено состоящим из вращающихся фрезы и металлической щетки.
3.Форма выполнения устройства по пп. 1 и 2, отличающаяся тем, что фрезы и щетки установлены под углом 30-45° к направлению движения плиток.
5 10 7 В 15,A
Риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки мозаичных шашек на противни | 1949 |
|
SU85238A1 |
| Резак для прорубания щелей на футорах | 1948 |
|
SU75044A1 |
| Прибор для испытания на излом поверхностных покрытий эластичных материалов | 1951 |
|
SU93983A1 |
| Машина для шлифования эластичных листовых материалов, например, хромовых кож | 1957 |
|
SU114245A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1969 |
|
SU249249A1 |
| Устройство для зачистки кромок облицовочных плиток | 1990 |
|
SU1738657A1 |
| Дубильный барабан | 1945 |
|
SU67643A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Загрузочное приспособление к глазуровочной машине | 1959 |
|
SU128355A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |