Лредлагаемое изобретение относится к устройствам для производства облицовочных керам.ических и может быть использоваио ,в стройиндустрии.
В настоящее время известны устройства для производства керамических плиток, содержащие смонтированные на раме клиноременные и -цепные транспортеры, Т1рансп(ртер подачи подставок, ускорительные рольганги в местах полива шликеров, литейные, зачистные, выравнивающие, резательные и позорачИ|Вающие устройства.
Цель данного изобретения - обеспечение принудительного продвижения подставок с заданным щагом без остановки конвейера и их безударной подачи.
Достигается это тем, что в конвейере между цепными транспортерами и ниже их установлена дополнительная бесконечная цепь со смонтированными на ней утапливаемымн упорами.
С целью предварительной оч.истки боковых граней -подставки от щликеро-в на раме конвейера по обеим сторонам дополнительной цепи установлены зачистные устройства, содержащие вертикальный плоский нож, расположенный между двумя дисковыми направляющими ножами, смонтиро1ванным.и на подпружиненном четырехзвеннике.
Для очистки нижней плоскости подставки от наплывов шликера на раме ко-нвейера установлен -войлочный увлажняющий барабан, вращающийся навстречу движению подставки.
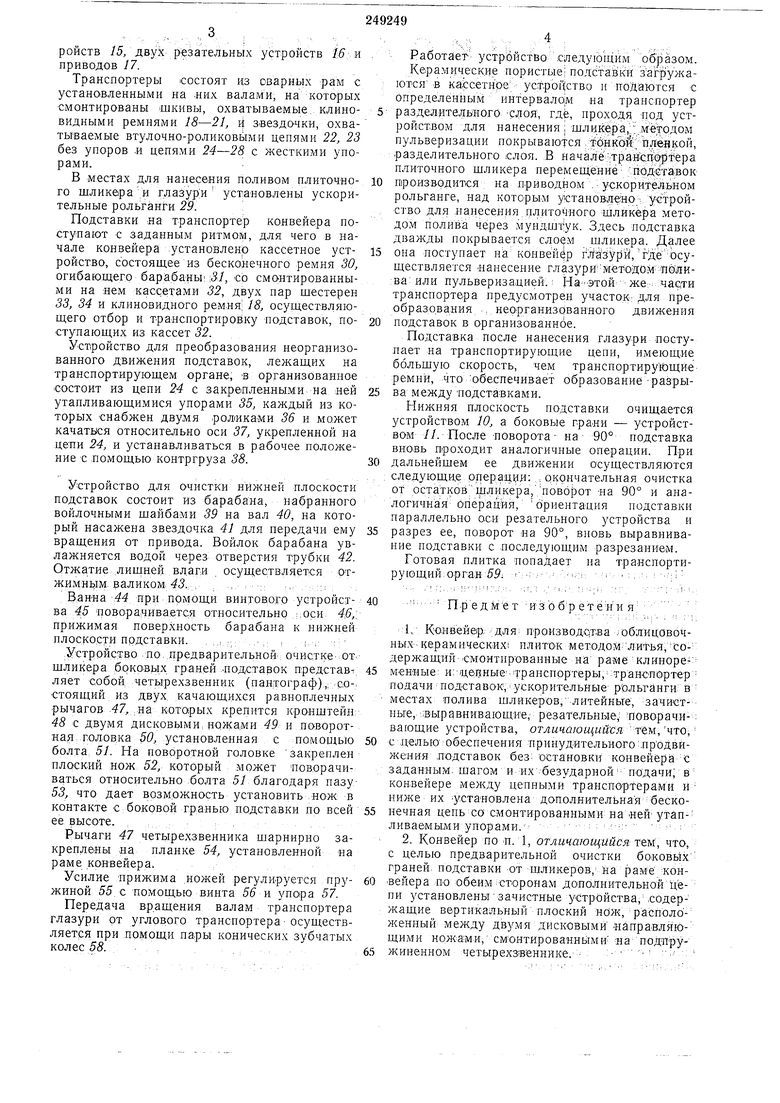
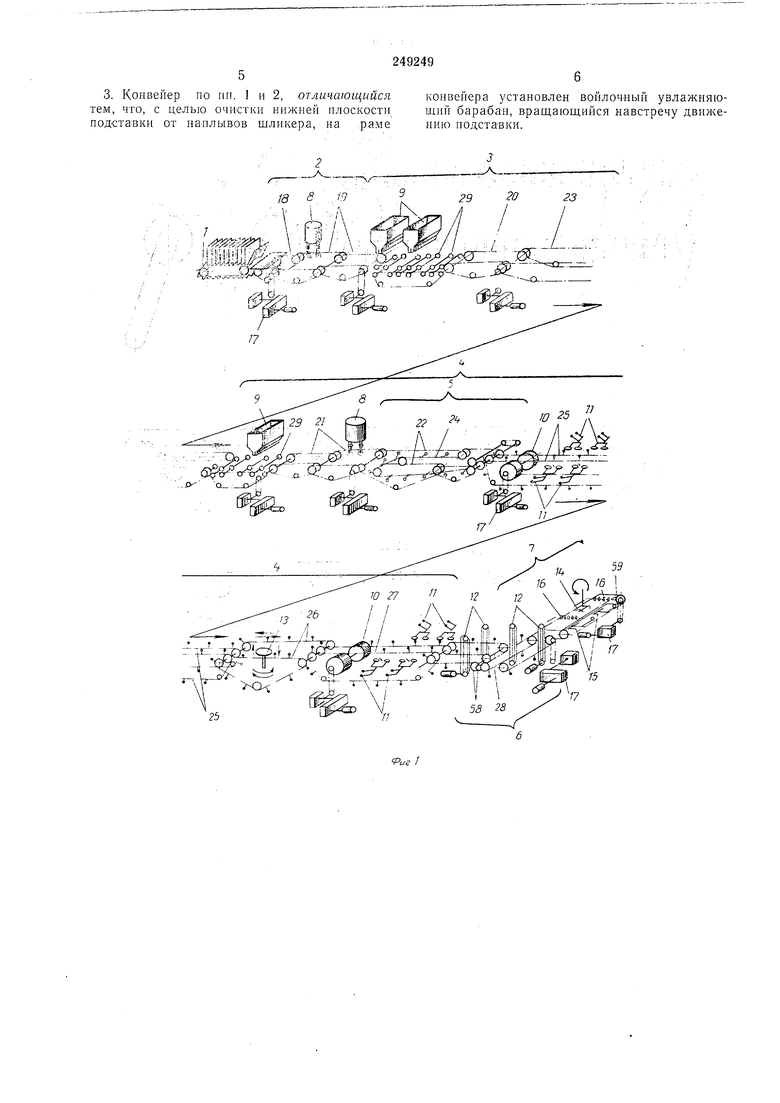
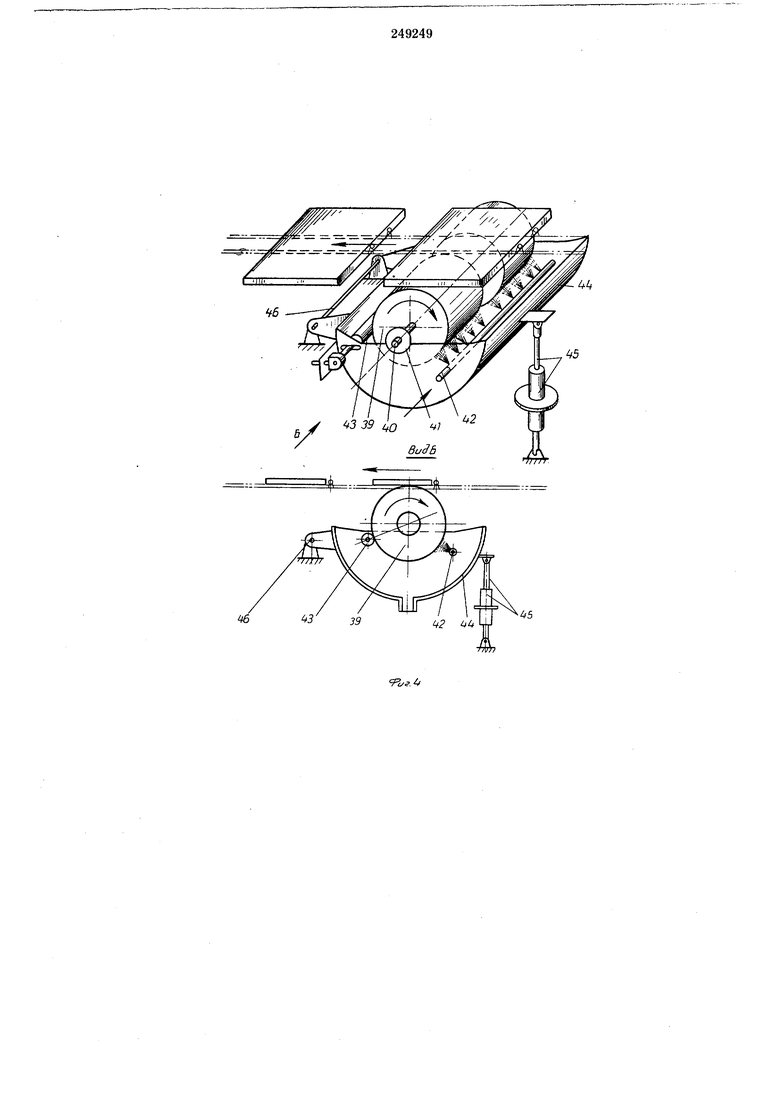
На фиг. 1 изображен предлагаемый конвейер; на фиг. 2 - кассетное устройство; на фиг. 3 - устройство по организации принудительного движения -подставок; на фиг. 4-
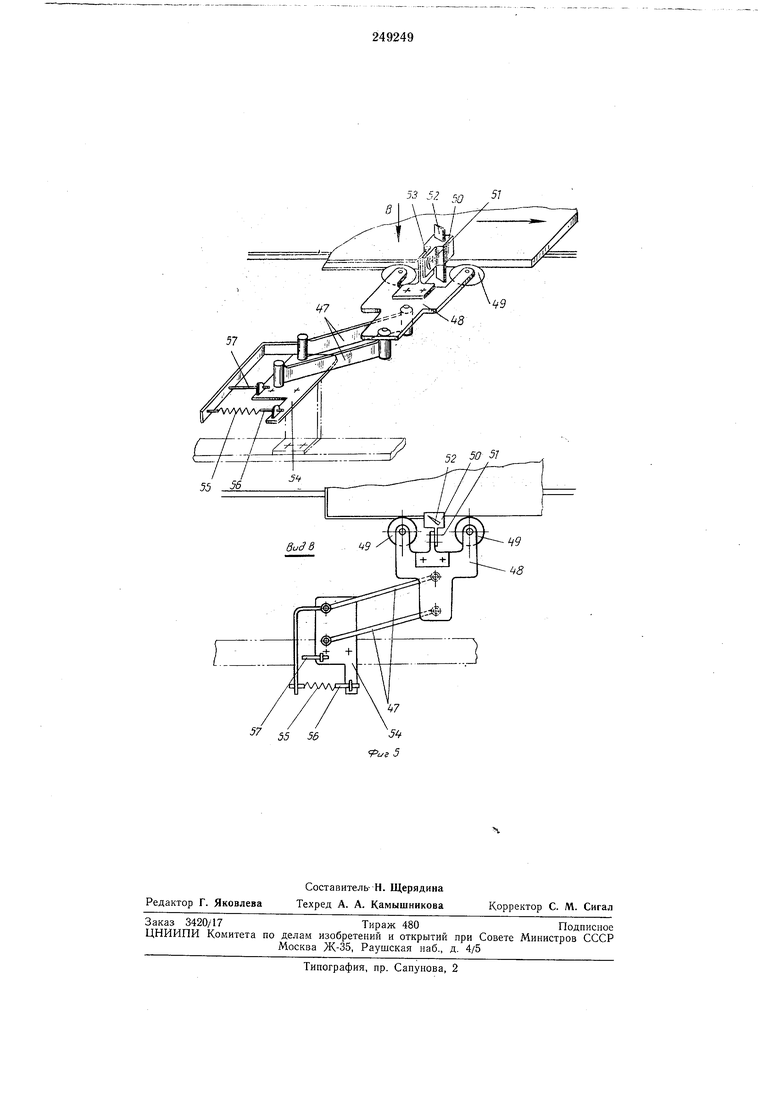
устройство для очистки нижней плоскости подставок; на фиг. 5 -- устройство для очистки боковых граней лодставок.
Конвейер состоит из следующих основных частей: кассетного устройства / для подачи
подставок, транспортера 2 разделительного слоя, транспортера 3 плиточного шли.кера, транспортера 4 глазури, участка 5 организации принудительного движения подставок, углового транспортера 6, конечного транспортера 7, устройств 8 для нанесения слоев пульверизацией, устройств 9 для нанесения слоев поливом, устройств 10 для очистки нижней плоскости подставок, устройств // для предварительной очистки боковых граней, устройств 12 для окончательной очистки боковых граней, устройств 13 для поворота подставок на 90° на участке набора глазури, устройств J4 для поворота подставок на 90° на конечном транспортере, двух выравнивающих устройств У5, дву.Ч р-езательных устройств Ми приводов 17.
Транспортеры состоят из сварных рам с установленными на .них валами, на которых смонтированы шкивы, охватываемые, клиновидными ремнями 18-21, и звездо-чки, охватываемые втул очно-роликовым и цепями 22, 23 без упоров и цепями 24-28 с жесткими упорами.
В местах для нанесения поливом плиточного шликераи глазури установлены ускорительные рольганги 29.
Подставки на транспортер конвейера поступают с заданным ритмом, для чего в начале конвейера установлено кассетное устройство, состоящее из бесконечного ремня 30, огибающего барабаны :5/, со смонтированными на нем кассетами 32, двух пар шестерен 33, 34 и клиновидного ремня; 18, осуществляющего отбор и транспортировку подставок, поступающих из кассет 32.
Устройство для преобразования неорганизованного движения подставок, лежащих на транспортирующем органе, в организованное состоит из цепи 24 с закрепленными на ней утапливающимися упорами 35, каждый из которых снабжен двуамя ролмка-ми 36 и может качаться относительно оси 37, укрепленной на цепи 24, и устанавливаться в рабочее положение с помощью контргруза 38.
Устройство для очистки нижней плоскости подставок состоит из барабана, набранного войлочными шайбами 39 на вал 40, на который насажена звездочка 41 для передачи ему вращения от привода. Войлок барабана увлажняется водой через отверстия трубки 42. Отжатие лишней влаги осуществляется отЖИМНЬШ валиком 45.; , , . : :: : : :;:
Ван-на 44 при прмощи винтовдго устройства 45 повора чивается относительно :;оси 415;, прижимая поверхность барабана к нижней
плоскости подставки. , ,.1 ;;: . :: i ,.: :
.Устройство по.предварительной:очистке от шликера брковььх граней ..подставок представ ляет собой четьгрехзвенник (пантограф).,; со-, стоящий из двух качающихся равноплечных рычагов 47, .на которых крепится кронштейн: 48 с дву.мя дисковыми, ножами 49 и поворотная; гол ов.к а 50, установленная с помощью болта 51. На поворотной головке закреплен плоский нож 52, который .может пов.орачиваться относительно .болта 5/ благодаря пазу53, что дает возм.ожность установить .нож: в контакте с: боковой гранью подставки по всей ее высоте. . : ..
Рычаги 47 четьфехзвенника шарнирно закреплены на планке 54, установленной на раме ко.нвейера./
Усилие прижима .ножей регулируется пружиной 55, с помощью винта 56 w. упора 57.
Передача вращения валам транспортера глазури от углов:Ого транспортера - осуществляется при .помощи пары конических зубчатых колес 58.-, :
Работает устройство .следующим образом. Керамические пористые; подставк:й загружаются в каЬсетнЪе уст.рой;ство и подаются с определенным интервало;м на транспортер разделительногоСЛОЯ, где, прохо.дя под устройством для нанесения ; шликера, методом пульверизации покрываются тонкой , пленкой, разделительного слоя. В начале транспортера плиточного шликера перемещение подставок
П1роизводит€я на приводном ускорительном рольганге, над которым установлено устройство для ,панесения плиточного шликера методом полива через мундшч ук. Здесь подставка дважды покрывается слоем шликера. Далее
она поступает ни кОнвей4р глазурй,гйе осуществляется нанесение глазури ме-родом пети:ва:или пульвериза.цией.; На--этой же:- ча,С:ти транспортера предусмотрен участок; для преобразо.вания , неорганизованного движения
подставок в организованное.
Подставка после нанесения глазури поступает на транспортирующие цепи, имеющие большую скорость, чем транспортирующие ремни, что обеспечивает образование-разрыва между подставками.
Нижняя плоскость подставки очищается Зстройством 10, а боковые гра.ни - устройством 7/. После поворота - на 90° подставка вно.вь проходит аналогичные операции. При
дальнейшем ее движении осуществляются
следующее операщ,и.и: .. окончательная очистка от остатков шликера,.поворот на 90° и аналогичная Операция, 6риентацпя подставки параллельно о.си резательного устройства и
разрез ее, поворот иа 90°, вновь выравнивание подставки с последующим разрезанием.
Готовая плитка попадает на транспортирующий, орган 55; t :.;......;. I .;..:.:;;
П.редМет ИЗб етёни я;
1.. Конвейер, для: производства ..облицовоЧ:ньтх- керамических; плиток методом-литья содержащий .смоитпрованные на раме клиноре-:
мсниые: и: )цепньге.транспортеры, транс-портер подачи подставок;,ускорительные рольганги в местах полива шликеров, литейные, зачистные, ::въ1равннвающиеу резательные, поворачивающие устройства, отличающийся тем,что,
с .целью:обеспечения принудительного-.продвиже:ния .подставок без остановки конвейера -с заданным, шагом и их безударной нодачи; в конвейере между цепными транспортерами и их установлена дополнительная бесконечная цепь со смонтированными на ней утаиливаемьши упорами.
2. Конвейер по п. 1, отличающийся т:ем, что, с целью предварительной очистки боковь1х граней, подставки от шликеров, на раме кон.вейера по обеим-сторонам дополнительной цепи установлены зачистные устройства, .содержащие вертикальный плоский нОЖ, расположенный между двумя дисковыми «йпра.влянэщими ножами, смонтированными- :на подпру3. Конвейер по riri. 1 и 2, отличающийся тем, что, с целью очнстки нижней плоскости подставкн от нанлывов шлнкера, на раме
25 конвейера установлен войлочиый увлажняющий барабан, вращающнйся навстречу движению нодставки
l liJlJ lJ LiJ tJLJddJJdLjLjLiii
ПГЖГГГГГР
3231 да
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ НАПЛАСТОВАНИЯ | 1969 |
|
SU250704A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1964 |
|
SU166894A1 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Установка для глазурования | 1976 |
|
SU616141A1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ ПЛИТОК МЕТОДОМПОЛИВА | 1972 |
|
SU421676A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
2
V:.-BudA
35
36
Т
fT
38 37 пз
.-rz
46
W
us
