для зачистки торцов и тыльной стороны плиток и печь обжига с роликовыми конвейерами, снабжена отсекателями-перекладчиками, установлепными перед каждым из выходных концов роликовых конвейеров печи обжига, и механизмом перекладки плиток, расположенным за глазуровочным устройством, а сушилка и печь обжига выполнены с дополнительными роликовыми конвейерами, размещенными над основными.
Механизм перекладки плиток может быть выполнен в виде корпуса, на котором закреплены ролики с приводами их вращательного и качательного движения, и установленных между роликами корпуса бесконечных клиновых ремней, причем привод качательного движения роликов выполнен в виде магнита и кинематически связанного с ним кулачка.
Отсекатели-перекладчики могут быть изготовлены в виде штырей с приводом их качательного движения и рамкой с роликами, снабженной приводом ее поворота.
Механизм для зачистки тыльной стороны плиток может быть выпол1 е11 в виде рамы, в которой установлены зачистные ролики и планки, расположенные под зглом 30° к продольной оси установки.
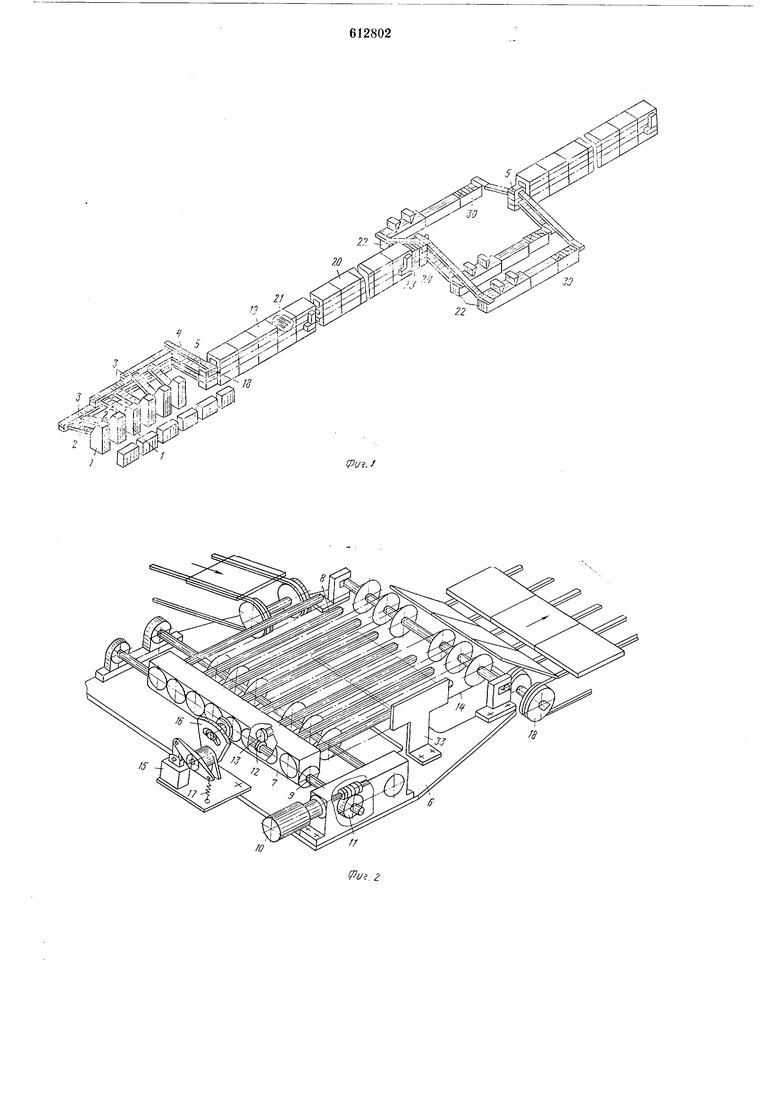
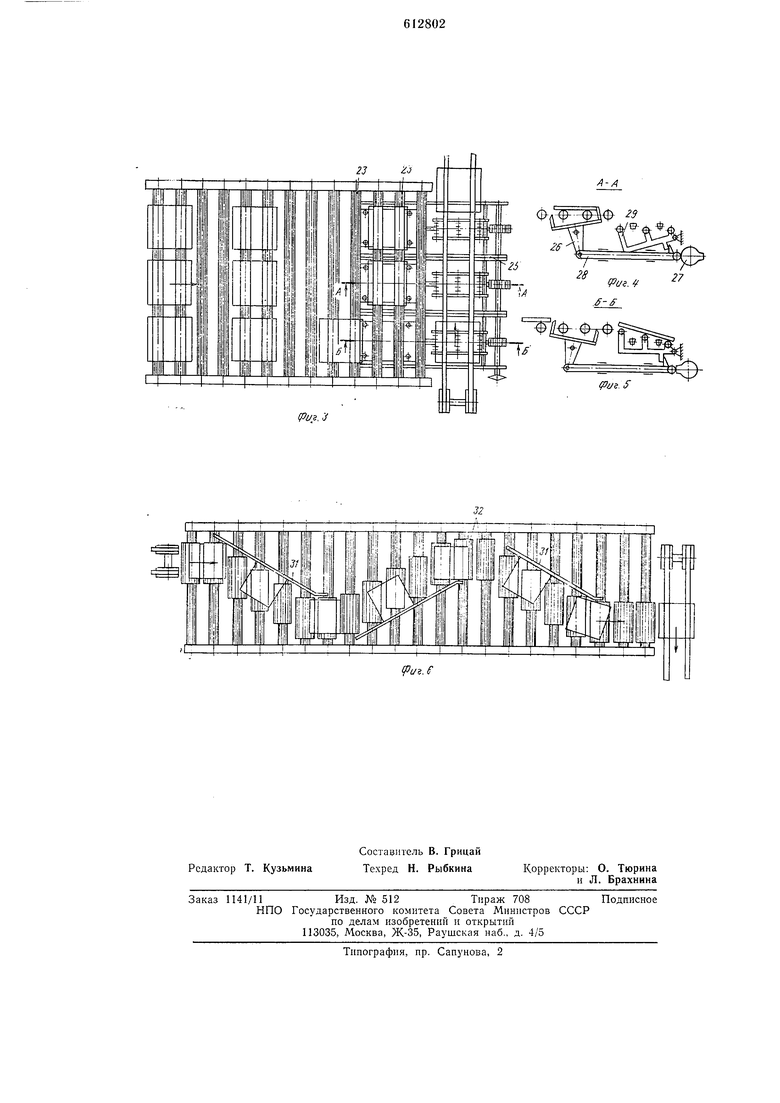
На фиг. 1 схематически изображена предлагаемая установка; на фиг. 2 - механизм перекладки плиток; на фиг. 3 - отсекательперекладчик; иа фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - устройство для зачистки тьитьной стороны плиток.
Установка состоит из иескольких прессов 1, перед которыми расиоложепы приемно-раздаточные устройства, включающие последовательно установленные приемный транспортер 2, передающий транспортер 3, промелсуточный транспортер 4 и механизм 5 перекладки. На ириемном транспортере смонтированы пластины-скребки для зачистки кромок плиток.
Механизм 5 перекладки плиток имеет плиту 6, на которой устаиовлеи качающийся корпус 7 с коисольно расположепными вращающимися роликами 8. В корпусе 7 находится вал 9, приводимый в вращение от электродвигателя 10 через червячную пару И. На валу 9 размещены винтовые колеса 12, зацепляющиеся с винтовыми колесами 13, установленными на роликах 8. На плите имеются бесконечные клиповые ремни 14. Ролики 8 возвышаются над поверхностью ремней 14. Привод качательного движения роликов осуществляется электромагнитом 15 через кулачок 16, а возврат в исходное положение - пружиной 17.
За механизмами 5 перекладки плиток расположены транспортер 18, сушилка 19 и печь 20, где плитки перемещаются по роликовым конвейерам 21, ролики которых свободно лежат на шарикоподшипниках, что обеспечивает плавность и легкость вращения роликов и упрощает их съем и установку.
После печи 20 размещены в три яруса роликовые рольганги 22 с тремя отсекателямиперекладчиками 23 для перекладки плиток из трех рядов в один, и по наклонным транспортерам плитки попадают на три ручья участка 24 глазуровки.
Отсекатель-перекладчик 23 выполнен с рамкой 25, иа которой установлен какающийся на оси отсекатель 26. На другом конце рамки
смонтирован кулачок 27, контактирующий с подпружиненной скалкой 28. Штыри отсекателя 26 расположены между роликами рольганга 22. Отсекатель-перекладчик имеет поворотную рамку 29 с текстолитовыми роликами, приводимую в действие скалкой 28. Кулачки 27 работают от привода рольганга 22 и смещены относительно друг друга так, что действует только один из отсекателей. За глазуровочными устройствами 24 смонтирован
механизм 30 зачистки тыльной стороны плитки, который содержит три направляющие 31 с зачистными вращающимися роликами 32, облицованными иоролоном. Направляющиепланки установлены под углом 30° к направ
лению движения.
Работает установка следующим образом. Плитки от прессов 1 подаются транспортерами 2, 3 и 4 на ролики 8 механизма 5 перекладки, пересекают луч фотоэлемента и доходят по роликам до упора 33.
После прохода трех плиток до упора 33 включается электромагнит 15, который поворачивает кулачок 16 и корпус 7 с роликами 8. Кулачок предотвращает вибрацию роликов
в конце хода электромагнита, а ролики опускаются ниже уровней ремней 14. Плитки попадают иа движущиеся ремни и переносятся по транспортеру 18 в сушилку 19. Затем электромагнит отключается и пружина 17 возвращает ролики 8 в исходное положение для приема следующих плиток. Дальше по роликовым конвейерам 21 сушилки 19 и печи 20 плитки попадают на рольганг 22 к отсекателю-перекладчику 23. При качательном движеиии отсекателя 26 его передние штыри опускаются ниже уровня роликов рольганга 22, и плитка проходит вперед. При этом задние штыри поднимаются выше роликов, преграждая путь следующей плитке. Наклоняя отсекатель 26, скалка 28 поднимает рамку 29 с роликами, по которым плитка скатывается до упора. При обратном ходе скалки рамка 29 опускается и илитка ложится на движущиеся ремни. Так как кулачки 27 привода отсекателей смещены, отсекатели поочередно пропускают плитки по одной с рольганга на транспортеры глазуровочного устройства 24. После глазурования плитки поступают на транспортер с приспособлением для зачистки торцов
плитки, зачищающим сначала две кромки плитки, а затем после ее поворота на 90° - другие две кромки. Далее плитки попадают на механизм зачистки ее тыльной стороны. Плитки движутся по вращающимся поролоновым
роликам 32 и прижимаются к наклонным напраг ляю1цпм 31, что вызывает скольжение плитки относительно ролика.
Пройдя через одиу направляющую, нлитка поворачивается на 60°, и зачистка происходит в поперечном направлении, затем она снова поворачивается на 60° на третьей направляющей и снова зачищается.
Снизу роликов 32 установлены отжимные ролики. Таким обпазом, чистый влажный поролоновый ролик 32 при вращении трется по загрязненной глазурью тыльной стороне плитки, захватывает глазурь и уносит вниз, где она выжимается отжимным роликом. Поролон омывается струей воды. Поверхность ролика 32, вступающая в контакт, оказывается все1да чистой. Зачищенные плитки проходят через отсекатель-перекладчик, который задает шаг движению плпток, необходимый для работы механизмов перекладки, аналогичных механизму 5 перекладки и группирующих плитки по три в ряд для загрузки в печь для обжига глазурованной плитки с помощью трехъярусного транспортера.
Использование предлагаемой установки обеспечивает увеличение производительности путем более высокого съема продукнии с одного квадратного метра при непрерывности пропесса и повышения качества плиток тщательной их очисткой с тыльной стороны, чем достигается надежное крепление плиток в строительстве.
Формула изобретения
1. Установка для производства керамических облиповочных плиток, содержащая приемный и передающий транспортеры, транспортер для подачи плиток в сущилку, сушилку с роликовым конвейером, глазуровочное устройство, механизмы для зачистки торпов и
тыльной стороны илиток и печь обжига с роликовыми конвейерами, от л и ч а юи а я с я тем, что, с целью повышения производительности установки и качества плиток, она снабжена отсекателямп-перекладчиками, установленными перед каждым из выходных конпов роликовых конвейеров печи обжпга, и механизмом перекладки плиток, расположенным за глазуровочным устройством, а сушилКЗ и печь обжига выполнены с дополнительными роликовыми конвейерами, установленными над основными.
2.Установка по п. 1, отличающаяся тем, что механизм нерекладки плиток выполнен в виде корнуса, на котором закреплены ролики с приводами их вращательного и качательного двнжения, и установленных между роликами корпуса бесконечных клиновых ремней, причем привод качательного движения роликов выполнен в виде магнита и кинематически связанного с ним кулачка.
3.Установка по пп. 1 и 2, отличающаяс я тем, что отсекатели-перекладчики выполнены в виде штырей с приводом их качательного движения и рамкой с роликами, снабженной приводом ее поворота.
4.Установка по п. 1, отличающаяся тем, что механизм для зачистки тыльной стороны плиток выполнен в виде рамы, в которой установлены зачистные ролики и планки, расположенные под углом 30° к продольной оси установки.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3183573, кл. 29-74, опублик. 1965.
2. Дроздов Н. Е. Механическое оборудованне керамических предприятий. М., «Машиностроение, 1975, с. 202.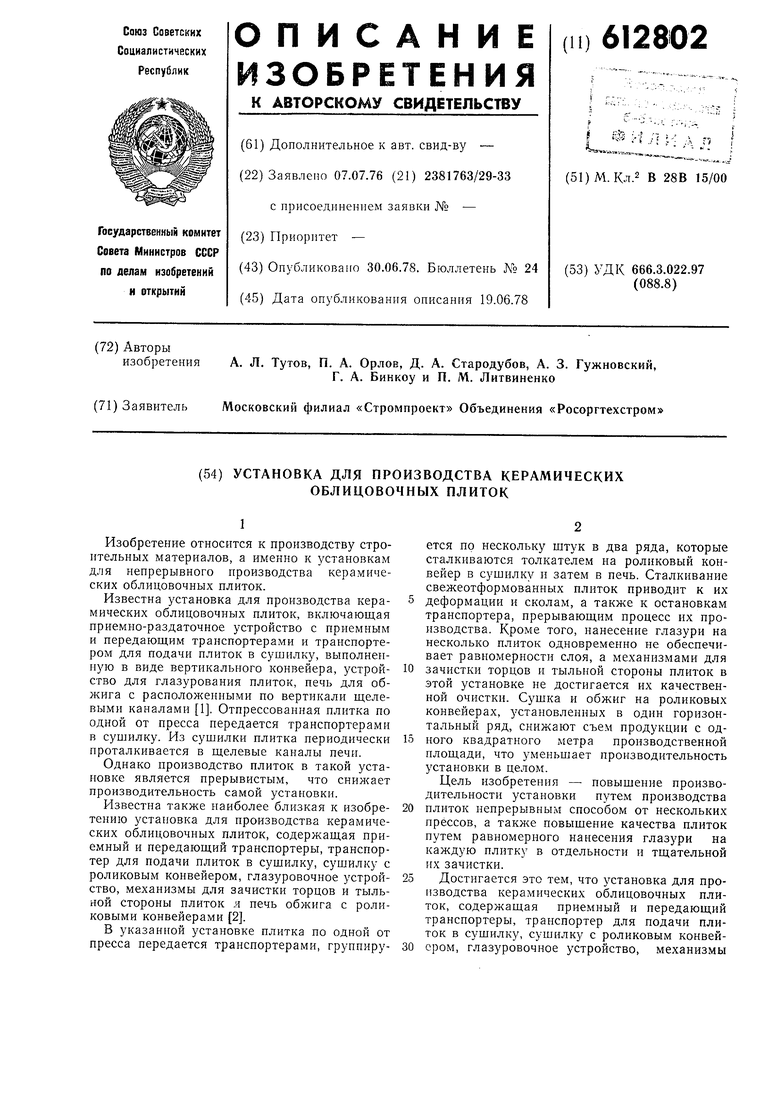
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических плиток | 1980 |
|
SU897528A1 |
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ ПЛИТОК МЕТОДОМПОЛИВА | 1972 |
|
SU421676A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Установка для перемещения керамическихдРЕНАжНыХ ТРуб | 1979 |
|
SU808318A1 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1964 |
|
SU166894A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| Установка для укладки керамическихдРЕНАжНыХ ТРуб HA СушильНуюРАМКу | 1979 |
|
SU799952A1 |
| Линия отделки щитовых деталей лакокрасочными материалами | 1984 |
|
SU1266814A1 |