1
Изобретение относится к обработке металлов давлением и, в частности может быть использован при производстве лент и полос..
Известен способ индикации буксовок на станах горячей прокатки,в соответствии с которым измеряют скорости полосы и валка и,.после соответствующих преобразований, получают информацию о буксорке 11.
Однако реализация указанного способа связана с трудностями измерения скорости горячей полосы на поверхности барабана.
Известен также способ контроля буксовки барабана при смотке полосы в рулон со ступенчатообразным увеличением радиуса рулона с. натяжением с использованием вращающихся тянущих роликов, при котором задают сигнал уставки, выделяют переменную составляющую сигнала изменения скорости полосы, вызванную пробными колебаниями, и сравнивают ее с сигналом уставки 2.
Однако этот способ имеет недостаточную точность контроля буксовки барабана при .смотке толстых полос, так как в переменной составляющей сигнала изменения скорости полосы в
зтом случае помимо колебаний, вызванных пробным сигналом, присутствуют и колебания, вызванные естественным ступенчатообразным увеличением радиуса рулона.
Цель изобретения - пов1Л11ение точности контроля наличия буксовки.
Указанная цель достигается тем, что переменну|р составляющую сигнала
0 изменения сксфости полосы выделяют при cTyneH4aTOo6pa3HqM увеличении радиуса рулона, а величину сигнала уставки принимают равной значению переменной составляющей сигнала измеSнения скорости полосы при смотке переднего конца.
В качестве сигнала изменения скорости полосы принимают скорость вращения одного КЗ тянущих роликов.
0
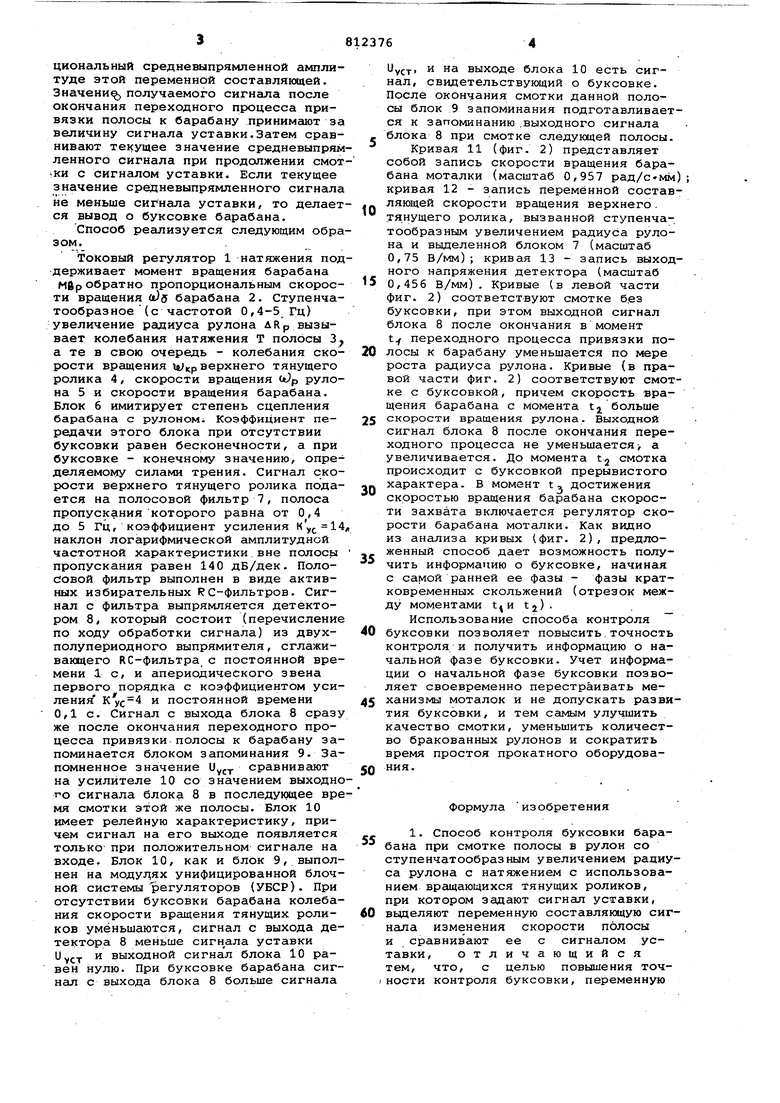
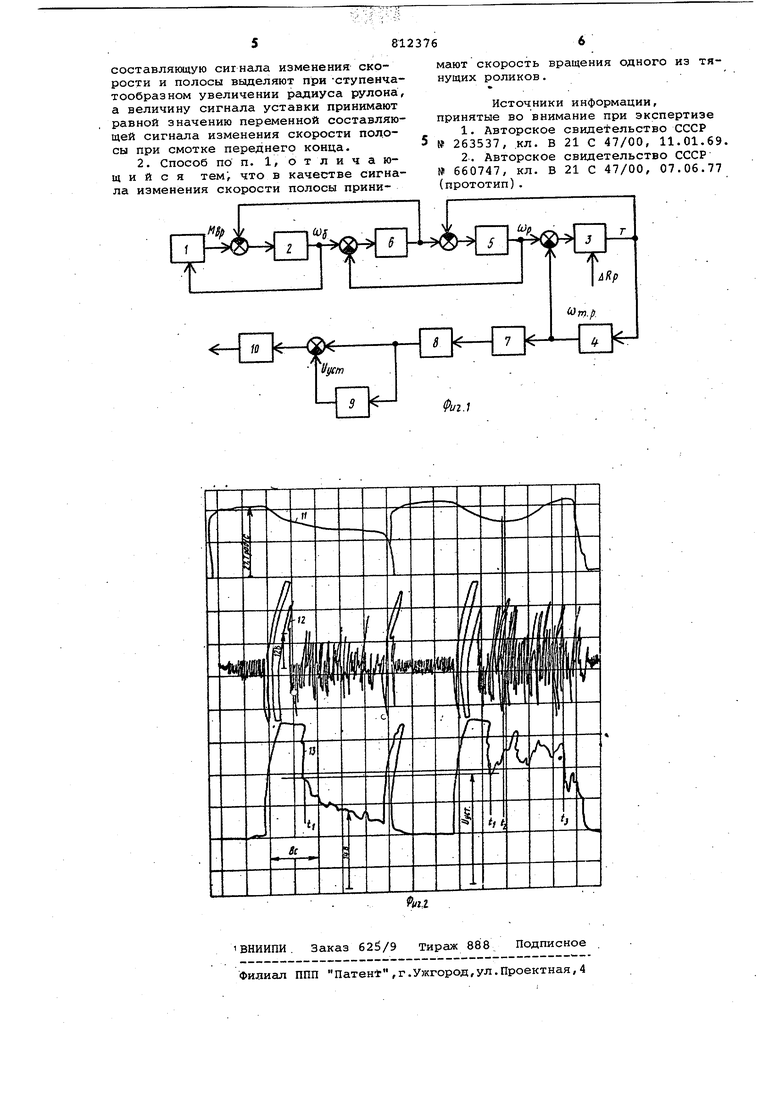
На фиг. 1 представлена блок-схема ycтpoйcтвa на фиг. 2 - осциллограммы параметров смотки двух полос 8 X 1040 ЗСП на первой моталке стана 2000 НЛМЗ.
5
Пример. Вьаделяют переменную составляющую скорости вращения одного из тянущих роликов, в диапазоне частот, соответствующих частоте ступенчатообразного увеличения радиу0са рулона, и получают сигнал, пропорциональный средневыпрямленной амплитуде этой переменной составляющей. Значение получаемого сигнала после окончания переходного процесса привязки полосы к барабану принимают за величину сигнала уставки.Затем сравнивают текущее значение средневыпрямленного сигнала при продолжении смотки о сигналом уставки. Если текущее значение средневыпрямленного сигнала не меньше уставки, то делается вывод о буксовке барабана.
Способ реализуется следующим образом.
Токовый регулятор 1 натяжения поддерживает момент вращения барабана Мир обратно пропорциональным скорости вращения 0)5 барабана 2. Ступенчатообразное (с частотой 0,4-5 Гц) увеличение радиуса рулона ДЯр вызывает колебания натяжения Т полосы 3 а те в свою очередь - колебания скорости вращения 1ь)кр верхнего тянущего ролика 4, скорости вращения ()р рулона 5 и скорости вращения барабана. Блок 6 имитирует степень сцепления барабана с рулоном Коэффициент передачи зтого блока при отсутствии буксовки равен бесконечности, а при буксовке - конечному значению, определяемому силами трения. Сигнал скорости верхнего тянущего ролика подается на полосовой фильтр 7, полоса пропускания которого равна от 0,4 до 5 Гц, коэффициент усиления «,(.14 наклон логарифмической амплитудной частотной характеристики вне полосы пропускания равен 140 дБ/дек. Полосовой фильтр выполнен в виде активных избирательных RC-фильтров. Сигнал с фильтра выпрямляется детектором 8, который состоит (перечисление по ходу обработки сигнала) из двухполупериодного выпрямителя, сглаживающего RC-фильтра с постоянной времени 1 с, и апериодического звена первого порядка с коэффициентом усиления ку(; 4 и постоянной времени 0,1 с. Сигнал с выхода блока 8 сразу же после окончания переходного процесса привязки полосы к барабану запоминается блоком запоминания 9. Запомненное значение U
сравнивают
уст
на усилителе 10 со значением выходного сигнала блока 8 в последующее время смотки этой же полосы. Блок 10 имеет релейную характеристику, причем сигнал на его выходе появляется только при положительном сигнале на входе. Блок 10, как и блок 9,.выполнен на модудях унифицированной блочной системы регуляторов (УБСР). При отсутствии буксовки барабана колебания скорости вращения тянущих роликов уменьшаются, сигнал с выхода детектора 8 меньше уставки и.-г и выходной сигнал блока 10 равен нулю. При буксовке барабана сигнал с выхода блока 8 больше сигнала
Uy(;T, И на выходе блока 10 есть сигнал, свидетельствующий о буксовке. После окончания смотки данной полосы блок 9 запоминания подготавливается к запоминанию .выходного сигнала блока 8 при смотке следугацей полосы.
Кривая 11 (фиг. 2) представляет собой запись скорости вращения барабана моталки (масштаб 0,957 рад/с-мм); кривая 12 - запись переменной составляющей скорости вращения верхнего . тянущего ролика, вызванной ступенчатообразным увеличением радиуса рулона и выделенной блоком 7 (масштаб 0,75 В/мм); кривая 13 - запись выходного напряжения детектора (масштаб
5 0,456 В/мм). Кривые (в левой части фиг. 2) соответствуют смотке без буксовки, при этом выходной сигнал блока 8 после окончания в момент t переходного процесса привязки полосы к барабану уменьшается по мере роста радиуса рулона. Кривые (в правой части фиг. 2) соответствуют смотке с буксовкой, причем скорость вращения барабана с момента tj больше
5 скорости вращения рулона. Выходной сигнал блока 8 после окончания переходного процесса не уменьшается а увеличивается. До момента t2 смотка происходит с буксовкой прерывистого
Q характера. В момент t, достижения скоростью вращения барабана скорости захвата включается регулятор скорости барабана моталки. Как видно из анализа кривых (фиг. 2), предложенный способ дает возможность получить информачию о буксовке, начиная с самой ранней ее фазы - фазы крат ковременных скольжений (отрезок между моментами t.jH tj) .
Использование способа контроля
0 буксовки позволяет повысить.точность контроля и получить информацию о начальной фазе буксовки. Учет информации о начальной фазе буксовки позволяет своевременно перестраивать механизмы моталок и не допускать развития буксовки, и тем самым улучшить качество смотки, уменьшить количество бракованных рулонов и сократить время простоя прокатного оборудова0 «
Формула изобретения
1. Способ контроля буксовки барабана при смотке полосы в рулон со ступенчатообразным увеличением радиуса рулона с натяжением с использованием вращающкхся тянущих роликов, при котором задают сигнал уставки, 0 вьщеляют переменную составляющую сигнала изменения скорости полосы и сравнивают ее с сигналом уставки, отличающийся тем, что, с целью повышения точ1ности контроля буксовки, переменную
составляющую сигнала изменения скорости и полосы выделяют при ступенчатообразном увеличении радиуса рулона, а величину сигнала уставки принимают равной значению переменной составляющей сигнала изменения скорости пол.осы при смотке переднего конца.
2. Способ по п. 1, о т л и ч а ющ и и с я тем , что в качестве сигнала изменения скорости полосы принимают скорость вращения одного из тянущих роликов.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 263537, кл. В 21 С 47/00, 11.01.69.
2.Авторское свидетельство СССР
660747, кл. В 21 С 47/00, 07.06.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля пробуксовки рулона относительно барабана | 1977 |
|
SU660747A1 |
| Способ смотки полосы в рулон на моталке с барабаном изменяемого диаметра и устройство для его осуществления | 1984 |
|
SU1235590A1 |
| Способ определения плотности рулона в процессе смотки | 1990 |
|
SU1804930A1 |
| Устройство для точного останова моталки листового стана | 1985 |
|
SU1299637A1 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| Устройство для регулирования натяжения полосы при намотке в рулон | 1981 |
|
SU956091A1 |
| Устройство для регулирования натяжения полосы при смотке в рулон | 1982 |
|
SU1044362A2 |
| Устройство для управления установкой направляющих линеек | 1980 |
|
SU876226A1 |
| Способ регулирования натяжения полосы при смотке | 1991 |
|
SU1830297A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
