(54) НАПРАВЛЯЮЩЕЕ УСТЮЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2089333C1 |
| Устройство для непрерывного литья | 1985 |
|
SU1273208A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
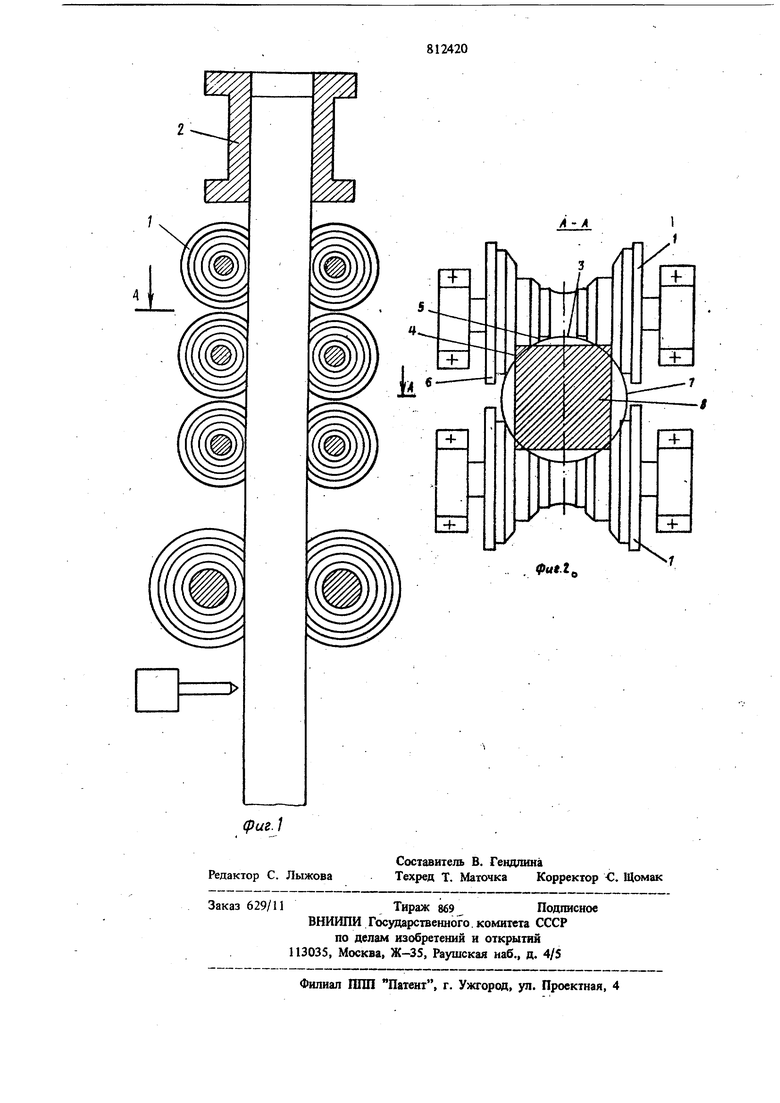
Изобретение относится к металлургии и может быть использовано на установке непрерывной разливки металлов. Известно направляющее устройство зоны вторичного охлаждения установки непрерывной разливки, содержащее ролики, на бочках кото рых выполнены проточки прямоугольной формы, образующие прямоугольный калибр 1, Наиболее близким к изобретению является направляющее устройство зоны вторичного ох лаждения, содержащее ролики с радиальной проточкой в центральной части бочки, образую щие попарно круглый калибр 2. НеЛосхатком известного устройства является невозможность разливки слитков прямоугольного . поперечного сечения. Для осуществл ния зтого необходимо заменить ролики на другие, имеющие на бочках проточки, vo6paзующие в паре прямоугольные калибры, что занимает много времени и снижает производи тельность установки. Кроме того, требуется наличие большого парка запасных роликов. Цель изобретения - сокращение времени на перестройку, установки. Эта цель достигается тем, что в устройстве зоны вторичного охлаждения установки непрерывной разливки, содержащем ролики с радиальной выемкой в центральной части бочки, указанные ролики снабжены кольцевыми выступами, расположенными симметрия-, но относительно их поперечной оси. Сокращение времени на перестройку установки непрерывной разливки металлов достигается за счет того, что на ней возможна разливка слитков круглого и прямоугольного сечения без замены роликов. На фиг. 1 показана установка непрерывной разливки, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Направляющее устройство зоны вторичного охлаждения содержит ролики 1, расположенные под кристаллизатором 2, На поверхности бочки роликов в центральной части выполнены радиальные выемки 3, а также кольцевые выступы 4-6. Радиальные выемки образуют круглый калибр, а кольцевые выступы - квадратный или прямоугольный калибр.
38
Глубина выемок 4-6 устанавливается в пределах 0,10-0,15 ширины рабочей полости кристаллизатора 2 в обратно пропорциональной зависимости от нее.
При глубине выемок менее 0,10 ширины рабочей плоскости кристаллизатора возникающие между роликами и поверхностью слитка контактные напряжения будут превосходить допустимые значения. В результате этого на поверхности слитка. образуются углубления или отпечатка от роликов.
Выполнение глубины выемок больше, чем 0,15 ширины рабочей плоскости кристаллизатора, является излишним с точки зрения направления и центрирования слитка. Ролики 1 могут быть установлены с возможностью регулирова1шя.
При отливке в кристаллизаторе 1 слитка, имеющего круглое поперечное сечение 7, он поддерживается и направляется выемками,
выполнешаши по радиусу, на поверхности бочки роликов. В случае отливки слитка квадратного или прямоугольного профиля 8
он поддерживается и направляется кольцевыми выступами 4-6.
Формула изобретения
Направляющее устройство зоны вторичного охлаждения установки непрерывной разливки металла, содержащее ролики с радиальной выемкой в центральной части бочки, отличающееся тем, что, с целью сокращения времени на перестройку установки, бочки роликов снабжены кольцевым и выступами, расположенными симметрично относительно их поперечной оси.
Истошики информации, принятые во внимание при экспертизе
