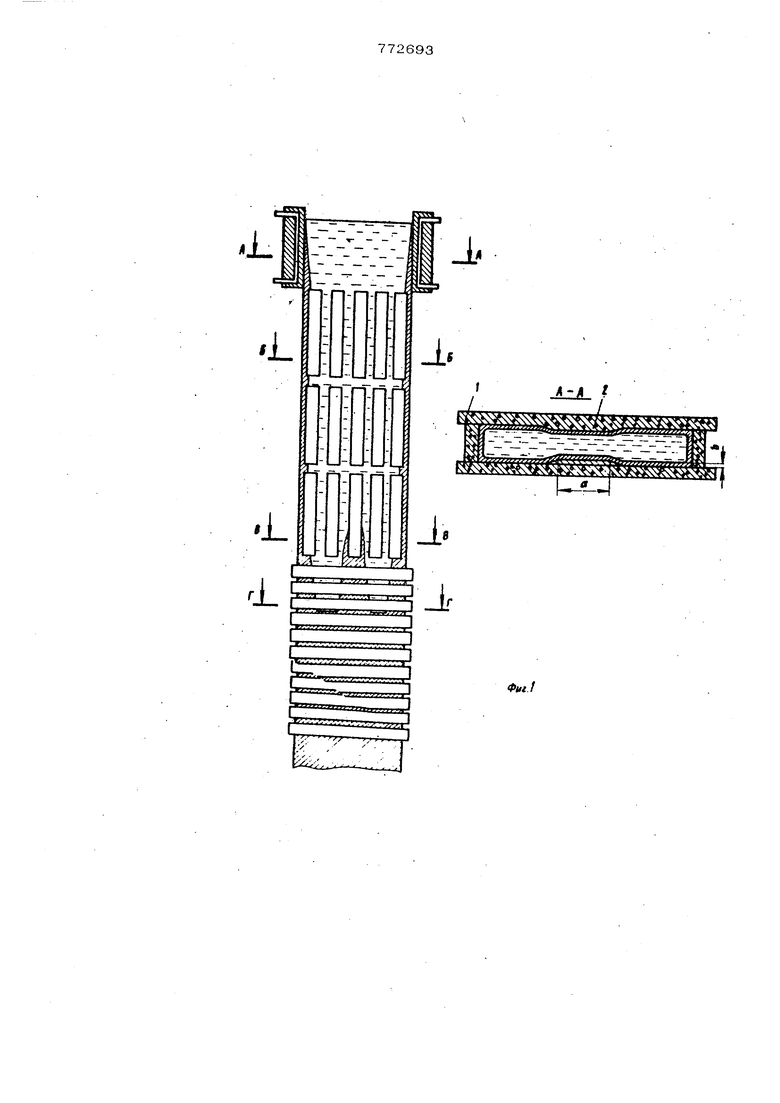
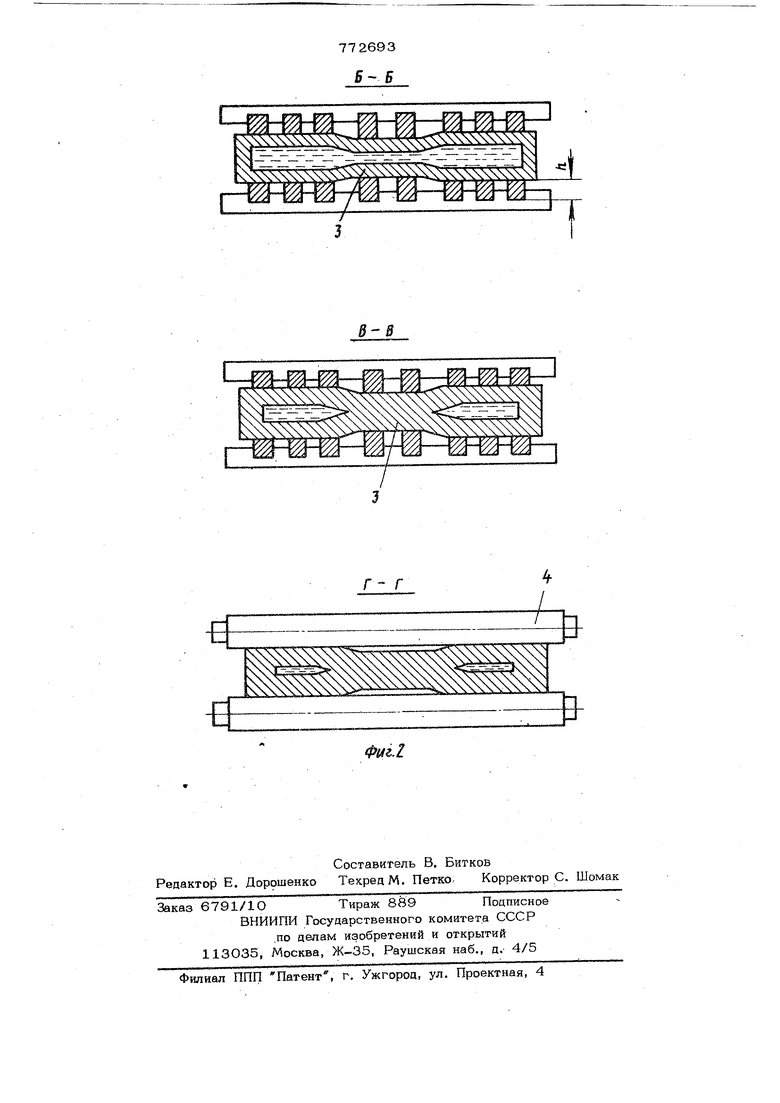
Изобретение относится к металлургии В частности к установкам непрерывной разливки металлов. Известна установка непрерывной разливки металлов, содержащая кристаллизатор, на рабочих, поверхностях широких: paнeй которого выполнены выступы, и зону вторичного охлахадения с подцержи вающими элементами l. Недостатки конструкции зоны вторичного охлаждения известной установки заключаются в том, что подпором боковых, роликов невозможно обеспечить под держание необходимой жесткости арки, расположенной почти на всей ширине длинной стороны поперечного сечения сляба. Ферростатическое давление приво дит к прогибу и выпучиванию затвердевшей корочки сляба по широким сторонам Очень сложной проблемой является и кз- менение давления на боковых роликак пр изменении скорости вытягивания, температуры поверхности, марки стали и размера сечения сляба. Цель изобретения - улучшение качества слитков. Посгавленная цель достигается тем, что верхняя часть зоны вторичного охлаждения выполнена с брусьями, а нижняя ™ с роликами, причем брусья по ширине слитка имеют разную высоту, а имеш5о: в месте выступа на кристаллизаторе высота брусьев увеличена на величину выступа, а ширина .участка с брусьями большей высоты составляет 0,3 0,9 ширины выступа кристаллизатора. На фиг. 1 изображены предлагаемая машина общий виц и разрез А-,; на фиг. 2 -- разрезы Б-Б, В-В и Г-Г на фиг. 1. Установка содержит кристаллизатор с широкими стенками 1, имеющими выступы 2 в центральной трети стенок. В верхней части зоны втори шого охлаждения на длине равной 0,8-1,1 протяжености жидкой фазы в утонченной части сляба 3s опорные брусья вторичного охлаждения выполнены выступающими в центральной трети за счет брусьев большей высоты на размер высоты выступа в кристаллизаторе t), причем ширина выступающего участка брусьев равна 0,3 - 0,9 ширины выступов О . Ниже брусьевого участка опорной зоны вторич.ного охлаждения располагают участок с гладкими опорными роликами 4, в котором предусмотрено полное затвердевание перемычки при максимальной скорости литья.
Таким образом, в предлагаемой установке обеспечивается надежное удержание корочки в утонченной центральной части слитка от раздутия. Время аатвердевания прямоугольных непрерывных слитков пропорционально квадрату толщины сечения, что обусловливает быстрое затвердевание утонченной центральной части слитка.
Так уменьшение толщины в пережиме на 2О% позволяет в 1,56 раза сократить длину жидкой лунки в этом участке. Образованная затвердевшая перегородка позволяёт значительно уменьшить, нагрузку на ролики. Например, для условий вертикальных МИЛЗ и литья слябов сечением 1850x240 мм при скорости вытягивания О,5 м/мин максимальный изгибающий
момент в середине бочки ролика на расстоянии 9 м от мениска составляет 14,0тм
-.-, - .а напряжения изгиба в ролике 520 кг/см
В случае литья слябов, того же размера
с вогнутыми гранями в средней трети,
максимальный изгибающий момент на расстоянии 9 м ог мениска составляет 7,8 м, а напряжения изгиба в ролике 290 кг/см . Благодаря снижению нагрузки на ролики диаметр их может быть существенно уменьшен, что позволяет снизить общий вес машины непрерывного литья широких слябов и увеличить надежность работы роликов и подшипников нижней части зоны вторичного охлаждения МНЛЗ. Литье широких слябов позволяет на 2О-ЗО% увеличить производительность
Формула изобретения
Установка непрерывной разливки металлов, содержащая кристаллизатор, на рабочих поверхностях широких граней которого выполнены выступы, и зону вторичного охлаждения с поддерживающими элементами, отличающаяся тем, что, с целью улучшения качества слитков, верхняя часть зоны вторичного охлаждения выполнена с брусьями, а нижняя - с роликами, причем брусья по ширине слитка имеют разную высоту, а именно: в месте выступа на кристаллизаторе высота брусьев увеличена на высоту выступа, а ширина участка с брусьями большей высоты составляет О,3 - 0,9 ширины выступа кристаллизатора.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ N 2144082, кл. В 22 1)11/12, опублик. 1976.
LI УУг fZZrl -,I
- - IJr
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Зона вторичного охлаждения машины непрерывного литья | 1979 |
|
SU910331A1 |
| Машина непрерывного литья прямоугольныхСТАльНыХ зАгОТОВОК | 1978 |
|
SU793704A1 |
| Устройство для литья плоских слитков | 1984 |
|
SU1253715A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| КОНУСНАЯ ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ МЕТАЛЛА | 1995 |
|
RU2087247C1 |
| Кристаллизатор машины непрерывного литья заготовок | 1982 |
|
SU1091988A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| Кристаллизатор для установок непрерывной разливки стали | 1980 |
|
SU904879A1 |
E:
./
5-5
-- -M-P--J
,ii . xX Ч X X X X xX
ШШ
-d
