(54) СПОСОБ ВЬШОРА ТАНГЕНЦИАЛЬНОЙ ПОДАЧИ ДЕТАЛИ ПРИ ФРЕЗЕРОВАНИИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
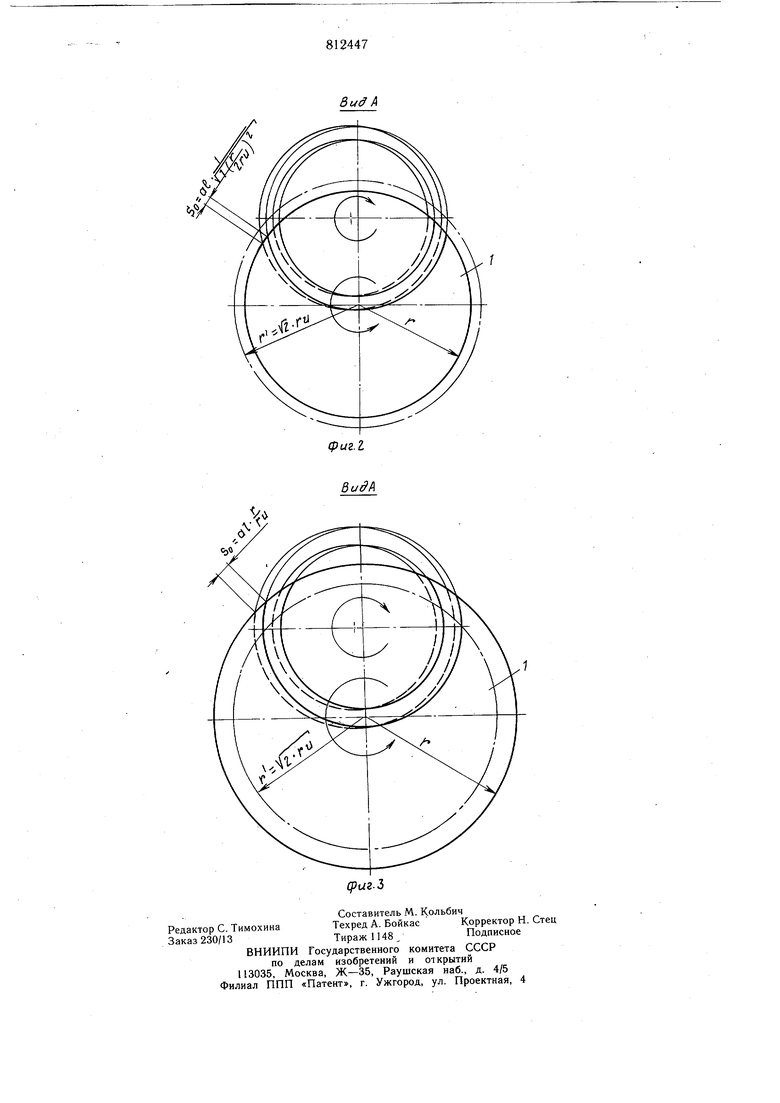
вид А на фиг. 1 для обработки поверхностей, когда на фиг. 3 - то же, когда
- /2;
Степень или коэффициент смещения смежных резов а при фpeзepoвaJнии - это доля величины смещения смежных резов (при токарной обработке - доля величины смещения резца) от длинв дополнительной режущей кромки зуба-резца. Так как при фрезеровании сферических поверхностей по способу «трубчатого инст. румента однозубой фрезой с зубом-резцом, имеющим дополнительную режущую кромку, величина перекрытия смежных резов на разных участках поверхности в радиальном направлении различная, то степень смещения резов а при этом виде обработки относится к месту, где величина смещения резов максимальна. Для поверхностей, радиус наружного габарита г которых более /2 от радиуса окружности траектории движения режущей части резца Гу, этим местом является окружность с радиусом V2ii|; для поверхностей же, радиус наружного контура г которых равен или менее %,таким участком поверхности будет ее перифери.
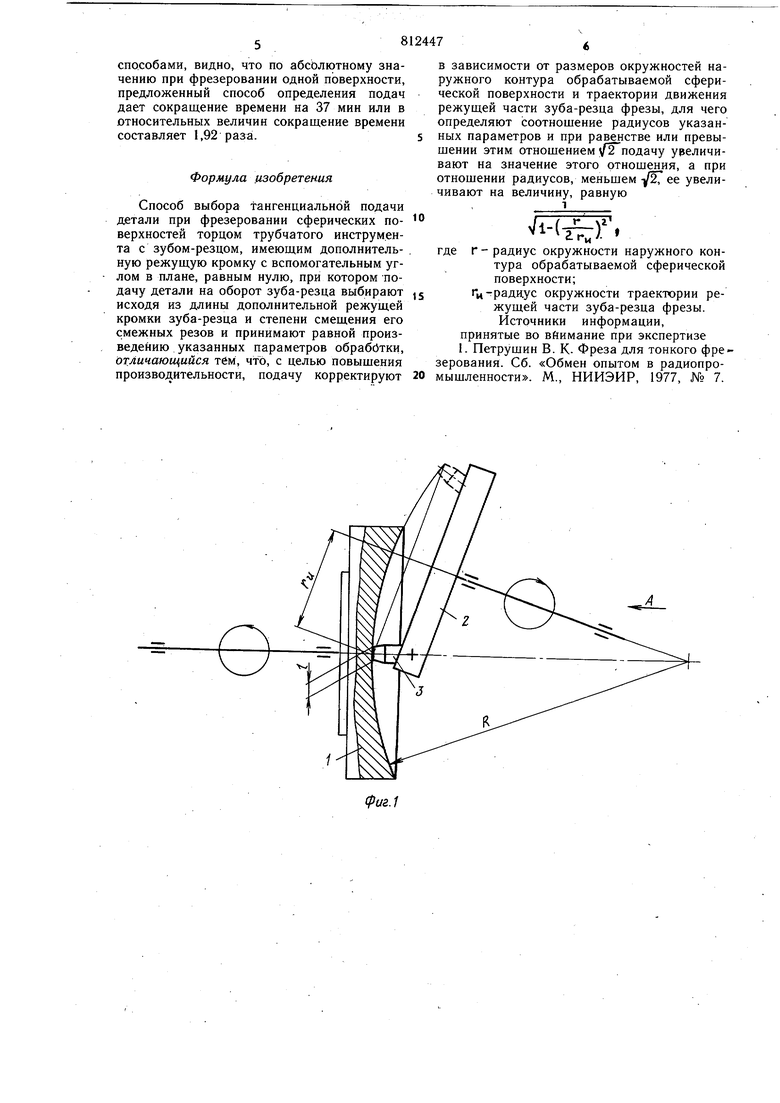
При обработке детали 1 однозубой фрезе 2 с зубом-резцом 3 сообщают вращение. Главное движение, движение резания, выполняют врахцением фрезы 2; движение подачи осуществляют вращением детали 1. Производя резание, резец 3 оставляет на изготовляемой поверхности резы (фиг. 2 и 3). Величину тангенциальной подачи детали So выбирают с учетом длины дополнительной режущей кромки зуба-резца степени смещения смежных резов а, внещнего габарита изготавливаемой сферической поверхности (радиуса г) и размера окружности траектории движения режущей части зуба-резца фрезы (радиус Гц ). При этом тангенциальную подачу, выбираемую известным путем и принимаемую равной произведению а.1, корректируют в зависимости от размера окружности наружного контура изготовляемой поверхности и размера окружности траектории движения режущей части зуба-резца фрезы, для чего берут размеры этих двух параметров обработки, определяют соотнощение их радиусов (или диаметров) и сопоставляют полученное его значение с величиной 1Г27 При обработке, когда соотнощение радиусов этих параметров - менее V (или когда , так как г-у2г2) подачу увеличивают на ве1личину п /г 2. (фиг. 2); когда же соn-VTjr;
отнощение их равно или превыщает /2 (или когда гт т ), тангенциальную подачу увеличивают на значение полученного соотно.щения радиусов (фиг. 3).
При выборе подачи указанным путем, когда ее определяют уже с учетом внещнего габарита изготовляемой сферической поверхности и размера окружнрс ти траектории движения режущей части зуба-резца фрезы, корректируют в зависимости от размеров окружностей этих параметров и при определенных отнощениях их радиусов увеличивают на указанное выще число крат, в больщинстве случаев увеличенную подачу детали в 1,2-1,95 раза против подачи, когда ее выбирают исходя только из длины дополнительной режущей кромки зуба-резца и степени смещения его смежных резцов.
Изготовление поверхностей с повыщенной подачей сокращает время обработки, чем повыщается производительность процесса фрезерования. При этом в ряде случаев время обработки сокращается почти вдвое.
Пример. При изготовлении сферических поверхностей на детали из..бронзы (при изготовлении отражателя, детали металлической оптики) диаметром (d 2r) наружного контура 1000 мм однозубой фрейой с алмазным резцом, имеющим дополнительную режущую кромку длиной ,5 мм, и диаметром окружности траектории движения режущей части резца (), равным 520мм чистовую обработку этой поверхности, осуществляемую за три прохода (i) при желаемой степени смещения резов а 0,5 (т.е., когда резец в месте максимального, смещения резов проходит по одному и тому же участку поверхности дважды) и при скорости резания Ум. 800 м/мин, производят:
а) при выборе подач, когда ее осуществляют в соответствии со сложивщимися понятиями, т.е. когда тангенциальную подачу детали устанавливают исходя из длины дополнительной режущей кромки L и степени смещения резов а, за следующее время:
. : Н : ЗГ-d .. ar.d . t t
Ает. So
1000-VM gr-iOOO ЗГ .520
O 7 Тмин i
OjS-O.S 1000-800
6) при определении подачи, когда ее ведут предлагаемым способом, т.е. когда тангенциальную подачу устанавливают уже также и с учетом наружного габарита изготавливаемой поверхности и размера окружности траектории движения режущей части резца и ее корректируют в зависимости от размеров этих параметров, при этом требуемое время составляет (подачу So при этом увеличивают на соотнощение так как - %0-V 1,92, т.е. больше- 2, равного примерно 1,41)
-l - 3rd .: ЭГ d УГd . SM So-itn ttE-- 1000-V«
НТ IOOOVH 1000 . сравнения времени обработки, производимой с подачами выбираемыми обоими
способами, видно, что по абсолютному значению при фрезеровании одной поверхности, предложенный способ определения подач дает сокращение времени на 37 мин или в относительных величин сокращение времени составляет 1,92 раза.
Формула изобретения
Способ выбора taнгeнциaльн6й подачи детали при фрезеровании сферических поверхностей торцом трубчатого инструмента с зубом-резцом, имеющим дополнительную режущую кромку с вспомогательным углом в плане, равным нулю, при котором -подачу детали на оборот зуба-резца выбирают исходя из длины дополнительной режущей кромки зуба-резца и степени смещения его смежных резов и принимают равной произведейию указанных параметров обработки, отличающийся тем, что, с целью повышения производительности, подачу корректируют
в зависимости от размеров окружностей наружного контура обрабатываемой сферической поверхности и траектории движения режущей части зуба-резца фрезы, для чего определяют соотношение радиусов указанных параметров и при равенстве или превышении этим отношением /З подачу уреличивают на значение этого отношения, а при отношении радиусов, меньшем ее увеличивают на величину, равную 1
VH,-f,
г - радиус окружности наружного конгдетура обрабатываемой сферической поверхности;
Гц-радиус окружности траектории режущей части зуба-резца фрезы. Источники информации, принятые во вйимание при экспертизе 1. Петрушин В. К. Фреза для тонкого фрезерования. Сб. «Обмен опытом в радиопромыщленности. М., НИИЭИР, 1977, № 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки тел вращения | 1979 |
|
SU902987A1 |
| Способ изготовления зубчатых колес | 1991 |
|
SU1816574A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |