(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ АМПЛИТУДЫ НАПРЯЖЕНИЯ НА ЭЛЕКТРОДАХ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Измеритель активной мощности | 1978 |
|
SU744354A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Способ измерения напряжения на сварочных электродах | 1986 |
|
SU1362589A1 |
| Устройство для контроля эксцентричности покрытия сварочных электродов | 1986 |
|
SU1400834A1 |
| Цифровой измеритель магнитной индукции | 1989 |
|
SU1709257A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Устройство для электроразведки | 1976 |
|
SU646294A1 |
| Измеритель скорости кровотока | 1982 |
|
SU1088703A1 |
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
Г Изобретение относится к контактной сварке и может быть использовано для измерения тока и напряжения на электродах машины непосредственно в процессе сварки. Известно устройство для измерени амплитуды напряжения, срлерх ащее . датчик напряжения, комйенсирующую катушку,, создающую ЭДС противополож ного знака, по сравнению с ЭДС наводки, выпрямитель, усилитель и измеряющее устройство l . Недостатком известного устройств является низкая точность и ерений амплитуды напряжения и отсутствие возможностей для слежения за величи ной в автоматическом режиме, потому что магнитный поток, сцепленный с компенсационной катушкой, и магнитный поток, сце шенный с проводами, отходящими от датчика напряжения, различны и зависят от размеров и местоположения масс металла, облада щего магнитными свойствами. При изменении положения свариваемых деталей в контуре, потокосцепяение иэ меняется и поэтому скомпенсировать ЭДС помехи надежно не удается. Наиболее близким техническим ре шением к изобретению является устойство, содержащее датчики тока напряжения, последовательно соедиенные с ними усилители, переключаель, преобразователь, запоминаквдеё стройство и индикатор 2j. Недостатком известного устройства является низкая точность измерения напряжения при наличии магнитных масс в сварочном контуре. Цель изобретения - повьиаение точности измерения замечет устранения погрешностей/ вызванных деиствием магнитного поля тока. Поставленная цель достигается тем, что между одним из входов преобразователя и усилителем, соединенным с датчиком тока, введен пиковый детектор, вход которого через переключатель подключен к выходам усилителей.. На фиг. 1 изображена блок-схема устройства; на фиг. 2 - осциллограммы основных сигналов. Устройство содержит датчик 1 тока с усилителем 2 и датчик 3 напряжения с усилителем 4, соединенные с переключателем 5, который присоединяет их по выборку и аналоговому входу преобразователя 6 АНАЛОГ-КОД. При подключении усилителя 4 измеряется
амплитуда напряжения, а при подключении усилителя 2 - тока. Кроме того усилитель 2 соединен с входом пикового детектора 7, выход которого присоединен к стартовому входу преобразователя 6. Выход пикового детектора 7 присоединен также ко входу СБРОС запоминающего устройства 8, (имеклхего на выходе индикатор 9.
Устройство работает следующим образом.
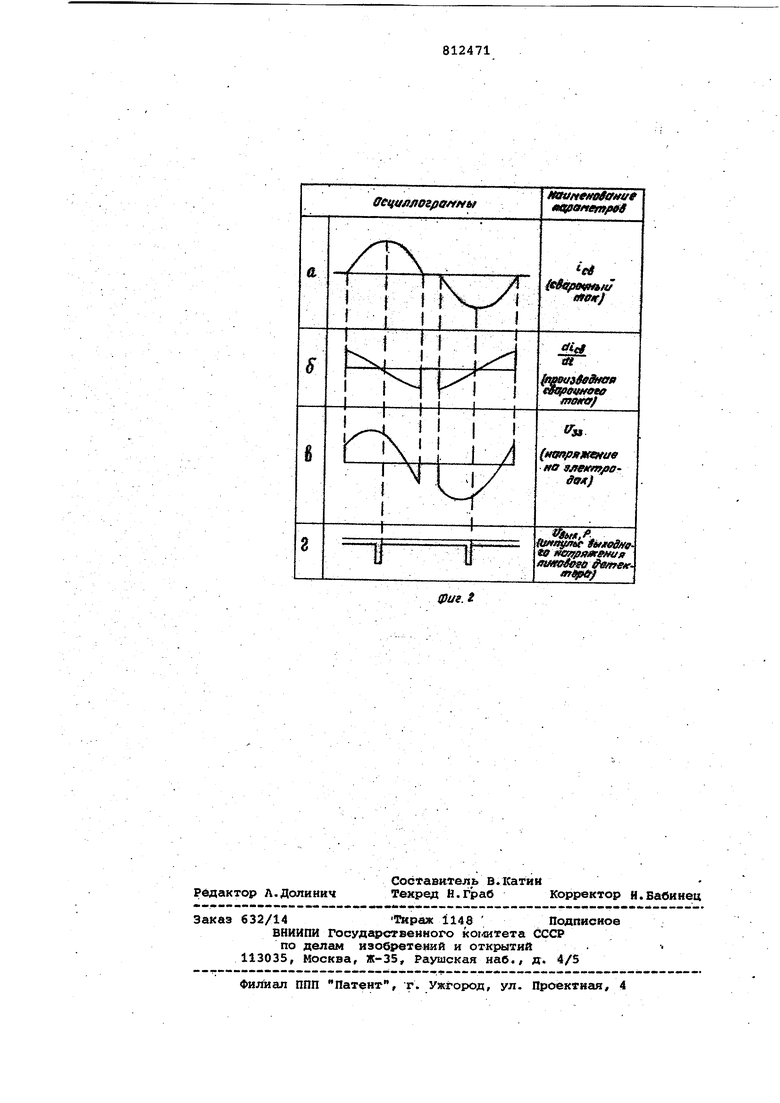
Сигнал датчика 1, пропорциональный мгновенному значению тока, поступает с усилителя 2 на вход пикового детектора 7. На фиг.2а показаны импульсы тока, характерные для машин переменного тока. Сигнал датчика 3 напряжения и услителя 4 отличается от сигнала датчика тока (фиг.2в) . Одной из причин является ЭДС пропорциональная производной сварочного тока (фиг.2б).
Пиковый детектор 7 вырабатывает узкий импульс, соответствующий по времени моменту, когда сварочный ток достиг максимума (фиг.2г). Импульс пикового детектора 7 устанавливает НУЛЬ в запоминакжцем устройстве. По окончании импульса, от заднего фронта запускается преобразователь 6 АНАЛОГ-КОД. В соответствии с уровнем напряжения, действующего на аналоговом входе, вырабатывается кодированная последовательность (или длительность) импульсов, поступающая на запоь«инающее устройство 8 и индикатор 9. Поскольку момент преобразования соответствует максимуму сварочного тока, сигнал помехи равен нулю, так как .производная тока равна нулю фиг.2б) .
В устройстве реализуется автоматический цикл СБРОС старой информации
и ЗАПИСЬ новой, что обеспечивает автоматический режим слежения за текущим значением амплитуды напряжения на электродах или сварочного тока.
Устройство обеспечивает получение информации о параметрах непосредственно в ходе процесса сварки, без прерывания.
Предложенное устройство обеспечивает измерения с сшибкой не превышающей 2%.
Формула изобретения
Устройство для измерения амплитуды напряжения на электродах, содержащее датчики тока и напряжения, последовательно соединенные с ними усилители, переключатель, преобразователь, запогданающее устройство и индикатор, отличающееся тем, что, с целью повышения точности измерения за счет устранения погрешностей, вызванных действием магнитного поля тока, между одним из входов преобразователя и усилителем, соед:ц1ненным с датчиком тока, введен пиковый детектор, вход которого через переключатель подключен к выходам усилителей.
Источники информации, принятые во внимаЦие при экспертизе
М., Маниностроение, 1973, с. 181, 182. .
кл. В 23 К 11/24, 26.04.78.
./
