Изобретение относится к оборудованию для ультразвуковой сварки, а именно для сварки алюминиевых выводов навесных элементов гибридных интегральных схем (ГИС).
Известна установка для приварки проволочных перемычек (выводов), содержащая рабочий столик, сварочную головку.с блоком управления.и механизм контроля прочности сварки, выполненный в виде упругих балочных элементов, осуществляющих нагружение перемычки эталонным усилием.
Известно также устройство для ультразвуковой микросварки, содержащее рабочий столик, сварочную головку с инструментом, ультразвуковой генератор и блоки управления работой генератора и сварочной головкой, снабженное упругим захватом проволочной перемычки и механизмом нагружения ее эталонным усилием.
Наиболее близкой к предлагаемой является установка УЗС.А.
Недостатком известных решений является невозможность контроля прочности соединений в случае сварки ленточных алюминиевых выводов навесных элементов на полиимидном носителе с контактными площадками плат ГИС, поскольку расположение, форма и размеры внешних ленточных выводов затрудняют подведение под вывод упругого захвата.
Цель изобретения - повышение качества сварных соединений алюминиевых ленточных выводов с контактными площадками плат ГИС путем обеспечения возможности контроля прочности соединений в процессе сварки.
Поставленная цель достигается тем, что в установке для ультразвуковой сварки, содержащей рабочий столик, сварочную головку с инструментом и последовательно соединенные со сварочной головкой ультразвуковой генератор, блоки управления работой генератора и сварочной головкой, контрольное устройство пр.оверки прочности выполнено в виде последовательно соединенных между собой встроенного в рабочий столик преобразователя усилия прихватывания инструмента к приваренному выводу в электрический сигнал, усилителя, устройства управления повторным запуском генератора и индикатора качества сварки, при этрм устройство управления соединено вторым своим входом с вторым выходом блока управления генератором, а вторым выходом - с вторым входом блока управления генератором, причем оно выполнено в виде последовательно соединенных между собой входного усилителя.
пикового детектора, переключателя, нормирующего усилителя и блока цифровой инди- кации, а также источника опорного регулируемого напряжения, двух компараторов, устройства выработки сигналов управления и согласующего блока, при этом источник опорного напряжения соединен с одним из входов первого компаратора и через переключатель с нормирующим усили0 телем, второй вход первого компаратора соединен с выходом пикового детектора и одним из входов второго компаратора, другой вход которого соединен с входным уси- лителем, причем выходы обоих
5 компараторов соединены с вторым и третьим входами устройства выработки сигналов управления, а первый вход этого устройства .соединен с согласующим блоком, четвертый вход соединен с блоком цифровой индика0 ции, первый выход соединен с индикатором качества сварки, второй выход соединен с вторым входом блока управления генератором, тре.тий выход соединен с вторым входом пикового детектора, а четвертый выход
5 соединен с вторым входом блока цифровой индикации.
Преимуществом предложенной установки является то, что контроль качества сварки осуществляют автоматически путем
0 измерения усилия отрыва инструмента от приваренного вывода при его отводе после сварки. При достижении эталонного значения усилия отрыва инструмента вырабатывается сигнал управления для повторного
5 запуска УЗ-генератора, что приводит к отделению инструмента от вывода и обеспечивает постоянство контрольного усилия. В этом случае не требуется вводить упругий захват вывода, что для внешних ленточных выво0 дов было бы технически неосуществимо.
На фиг. 1 показана структурная схема
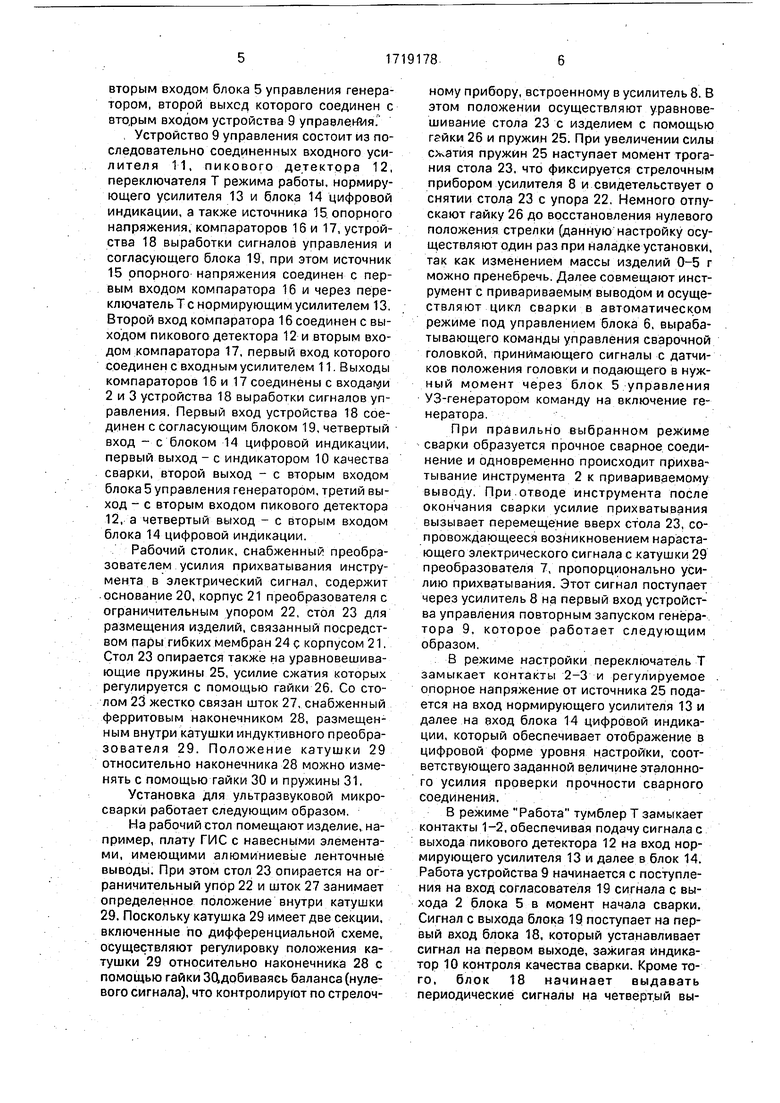
установки; на фиг. 1 - структурная схема
устройства управления повторным запу ском УЗ-генератора; на фиг. 3- конструкция
5 рабочего столика с встроенным преобразователем усилия прихватывания инструмента в электрический сигнал.
Установка содержит, рабочий столик 1, сварочный инструмент 2, сварочную головку
0 3, соединенные с ней последовательно ультразвуковой генератор 4, блок 5 управления генератором и блок б управления сварочной головкой. В рабочий столик 1 встроен преобразователь 7 усилия прихватки инстру5 мента в электрический сигнал, последовательно соединенный с усилителем 8, устройством 9 управления повторным запуском генератора и индикатором 10 контроля качества сварки, при этом второй выход устройства 9 управления соединен с
вторым входом блока 5 управления генератором, второй выхсд которого соединен с вторым входом устройства 9 управления.
, Устройство 9 управления состоит из последовательно соединенных входного усилителя 11, пикового детектора 12, переключателя Т режима работы, нормирующего усилителя 13 и блока 14 цифровой индикации, а также источника 15. опорного напряжения, компараторов 16 и 17, устройства 18 выработки сигналов управления и согласующего блока 19, при этом источник 15 опорного напряжения соединен с первым входом компаратора 16 и через переключатель Т с нормирующим усилителем 13. Второй вход компаратора 16 соединен с выходом пикового детектора 12 и вторым входом компаратора 17, первый вход которого соединен с входным усилителем 11. Выходы компараторов 16 и 17 соединены с входами 2 и 3 устройства 18 выработки сигналов управления. Первый вход устройства 18 соединен с согласующим блоком 19, четвертый вход - с блоком 14 цифровой индикации, первый выход - с индикатором 10 качества сварки, второй выход - с вторым входом блока 5 управления генератором, третий выход - с вторым входом пикового детектора 12, а четвертый выход - с вторым входом блока 14 цифровой индикации.
Рабочий столик, снабженный преобразователем усилия прихватывания инструмента в электрический сигнал, содержит основание 20, корпус 21 преобразователя с ограничительным упором 22, стол 23 для размещения изделий, связанный посредством пары гибких мембран 24 с корпусом 21. Стол 23 опирается также на уравновешивающие пружины 25, усилие сжатия которых регулируется с помощью гайки 26. Со столом 23 жестко связан шток 27, снабженный ферритовым наконечником 28, размещенным внутри катушки индуктивного преобразователя 29. Положение катушки 29 относительно наконечника 28 можно изменять с помощью гайки 30 и пружины 31,
Установка для ультразвуковой микросварки работает следующим образом.
На рабочий стол помещают изделие, например, плату ГИС с навесными элементами, имеющими алюминиевые ленточные выводы. При этом стол 23 опирается на ограничительный упор 22 и шток 27 занимает определенное положение внутри катушки 29, Поскольку катушка 29 имеет две секции, включенные по дифференциальной схеме, осуществляют регулировку положения катушки 29 относительно наконечника 28 с помощью гайки Зйдобиваяеь баланса (нулевого сигнала), что контролируют по стрелочному прибору, встроенному в усилитель 8. В этом положении осуществляют уравновешивание стола 23 с изделием с помощью гайки 26 и пружин 25. При увеличении силы сжатия пружин 25 наступает момент трога- ния стола 23, что фиксируется стрелочным прибором усилителя 8 и свидетельствует о снятии стола 23 с упора 22, Немного отпускают гайку 26 до восстановления нулевого положения стрелки (данную настройку осуществляют один раз при наладке установки, так как изменением массы изделий 0-5 г можно пренебречь. Далее совмещают инструмент с привариваемым выводом и осуществляют цикл сварки в автоматическом режиме под управлением блока 6, вырабатывающего команды управления сварочной головкой, принимающего сигналы с датчиков положения головки и подающего в нужный момент через блок 5 управления УЗ-генератором команду на включение генератора.
При правильно выбранном режиме сварки образуется прочное сварное соединение и одновременно происходит прихватывание инструмента 2 к привариваемому выводу. При.отводе инструмента после окончания сварки усилие прихватывания вызывает перемещение вверх стола 23, сопровождающееся возникновением нарастающего электрического сигнала с катушки 29 преобразователя 7, пропорционально усилию прихватывания. Этот сигнал поступает через усилитель 8 на первый вход устройства управления повторным запуском генератора 9, которое работает следующим образом.
: В режиме настройки переключатель Т замыкает контакты 2-3 и регулируемое опорное напряжение от источника 25 подается на вход нормирующего усилителя 13 и далее на вход блока 14 цифровой индикации, который обеспечивает отображение в цифровой форме уровня настройки, соответствующего заданной величине эталонного усилия проверки прочности сварного соединения,
В режиме Работа тумблер Т замыкает контакты 1-2, обеспечивая подачу сигнала с выхода пикового детектора 12 на вход нормирующего усилителя 13 и далее в блок 14. Работа устройства 9 начинается с поступления на вход согласователя 19 сигнала с выхода 2 блока 5 в момент начала сварки. Сигнал с выхода блока 19 поступает на первый вход блока 18, который устанавливает сигнал на первом выходе, зажигая индикатор 10 контроля качества сварки. Кроме того, блок 18 начинает выдавать периодические сигналы на четвертый выход, подаваемые на вход 2 блока 14, обеспечивая периодическое преобразование в цифровую форму подаваемого на его первый вход напряжения с блока 13.
При отводе инструмента происходит нарастание сигнала, поступающего с преобразователя 7 через усилитель 8 на вход блока 11. С выхода блока 11 нарастающий сигнал подается на первый вход пикового детектора 12, на котором запоминается максимальная амплитуда входного сигнала. Кроме того, сигнал с выхода блока 11 поступает на первый вход второго компаратора 17. С выхода пикового детектора 12 нарастающий сигнал поступает на второй вход компаратора 16, на второй вход компаратора 17, а также через нормирующий усилитель 13 на блок 14. На первом компараторе 1 б нарастающий сигнал с выхода пикового детектора 12 сравнивается с уровнем сигнала, поступающего на первый вход компаратора 16 от источника 15 опорного напряжения. При этом как только амплитуда на втором входе компаратора 16 превысит значение сигнала, подаваемого на его первый вход, компаратор 16 выдает на выходе сигнал, поступающий на вход 3 блока 18. При этом снимается сигнал с первого выхода блока 18, гаснет индикатор контроля 10 и выдается сигнал на выходе 2 блока 18, который поступает на второй вход блока 5 для повторного запуска генератора, Повторный импульс УЗ-колебаний вызывает отрыв сварочного инструмента от вывода. При этом начинается спад выходного сигнала с блока 11, что приводит к срабатыванию второго компаратора 17, который определяет момент начала спада входного сигнала, подаваемого на его первый вход, по отношению к уровню сигнала, запомненного пиковым детектором 12, подаваемым на его второй вход. После срабатывания компаратора 17 сигнал с его выхода поступает на второй вход блока 18. Блок 18 выдает последний импульсный сигнал на четвертый выход, поступающий на вход 2 блока. 14, в котором производится последнее преобразование значения входного напряжения в цифровой код, отражающий значение максимальной амплитуды сигнала, запомненной пиковым детектором. По окончании преобразования блок 14 выдает сигнал, поступающий на вход блока 18. Блок 18, получив этот сигнал, вырабатывает сигнал на третий выход 3, поступающий на второй вход пикового детектора 12 и этим сигналом сбрасывает значение запомненной амплитуды сигнала, подготавливая его к приему нового сигнала. На этом схема останавливает свою работу до следующего запуска блока 5. На индикаторах блока 14 сохраняется информация, отражающая максимально достигнутое усилие при отрыве инструмента от приваренного вывода. Если усилие прихватки достигает
заданного эталонного значения, то в результате повторного запуска УЗ-геиератора значение усилия отрыва стабилизируется вблизи эталонного значения т. е. блок цифровой индикации выдает запомненное зна0 чение, мало отличающееся от эталонного (заданного). Так, настройка устройства на эталонную величину прочности сварного соединения 25 сН позволяет испытать каждое сварное соединение этим усилием прихват5 ки инструмента (разброс не превышает 5%).
При этом индикатор 10 контроля качества
сварки гаснет в конце каждого цикла сварки.
В случае получения некачественного
сварочного соединения с прочностью, мень0 шей заданной, или при отсутствии требуемого уровня прихватки вследствие нарушения процесса сварки компаратор 16 не срабатывает и на первый выход блока 18 выдается сигнал, обеспечивающий индика5 цию брака (горит красная лампа).
Пример. Предложенная установка реализована на базе установки УЗСМ-2,5 при сварке алюминиевых ленточных выводов шириной 300 мкм, толщиной 30 мкм с
0 контактными площадками тонкопленочных плат ГИС. Применяли инструмент с диаметром рабочей поверхности 140 мкм с крестообразной канавкой. Средняя прочность сварных соединений составляла 50-55 сН,
5 контрольное усилие прихватки инструмента при нормальной работе ограничивалось на уровне 25 сН.Технический эффект от применения предложенной установки для ультразвуковой микросварки состоит в
0 повышении .надежности сварных соединений за счет 100%-го контроля их прочности эталонным усилием без снижения производительности процесса при сварке алюминиевых ленточных выводов элементов на
5 полиимидном носителе.
Формула изобретения 1. Установка для ультразвуковой микросварки, содержащая рабочий стол, сварочную головку с инструментом и
0 последовательно соединенные со сварочной головкой ультразвуковой генератор, блоки управления работой генератора и сварочной головкой, а также контрольное устройство проверки прочности сварного
5 соединения эталонным усилием, отличающаяся тем, что, с целью повышения качества и надежности сварных соединений путем обеспечения возможности контроля прочности соединений ленточных алюминиевых выводов элементов на полиимидном
носителе, контрольное устройство проверки прочности выполнено в виде последова- тельно соединенных между собой преобразователя усилия прихватывания инструмента к приваренному выводу в электрический сигнал, который кинематически связан с рабочим столом, усилителя, устройства управления повторным запуском генератора и индикатора качества сварки, устройство управления повторным запуском генератора соединено вторым своим входом с вторым выходом блока управления генератором, а вторым выходом - с вторым входом блока управления генератором, устройство управления повторным запуском генератора выполнено в виде последовательно соединенных между собой входного усилителя пикового детектора, переключателя, нормирующего усилителя и блока цифровой индикации, источника опорного регулируемого напряжения, двух компараторов, устройства выработки сигналов управления и согласующего блока, при этом источник опорного напряжения соединен с одним из входов первого компаратора и через переключатель - с нормирующим усилителем, второй вход первого компаратора соединен с выходом пикового детектора и одним из входов второго компаратора, другой вход которого соединен с входным усилите5 ле , причем выходы обоих компараторов соединены с вторым и третьим входами устройства выработки сигналов управления, а первый вход этого устройства соединен с согласующим блоком, четвертый вход сое0 динен с блоком цифровой индикации, первый выход соединен с индикатором качества сварки, второй выход соединен с вторым входо м блока управления генератором, третий выход соединен с вторым вхо5 дом пикового детектора, а четвертый выход соединен с вторым входом блока цифровой индикации.
2. Установка по п. 1, от л и ч а ю щ а я- с я тем, что рабочий столик подпружинен,
0 установлен с возможностью перемещения и снабжен датчиком перемещения, упругий элемент преобразователя усилия в электрический сигнал, выполнен в виде двух мембран, а датчик перемещения столика
5 выполнен бесконтактным, например, индуктивным.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества ультразвуковой микросварки | 1988 |
|
SU1574406A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |


Изобретение относится к ультразвуковой сварке и может быть использовано в электронной и других отраслях промышленности при монтаже алюминиевых ленточных выводов элементов на платы гибридных схем и микросборок. Цель изобретения - повышение качества и надежности сварных соединений путем обеспечения возможности контроля прочности соединений ленточ- ных алюминиевых выводов навесных элементов с контактными площадками плат в процессе сварки. Установка, содержащая рабочий столик, сварочную головку с инструментом, ультразвуковой генератор, блоки управления работой генератора и сварочной головкой, снабжена контрольным устройством проверки прочности сварочного со- единения эталонным усилием, выполненным в виде последовательно соединенных между собой встроенного в рабочий столик преобразователя усилия прихватывания инструмента к приваренному выводу в электрический сигнал, усилителя, устройства управления повторным запуском генератора и индикатора качества сварки, причем устройство управления соединено вторым своим входом со вторым выходом блока управления генератором, а вторым выходом - со вторым входом блока управления генератором. Устройство управления повторным запуском генератора выполнено в виде последовательно соединенных между собой входного усилителя, пикового детектора, переключателя, нормирующего усилителя и блока цифровой индикации, а также источника опорного регулируемого напряжения, двух компараторов, устройства выработки сигналов управления и согласующего блока. Преимуществом установки является то, что контроль качества осуществляют автоматически путем использования усилия прихватывания инструмента к привариваемому выводу при отводе инструмента после сварки. При достижении эталонного усилия отрыва инструмента вырабатывается сигнал управле ния для повторного запуска УЗ-генератора, что приводит к отделению инструмента от вывода и обеспечивает постоянство контрольно го усилия. В этом случае не требуется вводить упругий захват вывода, что для внешних ленточных выводов было бы технически неосуществимо. 1 з. п. ф-лы, 3 ил. Ч ю ч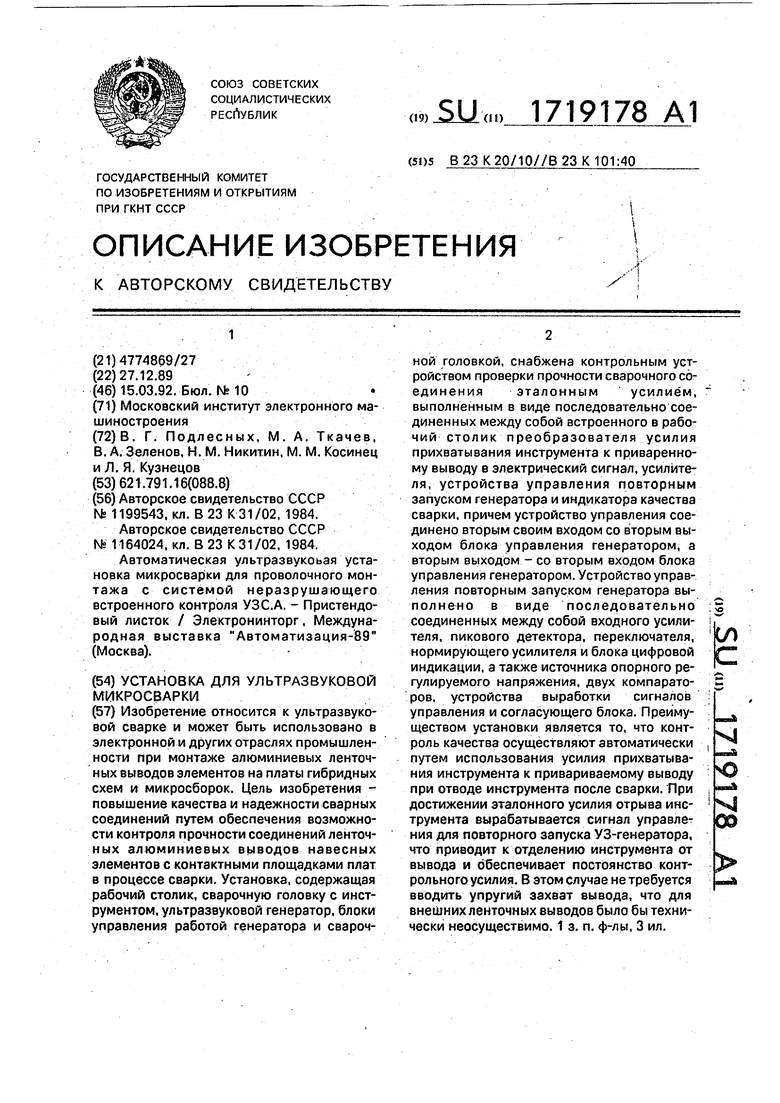
8
L ЈMX°U L Ъ&ход2
Входе jr
ЬьшдЈ
Ю
Фш.4
М
I
22
Фиг.з
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматическая ультразвуковая установка микросварки для проволочного монтажа с системой неразрушающего встроенного контроля УЗС.А | |||
| - Пристендо- вый листок / Электронинторг, Международная выставка Автоматизация-89 (Москва). | |||
