Изобретение относится к машиностроению и может быть использовано при шлифовании и полировании сложных пространственных поверхностей замкнутыми абразивными лентами в .частности для замены изношенной абразивной ленты на шпинделе пневматической или электрической дрели.
В ииструментальнызс цехах предпри-. ятий значительную долю штампов и пресс-форм обрабатывают ручными пневматическими или электрическими дрелями, несущими на шпинделе ролик,.на энешем диаметре которого надета абраёивная лента.
i Из-за интенсивного износа абра31фную ленту необходимо часто заменять, что связано с трудоекжой операцией надевания ленты на цилиндрическую основу .
Для обеспечения возможности Автоматизированной замены изношенной абразивной ленты устройство для надевания абразивной ленты на цилиндрическую основу включает трубу с лентой установленную в корпусе. Внутри трубы расположена гильза с шарнирно закрепленным на ней ножом и взаимодей|ствуюиая со штоком, который кинематически, связан двухплечим рычагом
с прижимным роликом, контактирующим -с абразивной лентой на трубе.
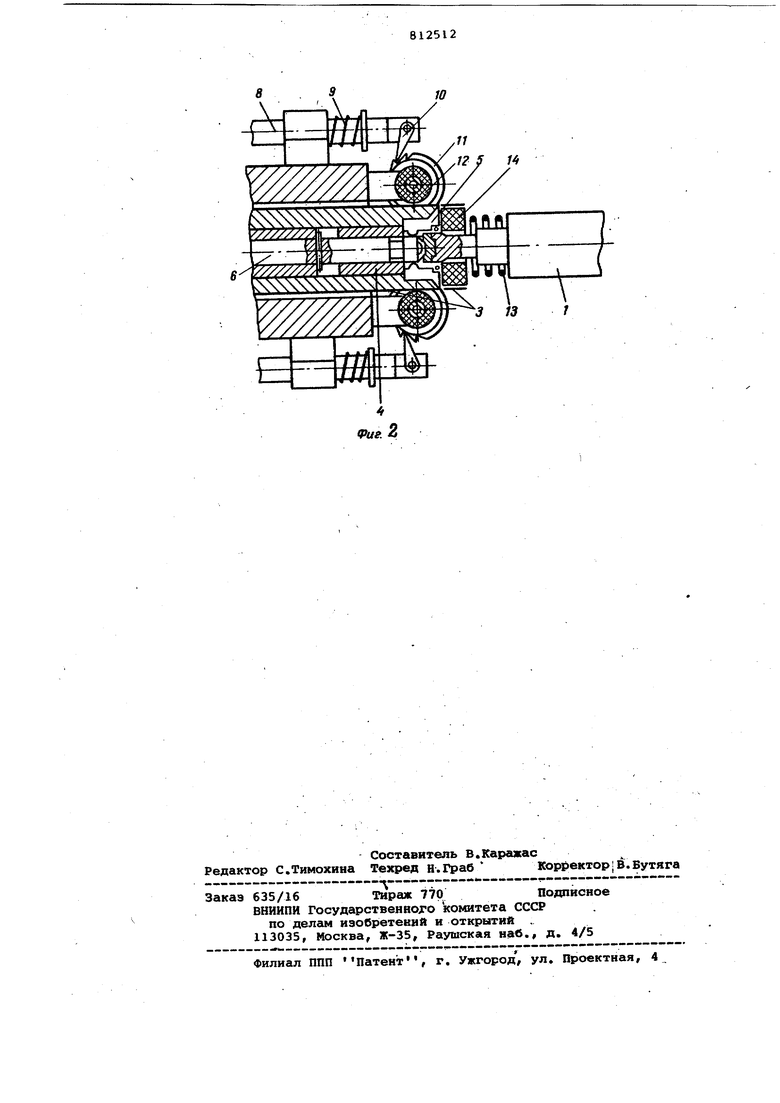
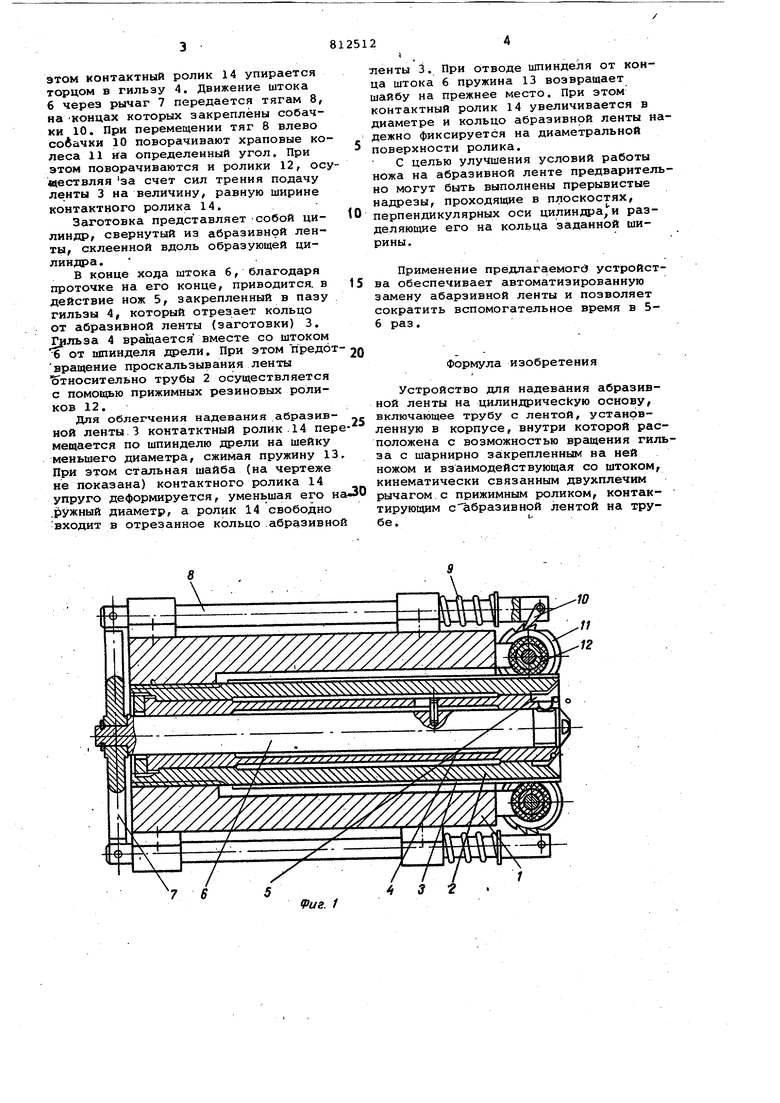
На фиг. 1 схематически изображено устройство для надевания абразивной ленты; на фиг. 2 - схема надевания .абразийной ленты на диаметральную поверхность ролика дрели.
Устройство для надевания абразивной ленты на цилиндрическую основу (диаметральную поверхность ролика дрели) включает корпус 1, внутри которого установлена труба 2 с абразивной лентой 3 на ее влешнем диаметре. Внутри трубы 2 установлена с возможностью вращения гильза 4 с шарнирно закрепленным на ней ножом
5,при этом гильза 4 взаимодействует со штоком б, который, в свою очередь кинематически связан двухплечим рычагом 7 тяги 8 через пружину 9, србачТГу 10 и храповое колесо 11 с прижимным роликом 12, контактирующим с абразивной лентой 3 на трубе 2.
Устройство работает следующим образом.
Для надевания нового абразивного кольца концом корпуса 1 дрели через пружину 13 нажимают на конец штока
6,который перемещается влево до упора штифта в конец паза . При этом контактный ролик 14 упирается торцом в гильзу 4. Движение штока 6 через рычаг 7 передается тягам 8, наКонцах которых закреплены собачки 10. При перемещении тяг В влево собачки 10 поворачивают храповые колеса 11 на определенный угол. При этом поворачиваются и ролики 12, осу ществляя за счет сил трения подачу ленты 3 на величину, равную ширине контактного ролика 14, Заготовка представляет собой цилиндр, свернутый из абразивной лен ты, склеенной вдоль образующей цилиндра. В конце хода штока 6, благодаря проточке на его конце, приводится, в действие нож 5, закрепленный в пазу гильзы 4, который отрезает кольцо от абразивной ленты (заготовки) 3. Грльза 4 вра1цается вместе со штоком 6 от шпинделя дрели. При этомпредо вращение проскальзывания ленты Относительно трубы 2 осуществляется с помощью прижимных резиновых роликов 12. Для облегчения надевания абразивной ленты 3 контатктный ролик 14 пер мещается по шпинделю дрели на шейку меньшего диаметра, сжиМая пружину 13 При этом стальная шайба (на чертеже не показана) контактного ролика 14 упруго деформируется, уменьшая его н .ружный диаметр, а ролик 14 свободно входит в отрезанное кольцо абразивно ленты 3. При отводе шпинделя от конца штока 6 пружина 13 возвращает шайбу на прежнее место. При этом контактный ролик 14 увеличивается в диаметре и кольцо абразивнрй ленты надежно фиксируется на диаметральной поверхности ролика. С целью улучшения условий работы ножа на абразивной ленте предварительно могут быть выполнены прерывистые надрезы, проходящие в плоскостях, перпендикулярных оси цилиндрами разделяющие его на кольца заданной ширины. Применение предлагаемого устройства обеспечивает автоматизированную замену абарзивной ленты и позволяет сократить вспомогательное время в 56 раз. Формула изобретения Устройство для надевания абразивной ленты на цилиндpичeckyю основу, включающее трубу с лентой, установленную в корпусе, внутри которой расположена с возможностью вращения гильза с шарнирно за1крепленным на ней ножом и взаимодействующая со штоком, кинематически связанным двухплечим рычагом с прижимным роликом, контактирующим с абразивной лентой на трубе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для надевания абра-зиВНОй лЕНТы | 1977 |
|
SU812511A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1984 |
|
SU1223310A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1646828A1 |
| Автомат для штамповки, надевания и обкатки алюминиевых колпачков на предварительно укупоренные картонным капсюлем бутылки | 1958 |
|
SU122685A1 |
| Устройство для нарезки сортировки прививочного материала | 1976 |
|
SU573140A1 |
| Автомат для мерной резки проволоки | 1983 |
|
SU1169783A1 |
| Автомат для ротационного обжатия | 1990 |
|
SU1814959A1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
| Устройство для замены малогабаритных абразивных кругов | 1977 |
|
SU743838A1 |
| Прибор для измерения кривизны буровых скважин | 1975 |
|
SU699164A1 |