Оба указанных объекта заявляемой группы изобретений относятся к оборудованию для производства теплообменных элементов соответствующих аппаратов на установках для спирального оребрения длинномерных материалов преимущественно цилиндрической формы в нормальном сечении, например труб, точнее - к способу осевого вращения и продольного перемещения подаваемых для спирального оребрения труб и к устройствам в составе указанных установок для осуществления упомянутого способа, направлено на повышение надежности и эффективности заявляемых объектов в эксплуатации, упрощение управления процессом и оборудованием для спирального оребрения труб и расширение их технологических возможностей.
Известные установки для спирального оребрения труб содержат кроме сваривающей головки, не являющейся объектом правовой защиты в заявляемой группе изобретений, и другие не менее важные узлы - устройства для осевого вращения и продольного перемещения труб в процессе их спирального оребрения, которые могут существенно отличаться по конструкции и по способу функционирования в процессе эксплуатации и в значительной степени определять эффективность установок для спирального оребрения труб.
Так, известна установка для спирального оребрения труб, реализующая способ осевого вращения и продольного перемещения труб в процессе их оребрения, который заключается в том, что передний конец подаваемой для оребрения трубы проводят через установленную неподвижно сваривающую головку, захватывают и обжимают его в устройстве, снабженном приводом вращения соосно с оребряемой трубой и связанном с приводом его перемещения вдоль оси трубы в процессе ее оребрения, а после закрепления на трубе конца металлической ленты для формирования ребер одновременно включают в работу сваривающую головку и упомянутые приводы осевого вращения и продольного перемещения трубы. Этот известный способ осевого вращения и продольного перемещения труб в процессе их оребрения реализован в установке для спирального оребрения труб с помощью устройства, содержащего вращаемый от привода шпиндель с зажимным патроном, смонтированные по установленной в направляющих платформе, перемещаемой отдельным приводом по упомянутым направляющим вдоль оси трубы в процессе ее спирального оребрения (см. патенты Великобритании №1228979 и 1228980, МКИ: В 21 С 37/22, 1968).
Недостатки рассмотренных выше способа осевого вращения и продольного перемещения труб в известной установке для их спирального оребрения и устройства для реализации указанного способа в составе этой известной установки заключаются в следующем:
- длина участка непрерывного спирального оребрения труб ограничена длиной направляющих для перемещения платформы, несущей шпиндель с зажимным патроном;
- повышенные требования к точности укладки и жесткости монтажа направляющих для перемещения упомянутой платформы с точки зрения обеспечения стабильности относительного взаимного расположения сваривающей головки и трубы в процессе ее оребрения, нарушение которой может вызвать колебания шага навивки ребер по длине трубы и привести к нарушению теплотехнических характеристик оребренной трубы;
- циклические перегибы силовых кабелей и шлангов подвода к механизмам управляющей среды, их трение в процессе возвратно-поступательного перемещения платформы об элементы конструкции установки ускоряют физический износ упомянутых кабелей и шлангов и выход их из строя, что снижает надежность и долговечность установки в эксплуатации;
- сложность синхронизации работы раздельных приводов осевого вращения и продольного перемещения труб в процессе их спирального оребрения и невозможность плавного изменения скорости их продольного перемещения не обеспечивают высокую точность выполнения заданного шага оребрения, и тем более не могут обеспечить его заданное плавное изменение на конкретном участке в пределах длины оребряемой части трубы.
Эти недостатки относятся, в основном, к устройству в составе рассмотренной установки для спирального оребрения труб, реализующему указанный известный способ осевого вращения и продольного перемещения труб в процессе их спирального оребрения.
Некоторые из отмеченных недостатков исключает другая известная установка для спирального оребрения труб, реализующая способ осевого вращения и продольного перемещения труб в процессе их оребрения, который заключается в том, что подаваемые для спирального оребрения трубы вводят в сваривающую головку установки по оси их перемещения в процессе оребрения между приводными обжимными роликами, устанавливают угол наклона оси вращения роликов для выполнения заданного шага навивки ребер, обжимают трубу упомянутыми роликами и после закрепления на ней конца подаваемой для формирования ребер металлической ленты одновременно включают в работу сваривающую головку и привод вращения прижимных роликов, обеспечивающих осевое вращение трубы и ее продольное перемещение со скоростью в соответствии с установленным углом наклона их оси относительно продольной оси подаваемой для оребрения трубы. В рассматриваемой установке для спирального оребрения труб этот способ осевого вращения и продольного перемещения труб реализуется с помощью устройства, в котором на неподвижном основании вместе с регулируемой сваривающей головкой жестко закреплен регулируемый узел поворота (вращения) и продольного перемещения трубы, представляющий собой закрепляемый на основании с помощью регулируемого блока каркас, на котором закреплены три ролика, размещенных под одинаковым углом к продольной оси подаваемой для оребрения трубы. Каждый ролик имеет два контактирующих с трубой участка на его концах, поверхность контакта которых с оребряемой трубой для увеличения трения может быть выполнена с накаткой. Оси всех роликов закреплены каждая на отдельном опорном элементе, позволяющем изменять угол наклона оси относительно продольной оси подаваемой для оребрения трубы и фиксировать ее в требуемом для оребрения положении. Один из роликов, преимущественно верхний, установлен с возможностью регулировки положения его оси относительно подаваемой для оребрения трубы, что позволяет изменять усилие обжатия трубы всеми тремя роликами. Ось каждого ролика карданным валом соединена с соответствующим валом раздаточной коробки общего силового привода (см. патент США №3377459, НКл 219-107, 1967).
Рассмотренный способ осевого вращения и продольного перемещения труб в процессе их спирального оребрения и устройство для его осуществления в составе рассмотренной известной установки не ограничивают длину оребряемого участка труб, обеспечивают стабильность относительного взаимного расположения сваривающей головки и устройства осевого вращения и продольного перемещения труб в процессе их спирального оребрения и достаточно четкую синхронизацию осевого вращения труб и их продольного перемещения. Однако рассмотренные выше способ осевого вращения и продольного перемещения труб в процессе их спирального оребрения и устройство для его осуществления в составе рассмотренной известной установки тоже не позволяют изменять шаг оребрения трубы без остановки процесса и тем более выполнять оребрение с переменным плавно изменяющимся шагом в пределах длины оребрения на отдельной трубе. К тому же, рассмотренная установка по указанному патенту США обладает еще одним едва ли не самым значительным недостатком, ограничивающим ее технологические возможности, который заключается в следующем. Увеличение теплообменной поверхности труб со спиральным оребрением при прочих равных условиях предполагает необходимость повышения плотности навивки ребер, т.е. уменьшения их шага. Это требует соответствующего уменьшения угла разворота осей обжимных роликов относительно продольной оси оребряемой трубы. Увеличение диаметра оребряемой трубы при сохранении высокой плотности навивки ребер предполагает необходимость дополнительного угла разворота осей обжимных роликов, и при определенных значениях параметров оребряемой трубы указанный угол разворота осей обжимных роликов может оказаться сопоставимым с допуском на угол разворота осей упомянутых роликов. В этом случае регулировка устройства осевого вращения и продольного перемещения труб в процессе их спирального оребрения на нужный шаг выполнения ребер становится весьма сложной и трудоемкой операцией. Даже незначительная неточность установки угла разворота осей прижимных роликов в пределах установленного поля допусков может вызвать проскальзывание роликов, неточность выполнения шага навивки ребер и в результате привести к ухудшению теплотехнических характеристик оребренной трубы и даже к браку готовой продукции. Для упрощения настройки на заданный шаг навивки ребер потребуется значительное усложнение механизма точной регулировки угла разворота осей обжимных роликов относительно продольной оси оребряемой трубы.
Наиболее близкими по техническому существу к заявляемым объектам - способ осевого вращения и продольного перемещения труб в процессе их спирального оребрения и устройство для осуществления способа в составе соответствующей установки - являются "способ подачи материала с использованием момента вращения и устройство для его осуществления" по патентной заявке Японии №44-66005 от 22.08.69 г., акцептованная заявка №49-5111 от 05.02.74 г., МКИ В 21 С 37/22.
Этот известный способ осевого вращения и продольного перемещения подаваемых для спирального оребрения труб заключается в том, что трубы подают через шарнирно установленный на опорах барабан по оси его вращения, обжимают по их боковой поверхности опорными поверхностями двух групп прижимных роликов, шарнирно закрепленных в полости барабана вокруг оси его вращения, обеспечивают регулировку усилия обжатия труб для передачи необходимого для их спирального оребрения крутящего момента при вращении барабана от привода, который для этого включают одновременно с приводом отдельного механизма продольного перемещения труб. Этот способ реализуется с помощью устройства в составе установки для спирального оребрения труб, которое включает шарнирно установленный на опорах с возможностью вращения от привода вокруг собственной оси барабан, полость которого открыта с обеих торцевых сторон для подачи через барабан по его оси предназначенных для спирального оребрения труб, две группы прижимных роликов, шарнирно установленных в полости барабана и расположенных в каждой группе вокруг оси вращения барабана, а собственные оси вращения роликов обеих групп лежат в плоскости, перпендикулярной оси вращения барабана, при этом ролики каждой из упомянутых групп установлены в барабане с возможностью их перемещения относительно оси барабана от управляемого нажимного устройства с регулировкой усилия прижатия опорной поверхности роликов к боковой поверхности труб и передачи необходимого для их спирального оребрения крутящего момента при вращении барабана, а также механизм продольного перемещения труб с автономным регулируемым приводом.
Недостатки реализуемых по указанной заявке Японии способа осевого вращения и продольного перемещения труб и устройства для реализации этого способа в составе установки для спирального оребрения труб заключаются в следующем:
- длина непрерывного спирального оребрения меньше общей длины подаваемой для оребрения трубы не только на обязательные свободные от оребрения концевые технологические участки, но еще по крайней мере на полную длину барабана, причем этот участок в хвостовой части оребренной трубы требует его отделения и удаления в обрезь или утилизацию другим образом, что предполагает дополнительную обработку трубы после ее оребрения, сопряжено с дополнительными трудовыми и энергетическими затратами, снижающими эффективность производства;
- сложность синхронизации приводов радиальных механизмов осевого вращения барабана и продольного перемещения подаваемой для оребрения трубы, что затрудняет выполнение ее оребрения с заданным шагом и не гарантирует обеспечение заданных теплотехнических параметров готовой продукции, усложняет управление процессом спирального оребрения и самой установкой;
- необходимость регулировки усилия обжатия изменением положения каждого прижимного ролика относительно оребряемой трубы при изменении ее типоразмера (диаметра), что усложняет обслуживание, снижает производительность процесса и его эффективность;
- невозможность выполнять оребрение с переменным плавно изменяющимся шагом в пределах длины оребрения на отдельной трубе, что ограничивает технологические возможности устройств для реализации указанного способа в составе установок для спирального оребрения труб и самих установок в целом.
Оба объекта заявляемой группы изобретений направлены на решение общей задачи: устранить отмеченные недостатки их ближайших аналогов, упростить выполнение отдельных операций процесса, повысить эффективность обоих объектов и в целом установки для спирального оребрения труб при реализации в ней заявляемых объектов.
Единый технический результат, который может быть получен при осуществлении заявляемой группы изобретений - упрощение управления процессом осевого вращения и продольного перемещения труб и устройством для его реализации в составе установки для спирального оребрения, установление требуемого шага навивки ребер изменением с высокой точностью осевой подачи труб, плавное изменение шага навивки ребер на конкретном участке в пределах длины оребряемой части трубы, т.е. расширение технологических возможностей.
Указанный единый технический результат при осуществлении заявляемой группы изобретений по объекту изобретения "способ" достигается тем, что при осуществлении известного способа осевого вращения и продольного перемещения подаваемых для спирального оребрения труб, при котором трубы подают через шарнирно установленный на опорах барабан по оси его вращения, обжимают по их боковой поверхности опорными поверхностями двух групп прижимных роликов, обеспечивают регулировку усилия обжатия и передачу трубам необходимого для их спирального оребрения крутящего момента при вращении барабана от привода с одновременным или раздельным включением привода механизма продольного перемещения труб, в соответствии с данным изобретением одной из указанных групп прижимных роликов осуществляют обжатие боковой поверхности труб дозированным усилием, достаточным только для центрирования труб по оси вращения барабана, второй группой прижимных роликов осуществляют силовое обжатие труб по их боковой поверхности, обеспечивают создание на их контактных поверхностях несколько меньше предела текучести материала труб и используют эту группу роликов как для передачи трубам крутящего момента при вращении барабана, так и в качестве механизма продольного перемещения труб, для чего к прижимным роликам этой группы прикладывают необходимый для их вращения вокруг собственной оси крутящий момент, и передачи трубам усилия для их продольной подачи. Единый технический результат при осуществлении заявляемого способа достигается также тем, что указанное обжатие труб осуществляют всеми роликами обеих групп одновременно отдельным для каждой группы роликов нажимным устройством от общего управляемого силового исполнительного механизма. Еще указанный единый технический результат при осуществлении заявляемого способа достигается тем, что осевое вращение подаваемых для спирального оребрения труб при вращении барабана и/или продольное перемещение указанных труб осуществляют с разных выходов одного дифференциального привода.
Действительно, указанные выше особенности осуществления заявляемого "способа" исключают осевое биение хвостовой части подаваемой для спирального оребрения трубы за счет ее центрирования по оси барабана одной группой прижимных роликов и появление значительных изгибающих моментов в зоне силового обжатия трубы второй группой прижимных роликов, которые могут вызывать проскальзывание последних, нарушить равномерность осевого вращения трубы или ее продольной подачи, а значит и параметров выполняемого оребрения вплоть до появления брака готовой продукции, и даже вызвать разрушение сварного стыкового шва при использовании для оребрения составных сваренных по длине труб, упрощает совмещение второй упомянутой группой прижимных роликов функций осевого вращения трубы и передачи ей усилия для продольного перемещения с заданной скоростью. Обжатие подаваемых для спирального оребрения труб всеми роликами обеих групп одновременно от общего управляемого силового исполнительного механизма упрощает управление процессом спирального оребрения, снижает потери времени на выполнение подготовительных операций и повышает эффективность процесса. Осуществление осевого вращения и продольного перемещения подаваемых для спирального оребрения труб от одного дифференциального привода с двумя выходами упрощает управление процессом, позволяет устанавливать осевую подачу трубы (или шаг навивки ребер) практически любой величины с заданной точностью, не зависящей от параметров трубы, позволяет плавно изменять шаг навивки ребер на заданном участке в пределах длины оребряемой части трубы, что расширяет технологические возможности процесса.
Указанный единый технический результат при осуществлении заявляемой группы изобретений по объекту изобретения "устройство" достигается тем, что в известном устройстве для осевого вращения и продольного перемещения труб в составе установок для их спирального оребрения, включающем шарнирно установленный на опорах с возможностью вращения от привода вокруг собственной оси барабан, полость которого открыта с обеих торцевых сторон для подачи через барабан по его оси предназначенных для спирального оребрения труб, две группы прижимных роликов, шарнирно установленных в полости барабана и расположенных в каждой группе вокруг оси вращения барабана, а собственные оси вращения прижимных роликов обеих групп лежат в плоскости, перпендикулярной оси вращения барабана, при этом ролики каждой из упомянутых групп установлены в барабане с возможностью их перемещения относительно оси барабана от управляемого нажимного устройства с регулировкой усилия прижатия опорной поверхности роликов к боковой поверхности труб для передачи необходимого для их спирального оребрения крутящего момента при вращении барабана, а также механизм продольного перемещения труб с автономным регулируемым приводом, - в соответствии с данным изобретением корпус барабана выполнен составным из нескольких частей, расположенных соосно и жестко соединенных между собой стяжками и другими деталями крепления, опорные подщипники закреплены у концов центральной части корпуса барабана, выполненной с окнами в ее боковой стенке для доступа к упомянутым стяжкам при сборке и разборке корпуса и на этой части корпуса закреплена ведомая звездочка передачи крутящего момента для вращения барабана от привода, одна из указанных двух групп прижимных роликов смонтирована в полости хвостовой концевой части корпуса барабана со стороны ввода в него подаваемых для спирального оребрения труб и предназначена только для их центрирования по оси вращения барабана, другая смонтирована в полости головной концевой части корпуса со стороны вывода упомянутых труб и предназначена для силового обжатия труб, надежного сцепления с ними и исключения проскальзывания роликов, прижимные ролики обеих групп шарнирно установлены каждый на одном плече двухплечего рычага, ось вращения которого закреплена в полости соответствующей концевой части корпуса барабана в одном из окон в ее боковой стенке, вторые концы двухплечих рычагов всех прижимных роликов выведены из полости корпуса барабана через упомянутые окна и промежуточными звеньями шарнирно соединены каждый с нажимным устройством, управляемым регулируемым силовым исполнительным механизмом и обеспечивающим заданное усилие прижатия к трубе роликов каждой группы, при этом прижимные ролики в головной концевой части корпуса барабана одновременно являются и механизмом передачи вращения подаваемым для оребрения трубам при вращении барабана, и механизмом продольного перемещения упомянутых труб, для чего каждый из них выполнен приводным, например, дополнительно кинематически связан с отдельным механическим редуктором, а выходные шестерни редукторов всех прижимных роликов этой группы через окна в головной концевой части корпуса барабана введены в зацепление с установленной на барабане на подшипниках ведомой звездочкой передачи крутящего момента от привода продольного перемещения труб. Указанный единый технический результат по объекту изобретения "устройство" достигается также тем, что оно содержит отдельное для всех прижимных роликов каждой группы нажимное устройство, каждое в виде подшипника, втулка которого закреплена на опорном кольце, установленном на соответствующей концевой части корпуса барабана с возможностью свободного относительного осевого перемещения и выполненном с проушинами на продольном кольцевом выступе, шарнирно соединенными с промежуточными звеньями от вторых концов поворотных рычагов крепления прижимных роликов, и общий для упомянутых нажимных устройств обеих групп прижимных роликов управляемый силовой привод, например, в виде по крайней мере одного закрепленного на крышке одного из опорных подшипников барабана пневмоцилиндра с проходным штоком, жестко соединенным одним концом с корпусом подшипника в качестве нажимного устройства группы приводных прижимных роликов, а вторым концом через пружинный блок с регулируемым усилием осевого сжатия пружин соединен с корпусом подшипника в качестве нажимного устройства первой группы неприводных центрирующих прижимных роликов, при этом крышки корпусов подшипников обоих упомянутых нажимных устройств могут быть дополнительно зафиксированы от поворота вокруг оси корпуса барабана одним из известных способов. Указанный единый технический результат по объекту изобретения "устройство" достигается еще и тем, что опорная поверхность прижимных приводных роликов в форме желоба в нормальном сечении имеет дополнительно выполненные на ней кольцевые проточки. Наконец, указанный единый технический результат по объекту изобретения "устройство" достигается тем, что для осевого вращения и продольного перемещения подаваемых для спирального оребрения труб оно содержит дифференциальный привод, кинематическую схему которого образуют две взаимосвязанных планетарных передачи с одинаковыми параметрами и общим валом крепления их солнечных шестерен, при этом силовая часть дифференциального привода образована закрепленным на неподвижном корпусе силовым двигателем, связанным через муфту сцепления с упомянутым общим валом солнечных шестерен, водило одного из которых заторможено на неподвижный корпус крепления силового двигателя, а на коронном колесе этой передачи закреплена ведущая звездочка передачи крутящего момента для вращения барабана, образующая первый выход дифференциального привода, а водило второй планетарной передачи через муфту сцепления и механический редуктор связано с управляющим двигателем и на коронном колесе этой передачи закреплена вторая ведущая звездочка одинаковых с первой звездочкой параметров для передачи вращения приводным прижимным роликам и продольного перемещения подаваемых для оребрения труб, образующая второй выход дифференциального привода.
Действительно, указанные выше особенности конструкции заявляемого "устройства" упрощают его сборку и разборку, сборку прижимных роликов с несущими их поворотными рычагами и установку таких сборок в корпусе барабана, упрощают нажимные устройства прижимных роликов и управление ими при обеспечении передачи каждым из них от общего привода заданного усилия обжатия труб контролируемым группам прижимных роликов, а значит и управление процессом спирального оребрения, позволяют совместить в одной группе прижимных роликов, выполненных приводными, функции передачи подаваемым для спирального оребрения трубам крутящего момента для их осевого вращения при вращении барабана и соевого усилия для их продольного перемещения, что упрощает в целом устройство для реализации заявленного способа, позволяет уменьшить нагрузку на общий привод нажимных устройств для создания требуемого усилия обжатия подаваемых для спирального оребрения труб приводными роликами за счет уменьшения их опорной поверхности выполнением на ней кольцевых проточек и, наконец, обеспечить выполнение шага навивки ребер (осевой подачи трубы) любой величины с заданной точностью, не зависящей от параметров трубы и возможность плавного изменения шага навивки ребер на конкретном участке по длине оребрения трубы с помощью предложенного дифференциального привода.
Заявляемая группа изобретений не нарушает требования единства изобретения, поскольку входящие в группу разные объекты изобретений образуют единый изобретательский замысел, причем один из заявляемых объектов группы - "Устройство для осевого вращения и продольного перемещения труб" в составе установок для их спирального оребрения - предназначено для осуществления другого заявляемого объекта группы - "Способ осевого вращения и продольного перемещения подаваемых для спирального оребрения труб", при этом оба объекта заявляемой группы изобретений направлены на решение одной и той же задачи с получением единого технического результата.
Проведенный заявителем анализ уровня техники по доступным источникам патентной и научно-технической информации не выявил источников, содержащих сведения об аналогах заявляемой группы изобретений, характеризующихся признаками, тождественными (идентичными) всем существенным признакам каждого объекта заявляемой группы изобретений.
Выделение из числа выявленных аналогов каждого объекта заявляемой группы изобретений наиболее близких к ним по совокупности существенных признаков - их прототипов - позволило установить совокупность существенных по отношению к указанному заявителем техническому результату отличительных признаков каждого из заявляемых объектов группы, изложенных в формуле изобретения.
Следовательно, каждый из объектов заявляемой группы изобретений соответствует критерию охраноспособности "новизна".
Проведенный заявителем дополнительный поиск известных решений в этой области и в смежных областях техники не выявил известность использования отличительных признаков заявляемых объектов с получением такого же эффекта или решения аналогичных задач. Это позволяет сделать вывод, что каждый объект заявляемой группы изобретений не вытекает для специалиста явным образом из известного уровня техники.
Следовательно, каждый из объектов заявляемой группы изобретений соответствует критерию охраноспособности "изобретательский уровень".
Отсутствие препятствий технического, технологического или иного характера для промышленной реализации заявляемых объектов и сам факт их использования в опытном производстве заявителя при изготовлении теплообменных элементов из труб со спиральным оребрением для различных теплообменных аппаратов позволяют сделать вывод, что оба заявляемых объекта соответствуют критерию охраноспособности "промышленная применимость".
Сущность изобретения поясняют приводимые ниже описание конкретного примера осуществления заявляемых объектов, которые однако не исключают и другие возможные варианты их реализации в объеме формулы изобретения, и чертежи, на которых представлены:
- на фиг.1 - устройство для реализации заявляемого способа в частичном продольном осевом разрезе с вырывами, поясняющими принципиальное конструктивное выполнение барабана и других основных узлов и элементов, при этом не попавшие в плоскость разреза часть узлов и элементов для упрощения чертежа условно не показаны (остальные приводные и неприводные прижимные ролики, пневмоцилиндры);
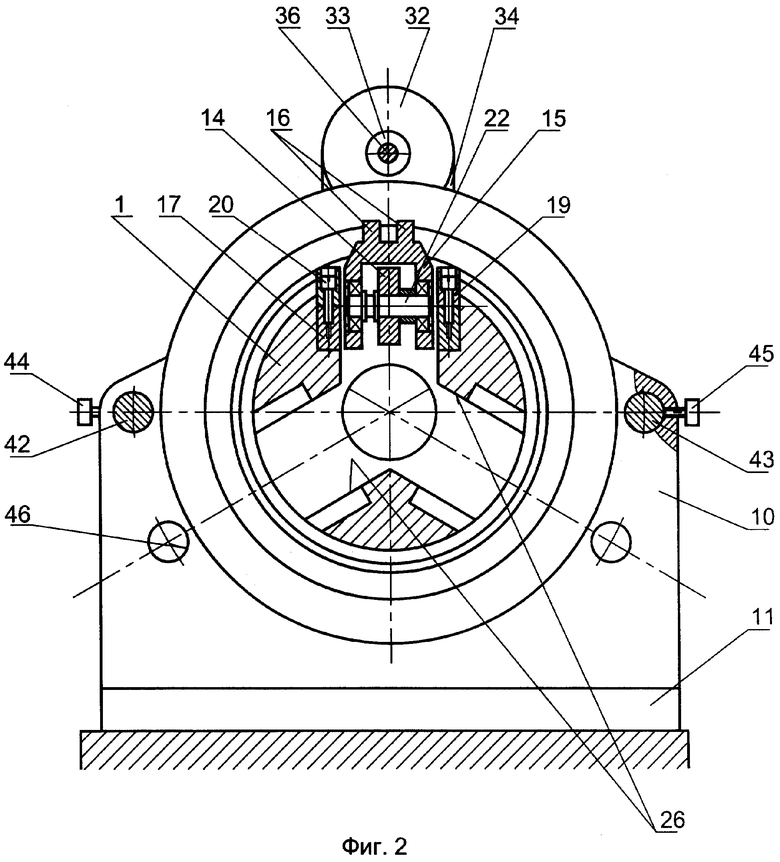
- на фиг.2 - разрез "А-А" по фиг.1, поясняющий крепление неприводного прижимного ролика на конце поворотного рычага и установку последнего в съемном каркасе, закрепляемом в окне боковой стенки хвостовой концевой части корпуса барабана, а также общий вид поперечного ребра с опорной плитой опорного подшипника и расположение некоторых других элементов устройства;
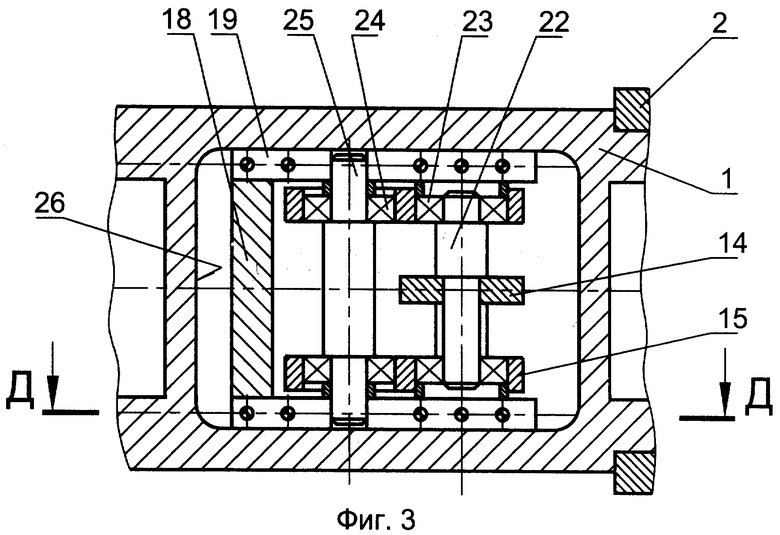
- на фиг.3 - разрез "Б-Б" по фиг.1, поясняющий конструкцию съемного каркаса, шарнирное крепление в нем поворотного рычага, форму окна в боковой стенке хвостовой концевой части корпуса барабана и установку в нем упомянутого съемного каркаса;
- на фиг.4 - разрез "В-В" по фиг.1, показывающий узел шарнирного крепления поворотного рычага в съемном каркасе, установку последнего в окне боковой стенки головной концевой части корпуса барабана и некоторые элементы редуктора привода прижимных роликов для продольного перемещения подаваемых для спирального оребрения труб, а также некоторые другие элементы конструкции устройства;
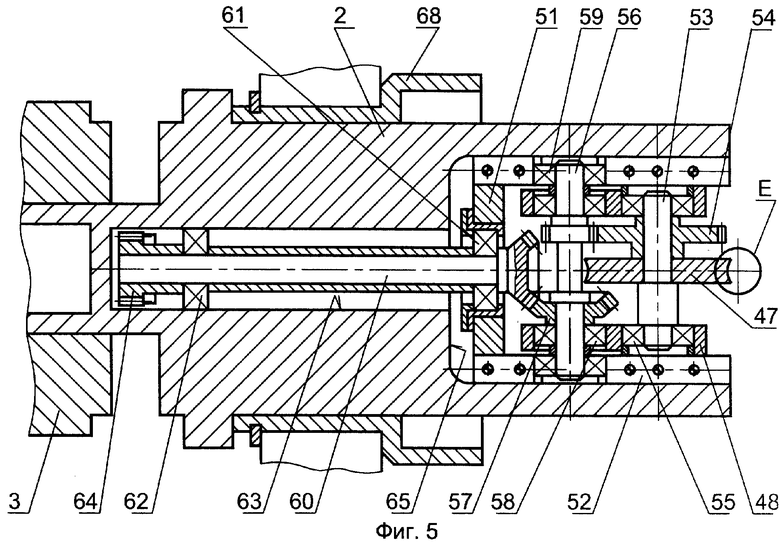
- на фиг.5 - разрез "Г-Г" по фиг.1, показывающий конструкцию редуктора приводного прижимного ролика, установку его элементов в поворотном рычаге прижимного ролика, съемном каркасе и канале в боковой стенке головной концевой части корпуса барабана и форму выполненного в последней окна с установленным в нем упомянутым съемным каркасом;
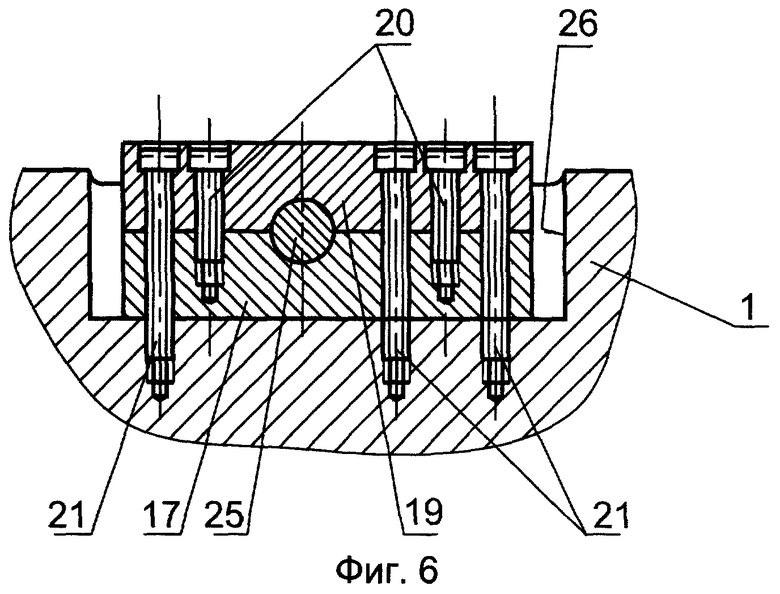
- на фиг.6 - разрез "Д-Д" по фиг.3, показывающий крепление съемного каркаса с установленным поворотным рычагом неприводного прижимного ролика в корпусе барабана;
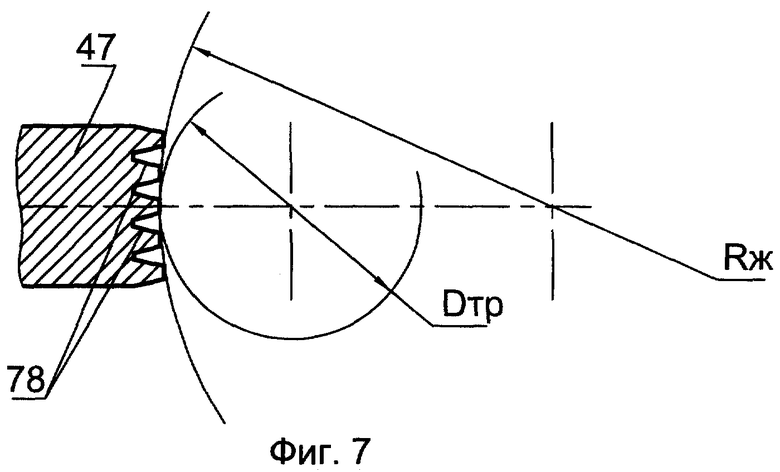
- на фиг.7 - узел "Е" по фиг.5, показывающий выполненные на опорной поверхности приводного прижимного ролика в форме желоба кольцевые проточки для уменьшения площади опорной поверхности ролика и увеличения за счет этого давления на контактной поверхности ролика и обжимаемой им трубы без увеличения нажимного усилия на втором плече поворотного рычага;
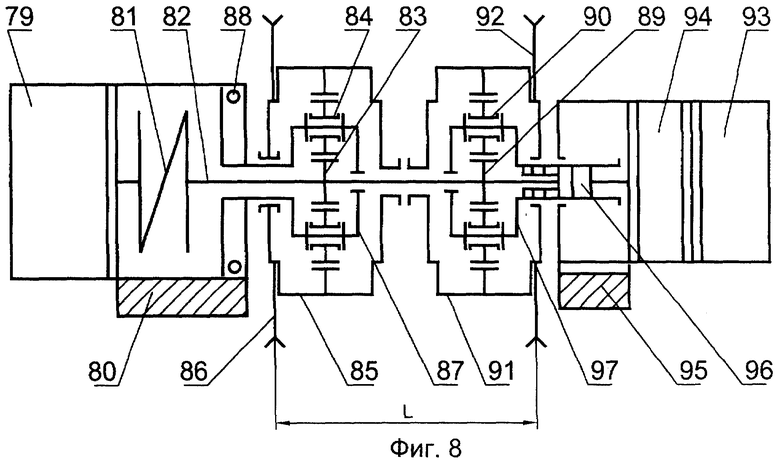
- на фиг.8 - принципиальная кинематическая схема двухдвигательного сочлененного дифференциального привода заявляемого устройства для осевого вращения и продольного перемещения подаваемой для спирального оребрения трубы.
Сущность заявляемого способа осевого вращения и продольного перемещения подаваемых для спирального оребрения труб заключается в том, что при его осуществлении, как и при осуществлении способа прототипа, трубы подают через шарнирно установленный на опорах барабан по оси его вращения, обжимают по их боковой поверхности опорными поверхностями двух групп прижимных роликов, шарнирно установленных в полости барабана вокруг оси его вращения в каждой группе, обеспечивают регулировку усилия обжатия для возможности передачи трубам необходимого для их спирального оребрения крутящего момента при вращении барабана от привода, который при выполнении оребрения включают одновременно с приводом механизма продольного перемещения труб и со сваривающей головкой установки (не показана).
Особенности заявляемого способа осевого вращения и продольного перемещения подаваемых для спирального оребрения труб заключается в следующем:
- одной из указанных групп прижимных роликов осуществляют обжатие боковой поверхности труб дозированным усилием, достаточным только для центрирования труб по оси вращения барабана, а второй группой прижимных роликов осуществляют силовое обжатие труб по их боковой поверхности и обеспечивают создание на их контактных поверхностях напряжения несколько меньше предела текучести материала труб для обеспечения необходимого трения на указанных поверхностях и исключения проскальзывания роликов на поверхности труб;
- указанную вторую группу прижимных роликов используют для передачи трубам крутящего момента и их осевого вращения при вращении барабана и в качестве механизма продольного перемещения труб, для чего к каждому прижимному ролику указанной группы прикладывают необходимый для вращения вокруг собственной оси крутящий момент от отдельного привода;
- необходимое обжатие труб по их боковой поверхности осуществляют всеми роликами обеих групп одновременно отдельным для каждой группы нажимным устройством, связанным с общим силовым исполнительным механизмом в качестве управляемого привода.
Указанные выше особенности заявляемого способа осевого вращения и продольного перемещения подаваемых для спирального оребрения труб предполагают необходимые конструктивные изменения соответствующих узлов и элементов устройства для осуществления этого способа в составе установки для спирального оребрения труб. Несмотря на сходство выполняемых функций рядом основных узлов и элементов заявляемого устройства и устройства-прототипа, заявляемое устройство имеет существенные конструктивные отличия и этих узлов, и элементов. В частности, устройство для осуществления заявляемого способа осевого вращения и продольного перемещения подаваемых для спирального оребрения труб содержит барабан, корпус которого выполнен составным из следующих основных частей: хвостовая концевая часть 1 корпуса барабана (со стороны ввода в него подаваемых для спирального оребрения труб - направления ввода и вывода труб показаны стрелками по оси барабана), головная концевая часть 2 (со стороны вывода из барабана упомянутых труб) и центральная часть 3 корпуса барабана. Указанные части корпуса барабана расположены соосно и жестко соединены между собой стяжками 4, установленными в отверстиях с резьбой во внутренних кольцевых выступах на обращенных друг к другу торцах концевых частей 1 и 2 корпуса барабана и обеспечивающих их прижатие к соответствующим выступам центральной части 3 корпуса барабана, охватывающей участки указанных концевых частей корпуса, а также дополнительными деталями крепления, например болтами, установленными в центральной части 3 корпуса барабана равномерно по его периметру в зоне сопряжения с соответствующей концевой частью 1 и 2 корпуса (на чертеже не показаны). Стяжки 4 представляют собой каждая стержень с резьбой разного направления на его концах и кольцевым выступом в средней части, выполненным под ключ, расположены равномерно вокруг оси барабана, а доступ к ним выполнен через окна 5 в боковой стенке центральной части 3 корпуса барабана в промежутке между торцами концевых частей 1 и 2 корпуса. Втулки опорных двухрядных радиально-упорных подшипников 6 и 7 посажены непосредственно на центральную часть 3 корпуса барабана у ее концов и зафиксированы от осевого смещения одним из известных способов. Обоймы указанных подшипников установлены соответственно в корпусе 8 и 9, а с торцевых сторон опорные подшипники 6 и 7 закрыты закрепленными соответственно в корпусе 8 и 9 крышками. Корпус 8 имеет поперечное ребро 10 с опорной плитой 11, а корпус 9 - аналогичное поперечное ребро 12 с опорной плитой 13 (см. также фиг.2 и фиг.4). Прижимные ролики 14 одной их группы шарнирно закреплены каждый на одном конце двухплечего рычага, выполненного в виде "П"-образной обоймы 15, в основании которой с внешней стороны выполнены (или закреплены) проушины 16. Указанные рычаги каждого ролика 14 этой группы установлены в отдельном каркасе в виде двух параллельных опорных пластин 17, связанных вертикальной стойкой 18, и двух прижимных пластин 19, соединяемых при сборке и установке всего узла винтами 20 и 21 (см. также фиг.6). Прижимной ролик 14 закреплен на оси 22, установленной в обойме 15 на подшипнике 23. Обойма 15 двухплечего рычага с помощью подшипника 24 установлена на оси 25, концы которой закреплены в отверстии между опорными и прижимными пластинами 17 и 19 соответственно, образующими боковые стенки каркаса для установки каждого рычага, закрепляемого в окнах 26 хвостовой концевой части 1 корпуса барабана, выполненных с опорными площадками на боковых стенках окон для установки и закрепления опорных пластин 17 указанных каркасов. Проушины 16 на обойме 15 поворотного двухплечего рычага выведены из полости хвостовой концевой части 1 корпуса барабана и промежуточным звеном 27 шарнирно соединены с нажимным устройством, осуществляющим поворот рычага на подшипнике 24 вокруг оси 25 и прижатие к подаваемой для спирального оребрения трубе (не показана) прижимного ролика 14 с ограниченным усилием, достаточным только для центрирования трубы по оси барабана. В заявляемом устройстве для указанной установки прижимных роликов 14 в боковой стенке хвостовой концевой части 1 корпуса барабана выполнены три окна 26, расположенные равномерно вокруг продольной оси корпуса барабана, и предусмотрено одно общее нажимное устройство для одновременного воздействия на рычаги всех трех прижимных роликов 14 (два других прижимных ролика 14 и их установка на фиг.1, фиг.2 и фиг.4 чертежей не показана) с заданным регулируемым усилием. Это нажимное устройство выполнено в виде двухрядного радиально-упорного подшипника 28, втулка которого жестко закреплена на опорном кольце 29, установленном непосредственно на хвостовой концевой части 1 корпуса барабана с возможностью свободного перемещения вдоль оси корпуса. Обойма подшипника 28 установлена в корпусе 30, в котором закреплены торцевые крышки подшипника. Опорное кольцо 29 выполнено с упором для втулки подшипника 28 и с продольным кольцевым выступом, на котором закреплены проушины 31 для шарнирного соединения с промежуточным звеном 27. Необходимое осевое перемещение подшипника 28 с опорным кольцом 29 обеспечивается управляемым силовым исполнительным механизмом, например пневмоцилиндром 32 с проходным штоком 33. Корпус пневмоцилиндра 3 закреплен в проушине 34 неподвижной задней крышки 35 подшипника 7, выполненной по наружному периметру крышки в радиальном направлении и имеющей отверстие для свободного прохода конца проходного штока 33. Задний конец проходного штока 33 по резьбе соединен с концом тяги 36, второй конец которой тоже выполнен с резьбой и свободно пропущен через отверстие в проушине 37 передней крышки 38 подшипника 28, выполненной по наружному периметру указанной крышки в радиальном направлении. На тяге 36 перед проушиной 37 установлена опорная гайка 39 с шайбой, служащей регулируемым упором для подшипника 28 в его исходном крайнем положении. За проушиной 37 на тяге 36 установлен пружинный блок 40 с регулирующей гайкой 41, обеспечивающие необходимое усилие прижатия опорных роликов 14 к подаваемой для оребрения трубе, достаточное для центрирования последней по оси корпуса барабана. Для исключения перекоса подшипника 28 и опорного кольца 29, заклинивания последнего от появления изгибающего момента при работе одного пневмоцилиндра 32 в качестве управляемого исполнительного силового механизма - в заявляемом устройстве предусмотрена установка трех пневмоцилиндров 32 равномерно по периметру неподвижной задней крышки 35 (на чертежах показан только один). Соответственно увеличится до трех и количество проушин 34 по периметру неподвижной задней крышки 35 подшипника 7, и количество тяг 36 с пружинными блоками 40 стопорными и регулирующими гайками 39 и 41 соответственно, а также количество проушин 37 в передней крышке 38 подшипника 28 для пропуска и закрепления тяг 36. Для предупреждения появления изгибающего момента, действующего на тяги 36 при вращении корпуса барабана и связанной с ним через опорное кольцо 29 втулки подшипника 28, передняя крышка 38 этого подшипника может быть зафиксирована от поворота вокруг оси корпуса барабана одним из известных способов. В заявляемом варианте конструкции устройства для осуществления способа осевого вращения и продольного перемещения труб это предусмотрено с помощью двух скалок - достаточно жестких штанг 42 и 43, расположенных диаметрально противоположно относительно корпуса барабана и зафиксированных в средней части каждая в неподвижных элементах конструкции устройства. Для этого в поперечных ребрах 10 и 12 корпусов 8 и 9 опорных подшипников 6 и 7 соответственно выполнены отверстия для установки без зазора средней части упомянутых штанг 42 и 43 и установки по крайней мере в одном ребре 10 корпуса 8 подшипника 6 стопорных болтов 44 и 45 (см. фиг.2). При этом задний конец штанг 42 и 43 входит с минимальным зазором (например, по скользящей посадке) в отверстия дополнительных проушин 37 в передней крышке 38 подшипника 28. Кроме того, для свободного прохода тяг 36 от штоков двух других пневмоцилиндров 32 в поперечном ребре 10 корпуса 8 опорного подшипника 6 должны быть выполнены соответственно два отверстия 46 большего, чем тяги 36, диаметра. Прижимные ролики 47 второй их группы шарнирно закреплены каждый на одном конце двухплечего рычага, выполненного в виде "П"-образной обоймы 48, абсолютно одинаковой с обоймой 15 рычага прижимных роликов 14, в основании которой с внешней стороны выполнены (или закреплены) проушины 49, аналогичные проушинам 16 рычага прижимных роликов 14. Указанные рычаги каждого прижимного ролика 47 этой группы установлены в отдельном каркасе в виде двух параллельных опорных пластин 50, связанных вертикальной стойкой 51, и двух прижимных пластин 52, соединяемых с опорными пластинами 50 при сборке и установке всего узла винтами 20 и 21, подобно аналогичному узлу с прижимными роликами 14 (см. фиг.6 чертежей). В отличие от прижимных роликов 14 первой группы ролики 47 второй группы выполнены приводными и каждый из них связан с конически-цилиндрическим редуктором, собранным частично в обойме 48 двухплечего рычага и частично в вертикальной стойке 51 каркаса для установки и крепления рычага прижимного ролика 47 в полости головной концевой части 2 корпуса барабана. Так, прижимной ролик 47 закреплен на оси 53 вместе с цилиндрическим колесом 54 редуктора, а концы оси 53 установлены в обойме 48 на подшипниках 55. Колесо 54 введено в зацепление с цилиндрической вал-шестерней 56, на вал которой посажена и коническая шестерня 57, при этом концы вал-шестерни 56 установлены в противоположных стенках обоймы 48 двухплечего рычага на подшипниках 58 и одновременно в противоположных стенках каркаса для установки и закрепления двухплечего рычага прижимного ролика 47 на подшипниках 59, обоймы каждого из которых установлены в отверстии опорной и прижимной пластины 50 и 52 соответственно в каждой стенке каркаса (см. фиг.4 и фиг.5 чертежей). Коническая шестерня 57 введена в зацепление с конической вал-шестерней 60, установленной на подшипнике 61 в вертикальной стойке 51 каркаса и на подшипнике 62 в канале 63, выполненном в боковой стенке головной концевой части 2 корпуса барабана через торцевую стенку окна в боковой стенке этой части корпуса 2 барабана параллельно его продольной оси. На противоположном конце вал-шестерни 60 установлена ведомая шестерня 64. Каркас с собранными в нем и в обойме 48 двухплечего рычага прижимного ролика 47 деталями редуктора установлен и закреплен в окне 65 в головной концевой части 2 корпуса барабана с опорными площадками для опорных пластин 50 каркаса на боковых стенках. Количество окон 65 соответствует числу прижимных роликов 47, и выполнены они от переднего торца головной концевой части 2 корпуса равномерно вокруг продольной оси барабана. Каркасы с установленными в них двухплечими рычагами этой группы прижимных роликов 47 собраны и закреплены в окнах 65 точно также, как и каркасы первой группы прижимных роликов 14 - с помощью винтов 20 и 21. Образующие второе плечо двухплечих рычагов прижимных роликов 47 проушины 49 выведены из полости головной концевой части 2 корпуса барабана через выполненные в ней окна 65 и шарнирно соединены промежуточным звеном 66 с общим для этой группы прижимных роликов 47 нажимным устройством для одновременного воздействия на рычаги всех трех прижимных роликов этой группы. Как и нажимное устройство первой группы прижимных роликов 14, это нажимное устройство выполнено в виде двухрядного радиально-упорного подшипника 67, втулка которого посажена на опорное кольцо 68, установленное на головной концевой части 2 корпуса барабана с возможностью свободного перемещения вдоль его оси. Обойма подшипника 67 установлена в корпусе 69, в котором закреплены торцевые крышки этого подшипника. Опорное кольцо 68 выполнено с упором для втулки подшипника 67 и с продольным кольцевым выступом, на котором закреплены проушины 70 для шарнирного соединения промежуточными звеньями 66 с проушинами 49 двухплечих рычагов крепления этой группы прижимных роликов 47. Необходимое осевое перемещение подшипника 67 с опорным кольцом 68 обеспечивается также управляемым силовым исполнительным механизмом, что и подшипника 28 нажимного устройства первой группы прижимных роликов 14 - пневмоцилиндром 32, а точнее трех пневмоцилиндров 32, в переднем конце проходных штоков 33 которых закреплена по резьбе тяга 71. Второй конец тяг 71 тоже выполнен с резьбой, пропущен через отверстие в соответствующей проушине 72 задней крышки 73 подшипника 67 и жестко закреплен в ней в крайнем исходном положении поршня пневмоцилиндров 32 и крышки 73 подшипника 67 нажимного устройства, что обеспечивает при рабочем ходе пневмоцилиндров 32 поворот и прижатие прижимных роликов 47 к боковой поверхности подаваемой для спирального оребрения трубы с заданным усилием, создаваемым пневмоцилиндрами 32. Проушины 72 на задней крышке 73 подшипника 67 для закрепления концов тяг 71 и для прохода передних концов двух скалок 42 и 43, фиксирующих заднюю крышку 73 подшипника 67 от возможного поворота вокруг оси корпуса барабана, как и проушины 37 в передней крышке 38 подшипника 28, выполнены по наружному периметру крышки 73 в радиальном направлении. Ведомая шестерня 64 редуктора передачи вращения приводному прижимному ролику 47 входит в зацепление с зубчатым колесом внутреннего зацепления, выполненным в средней части внутренней боковой поверхности втулки 74, на внешней боковой поверхности которой выполнена звездочка 75, приводимая во вращение от привода продольного перемещения подаваемых для спирального оребрения труб. Втулка 74 концевыми участками внутренней боковой поверхности установлена на подшипниках скольжения 76, выполненных, например, из фторопласта и размещенных в соответствующих кольцевых проточках центральной части 3 корпуса и головной концевой части 2 корпуса барабана. На центральной части 3 корпуса барабана жестко закреплена звездочка 77, вращение которой от привода вызывает вращение всего барабана устройства.
Геометрические параметры звездочек 75 и 77 целесообразно выполнить одинаковыми. Для обеспечения требуемого усилия прижатия роликов 47 к боковой поверхности подаваемой для оребрения трубы при меньшей нагрузке силового исполнительного механизма за счет уменьшения площади опорной поверхности роликов 47 в форме желоба в нормальном сечении, последняя выполнена с несколькими кольцевыми проточками 78 по всей ширине опорной поверхности (см. фиг.7 чертежей). При этом радиус желоба Rж опорной поверхности прижимного ролика 47 должен быть больше диаметра обжимаемых им труб Dтр, и прижимные ролики 47 могут использоваться только для нескольких близких по диаметру типоразмеров труб. Еще одной особенностью заявляемого устройства является дифференциальный привод осевого вращения и продольного перемещения подаваемых для спирального оребрения труб, обеспечивающий высокую точность шага оребрения (навивки на трубу образующей ребра металлической ленты) и возможность плавного изменения шага в процессе оребрения. Кинематическую схему дифференциального привода образуют две взаимосвязанные планетарные передачи. Силовая часть дифференциального привода образована силовым двигателем 79, закрепленным на неподвижном корпусе 80 и муфтой 81 связанным с общим валом 82 двух планетарных передач. Солнечная шестерня 83 первого планетарного редуктора через сателлиты 84 находится в зацеплении с коронным колесом 85 этого редуктора, на котором закреплена образующая первый выход дифференциального привода ведущая звездочка 86 для передачи осевого вращения барабану устройства при осуществлении заявляемого способа. Водило 87 этого планетарного редуктора заторможено на неподвижный корпус 80, например, штифтами 88. Солнечная шестерня 89 второй планетарной передачи через сателлиты 90 находится в зацеплении с коронным колесом 91, на котором закреплена образующая второй выход дифференциального привода ведущая звездочка 92 для передачи осевого вращения приводным роликам 47 через звездочку 75 устройства для осуществления заявляемого способа и обеспечения за счет этого продольного перемещения подаваемой для спирального оребрения трубы. Управляющий двигатель 93 с редуктором 94 закреплены на неподвижном корпусе 95 и муфтой 96 связаны с водилом 97 второй планетарной передачи дифференциального привода. Такое сочетание кинематических связей позволяет вращать от силового двигателя 79 ведущие звездочки 86 и 92, которые целесообразно иметь одинаковых геометрических параметров, с одинаковым регулируемым числом оборотов при отключенном управляющем двигателе 93, и вращать только звездочку 92 с регулируемым числом оборотов управляющим двигателем 93 при отключенном силовом двигателе 79. Плавная регулировка числа оборотов силового и управляющего двигателей 79 и 93 в достаточном диапазоне скоростей может быть обеспечена регулировкой частоты питающего упомянутые двигатели напряжения. При одновременной работе обоих двигателей 79 и 93 звездочка 92 по сравнению со звездочкой 86 будет совершать большее или меньшее число оборотов. Взаимосочетание оборотов силового и управляющего двигателей 79 и 93 при обеспечении кинематической связи звездочек 86 и 92 дифференциального привода соответственно со звездочками 75 и 77 заявляемого устройства, например, с помощью цепных передач, обеспечит необходимую скорость вращения барабана устройства с проходящими по его оси подаваемыми для спирального оребрения трубами и требуемую величину их продольной подачи на каждый оборот для выполнения оребрения труб с заданным шагом. При этом расстояние "L" между осями звездочек 86 и 92 дифференциального привода должно быть равно расстоянию между осями звездочек 77 и 75 на корпусе барабана заявляемого устройства. Поскольку количество вариаций числа оборотов упомянутых двигателей может быть сколь угодно много, - установка шага навивки ребер на трубы может быть обеспечена любой величины с очень высокой точностью, не зависящей от параметров трубы.
Работа предлагаемого устройства при осуществлении заявляемого способа осевого вращения и продольного перемещения подаваемых для спирального оребрения труб заключается в следующем. В исходном положении силовой двигатель 79 и управляющий двигатель 93 дифференциального привода устройства отключены, проходной шток 33 управляемого силового исполнительного механизма - поршня пневмоцилиндра 32 - находится в исходном (крайнем левом по фиг.1) положении и через тяги 36 и 71 удерживает в исходном положении нажимные устройства поворотных рычагов неприводных и приводных прижимных роликов 14 и 47 соответственно, которые находятся в максимально отведенном от оси корпуса барабана положении. Подаваемую для спирального оребрения трубу (на чертеже не показана) вводят в барабан устройства по его оси через торец хвостовой концевой части 1 корпуса барабана и проводят по оси соосно расположенной головной концевой части 2 корпуса до выхода переднего конца трубы из этой части корпуса барабана или из установленной непосредственно за нею сваривающей головки (на чертеже не показана). После этого включают в работу управляемый силовой исполнительный механизм - пневмоцилиндр 32, что вызывает перемещение проходного штока 33 поршня этого пневмоцилиндра 32 влево, который связанными с ним тягами 36 и 71 начинает смещать влево нажимные устройства поворотных рычагов прижимных роликов 14 и 47. При этом тяга 36 через пружинный блок 40 воздействует на крышку 37 корпуса 30 подшипника 28, установленного на опорном кольце 29, и начинает смещать весь этот узел влево. Проушины 31 на продольном кольцевом выступе опорного кольца 29 через шарнирно соединенный с ними промежуточный элемент 27 воздействуют на проушины 16 двухплечего рычага неприводных прижимных роликов 14 и вызывают поворот обоймы 15 рычага вокруг оси 25 на подшипнике 24, приближая прижимной ролик 14 к боковой поверхности введенной в барабан по его оси трубы. Одновременно тяга 71, жестко закрепленная в крышке 72 корпуса 69 подшипника 67, установленного на опорном кольце 68, смещает влево и этот узел. Проушины 70 на продольном кольцевом выступе опорного кольца 68 через соединенный с ними шарнирно промежуточный элемент 66 воздействуют на проушины 49 двухплечего рычага приводных прижимных роликов 47 и вызывают поворот обоймы 48 рычага вокруг оси вал-шестерни 56, концы которой закреплены в противоположных стенках обоймы 48 на подшипниках 58 и в противоположных стенках каркаса крепления этого поворотного рычага в головной концевой части 2 корпуса барабана на подшипниках 59, приближая прижимной ролик 47 к боковой поверхности введенной в барабан по его оси трубы. При этом неприводные прижимные ролики 14 обеспечивают обжатие боковой поверхности подаваемой для спирального оребрения трубы с ограниченным усилием, достаточным только для поддержания и центрирования по оси барабана упомянутой трубы, величина которого определяется предварительной регулировкой пружинного блока 40, тогда как прижимные ролики 47 с приводом их осевого вращения обеспечивают силовое обжатие трубы с усилием несколько меньше предела текучести материала трубы, что обеспечивается соответствующим подбором давления управляющей среды - воздуха, подаваемого в пневмоцилиндры 32, которое полностью передается прижимным роликам 47. Выполнение на опорной поверхности прижимных роликов 47 желобчатой формы кольцевых проточек уменьшает площадь их контактной поверхности с трубой и обеспечивает заданное напряжение на их контактных поверхностях при значительно меньших давлениях управляющей среды, подаваемой в пневмоцилиндры 32 (по меньшей мере на 35÷40%, что снижает нагрузки на подшипники 67 нажимного устройства этой группы прижимных роликов 47 и позволяет существенно уменьшить размеры пневмоцилиндров 32). При необходимости корректировки положения подаваемой для спирального оребрения трубы ее перемещением относительно сваривающей головки включают управляющий двигатель 93, который через редуктор 97 и муфту 96 начинает вращать водило 97 второго планетарного редуктора. Поскольку при отключенном силовом двигателе 79 общий вал 82 двух планетарных передач оказывается заторможенным, управляющий двигатель 93 приводит во вращение водило 97, сателлиты 90 которого обкатываются по солнечной шестерне 89 и приводят во вращение находящееся в зацеплении с ними коронное колесо 91 вместе со звездочкой 92. Звездочка 86 при этом остается неподвижной, и связанная с нею цепной передачей звездочка 77 передачи вращения корпусу барабана удерживает последний от вращения, тогда как звездочка 75, установленная на подшипниках 76 на корпусе и связанная цепной передачей со звездочкой 92 привода, начинает вращаться. Вращение звездочки 75 вызывает вращение ведомой шестерни 64 редуктора каждого прижимного ролика 47, в результате чего приводятся во вращение и сами прижимные ролики 47, которые и обеспечивают соответствующее продольное перемещение подаваемой для спирального оребрения трубы за счет плотного прижатия к ее боковой поверхности. После необходимой корректировки положения подаваемой для спирального оребрения трубы управляющий привод 93 отключают. Затем проверяют (или устанавливают заново) режим работы сваривающей головки, устанавливают необходимую скорость вращения барабана заявляемой установки заданием соответствующей скорости вращения силового двигателя 79 и требуемый шаг оребрения заданием соответствующей скорости вращения управляющего двигателя 93 и закрепляют на трубе конец образующей ребра металлической ленты. После этого одновременно включают в работу сваривающую головку, силовой и управляющий двигатели 79 и 93 и осуществляют спиральное оребрение трубы. Включение силового двигателя 79 через муфту 81 вызывает вращение общего для двух планетарных передач вала 82 и установленных на этом валу солнечных шестерен 83 и 89 обоих планетарных передач с одинаковой скоростью и заданную скорость вращения звездочки 86 дифференциального привода, связанной цепной передачей с закрепленной на барабане устройства звездочкой 77. Барабан устройства, установленный в опорных подшипниках 6 и 7 с неподвижно закрепленными корпусами 8 и 9 с помощью опорных плит 11 и 13 на фундаменте, и подаваемая по его оси для спирального оребрения труба, сжатая приводными прижимными роликами 47, начинают вращаться с некоторой постоянной скоростью. Включение управляющего двигателя 93 через редуктор 94 и муфту 96 вызывает вращение водила 97 второй планетарной передачи, а значит скорость вращения звездочки 92 дифференциального привода будет отличаться от скорости вращения звездочки 86 (опережать или отставать), что и определит скорость вращения звездочки 75 заявляемого устройства и связанных с нею через редуктор приводных прижимных роликов 47, а значит скорость продольного перемещения подаваемой для спирального оребрения трубы (и величину подачи ее на один оборот - т.е. шаг оребрения). При подходе конца оребряемой трубы к приводным роликам 47 дифференциальный привод и сваривающую головку отключают (или обеспечивают их автоматическое отключение с помощью известных средств и приемов), обрезают подаваемую для формирования ребер металлическую ленту у закрепленной на оребряемой трубе ее кромки, оребренную трубу удаляют из рабочей зоны сваривающей головки (вручную) и по рольгангу подают на склад готовой продукции. Для спирального оребрения очередной трубы все указанные операции от подачи трубы через барабан по его оси до завершения ее спирального оребрения повторяют после возвращения в исходное положение проходного штока 33 поршня пневмоцилиндра 32. При достаточном опыте работы очередная труба для спирального оребрения может подаваться встык с оребряемой трубой. Если необходимо обеспечить плавное изменение шага оребрения трубы на каком-то участке по длине оребрения в требуемом интервале, контролируют достижение началом этого участка зоны сварки ленты с трубой в сваривающей головке и осуществляют соответствующее изменение скорости вращения управляющего двигателя изменением частоты питающего напряжения.
Таким образом, заявляемый способ осевого вращения и продольного перемещения подаваемых для спирального оребрения труб и устройство для осуществления этого способа при совместном использовании в установке для спирального оребрения труб повышают надежность и эффективность в эксплуатации обоих указанных объектов, упрощают управление процессом и оборудованием для спирального оребрения труб, расширяют их технологические возможности, обеспечивают возможность установления шага спирального оребрения труб (изменением шага их осевой подачи) практически любой величины с очень высокой точностью, не зависящей от параметров трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Станок для оребрения труб лентой | 1987 |
|
SU1549627A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |
| СПОСОБ СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ | 2003 |
|
RU2243870C1 |
| УСТРОЙСТВО для СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1972 |
|
SU356011A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |

Изобретение относится к способу и устройству для осевого вращения и продольного перемещения подаваемых для спирального оребрения труб в установках спирального оребрения труб. В способе осевого вращения и продольного перемещения подаваемых для спирального оребрения труб в соответствующих установках трубы подают через шарнирно установленный на опорах барабан по оси его вращения, обжимают по их боковой поверхности опорными поверхностями двух групп прижимных роликов, обеспечивают регулировку усилия обжатия и передачу трубам необходимого для их спирального оребрения крутящего момента при вращении барабана от привода, который при выполнении оребрения включают одновременно с приводом механизма продольного перемещения труб и со сваривающей головкой установки, одной из групп прижимных роликов осуществляют обжатие труб дозированным усилием, достаточным только для центрирования труб по оси вращения барабана, второй группой прижимных роликов осуществляют силовое обжатие труб по их боковой поверхности, обеспечивают создание на их контактных поверхностях напряжения несколько меньше предела текучести материала труб и используют эту группу прижимных роликов как для передачи трубам крутящего момента при вращении барабана, так и в качестве механизма продольного перемещения труб, для чего к каждому прижимному ролику указанной группы прикладывают необходимый для вращения вокруг собственной оси крутящий, момент и передачи трубам усилия для их продольной подачи. Также описано устройство для осуществления способа. Изобретение обеспечивает повышение надежности и эффективности и расширение технологических возможностей установок для спирального оребрения труб. 2 н. и 4 з.п. ф-лы, 8 ил.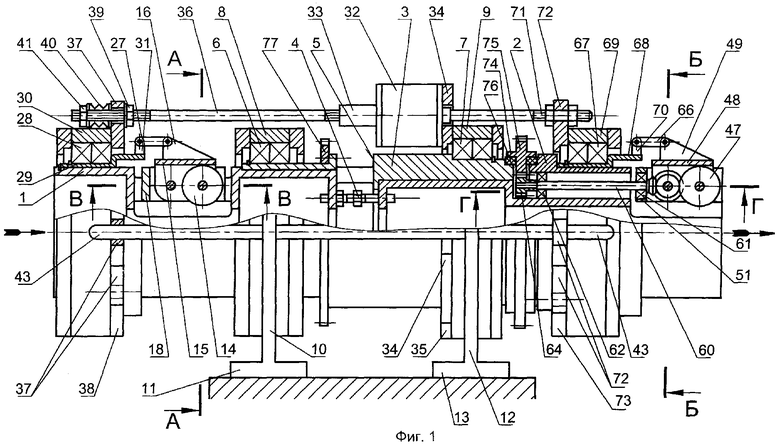
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| US 3377459 A, 09.04.1968 | |||
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ФЕРРОСИЛИЦИЯ | 1994 |
|
RU2109836C1 |
| Устройство для изготовления спирального оребрения трубы и размещения его в направляющих | 1985 |
|
SU1299654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2115502C1 |

