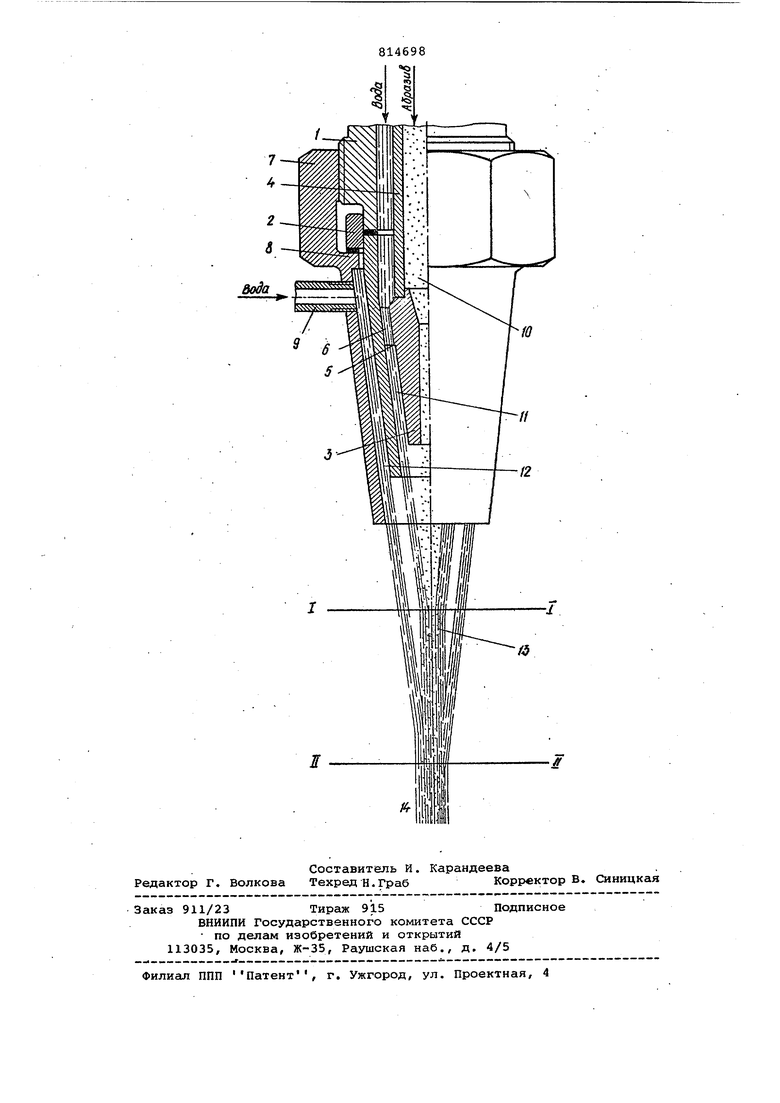
Изобретение относится к гидроабразивной обработке деталей. Известны устройства для гидроабр зивной обработки деталей, содержащие корпус, центральный патрубок дл подвода, потока абразива низкого давления, расположенный снаружи кон центрично ему д онический насадок дл подвода воды высокого давления с вершиной конуса, расположенный за пределами центрального патрубка Щ Недостаток известного устройства заключается в малой эффективности обработки деталей. Цель изобретения - повышение эффективности обработки. i Указанная цель достигается тем, что устройство снабжено дополнитель ным коническим насадком для подвода воды высокого давления, расположенным снаружи упомянутого конического насадка и концентрично ему пр этом вершина дополнительного кониче кого насадка расположена за предела ми вершины упомянутого конического насадка. На чертеже схематично изображено предлагаемое устройство, общий в Устройство состоит из корпуса 1/ соосно которому установлен коничес кий насадок 2. Внутри них расположены централь 1ый патрубок 3 и трубопровод 4 для подвода потока абразива. При этом наружная поверхность патрубка 3 выполнена конической и имеет круговой конический пояс 5, сопрягающийся с внутренней поверх- ; ностью конического насадка 2 и предназначенный для центрирования патрубка 3 относительно последнего, Пояс 5 имеет сквозные каналы 6 для прохода воды. На корпусе 1 закреплен дополнительный конический насадок 7, имеющий кольцевой бурт 8, предназначенный для закрепления основного конического насадка 2 на корпусе 1. С дополнительным коническим насадком 7 соединены один или несколько трубопроводов 9 для подвода воды высокого давления. Конический насадок 2 выполнен и. установлен так, что вершина его расположена за пределами центрального патрубка 3, а вершина дополнительного конического насадка 7 расположена за пределами вершины основного конического насадка 2. Устройство работает следующим образом. Поток абразива 10 под действием низкого давления (3-4 кг/см ) подают через трубопровод 4 в центральный пйТрубок 3, из которого он истек ет с транспортной скоростью. Через кольцевую полость, образованную корпусом 1 и трубопроводом 4, подводят поток 11 воды высокого давления (150-200 кг/см) который лроходит через сквозные каналы б паЬгрубка 3 и формируется с помощью конического насадка 2 и патрубка 3 в виде сужающегося потока 12 воды высо кого давления, охватывающего поток абразива. При этом упомянутые потоки сходятся в плоскости 1-1 за пределами патрубка 3 и насадка 2 с образованием гидроабразивной струи 13 Поток 11 воды высокого давления захватывает абразивные частицы, разгоняет их. Через трубопровод 9 подводят дополнительный поток воды высокого давления, который проходит между коническими насадками 2 и 7 и формируется в виде сужающегося потока 12, охватывающего гидроабразйвную струю 13 и сходящегося.с ней в плоскости 11-11, расположенной за плос костью ее первичного образования I - I. Дополнительный сужающийся поток 12 воды сообщает гидроабразивной струе 13 дополнительную скорость (т. е. усредняются скорости потока 12 и струи 13) и фокусирует ее. Сфор мированную таким образом, вторичную гидроабразивную струю 14 направляют на обрабатываемое изделие. Выполнение устройства в соответст вии с известным изобретением позволит значительно повысить стойкость выходного патрубка, в связи -с этим поток абразива разгоняют за пределами патрубка, т. е. вне изнашиваемых деталей. При этом обеспечивается повышен-ие эффективности обработки изделий благодаря применению дополнительного сужающегося потока воды высокого давления, сходящегося с гидроабразивной струей, за плоскостью ее первичного образования. Формула изобретения Устройство для гидроабразивной обработки.детёлей, содержащее корпус, центральный патрубок для подвода потока абразива низкого давления и располохсенный снаружи кОнцетрично ему конический насадок для подвода воды высокого давления с вершиной конуса, расположенной за пределами центрального патрубка, отличающееся тем, что, с целью повыщения эффективности обработки, оно снабжено дополнительным коническим .насадком для подвода воды высокого давления, расположенным снаружи упомянутого конического насадка и концентрично ему, при этом вершина дополнительного конического насадка расположена за пределами вершины упомянутого конического насадка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 330006, кл. В 24 С 5/04, 1969
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроабразивной обработки деталей типа лопастных колес | 1979 |
|
SU889412A1 |
| СПОСОБ ГИДРОГАЗОАБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2001 |
|
RU2223167C2 |
| Струйноабразивный аппарат | 1981 |
|
SU1009739A1 |
| ИНСТРУМЕНТ ДЛЯ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1995 |
|
RU2109950C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2071409C1 |
| Способ образования гидроабразивной струи | 1980 |
|
SU946895A1 |
| ДОЖДЕОБРАЗУЮЩЕЕ УСТРОЙСТВО ДОЖДЕВАЛЬНОЙ МАШИНЫ | 2022 |
|
RU2793352C1 |
| Способ образования гидроабразивной струи | 1983 |
|
SU1117202A2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2005 |
|
RU2310554C2 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |