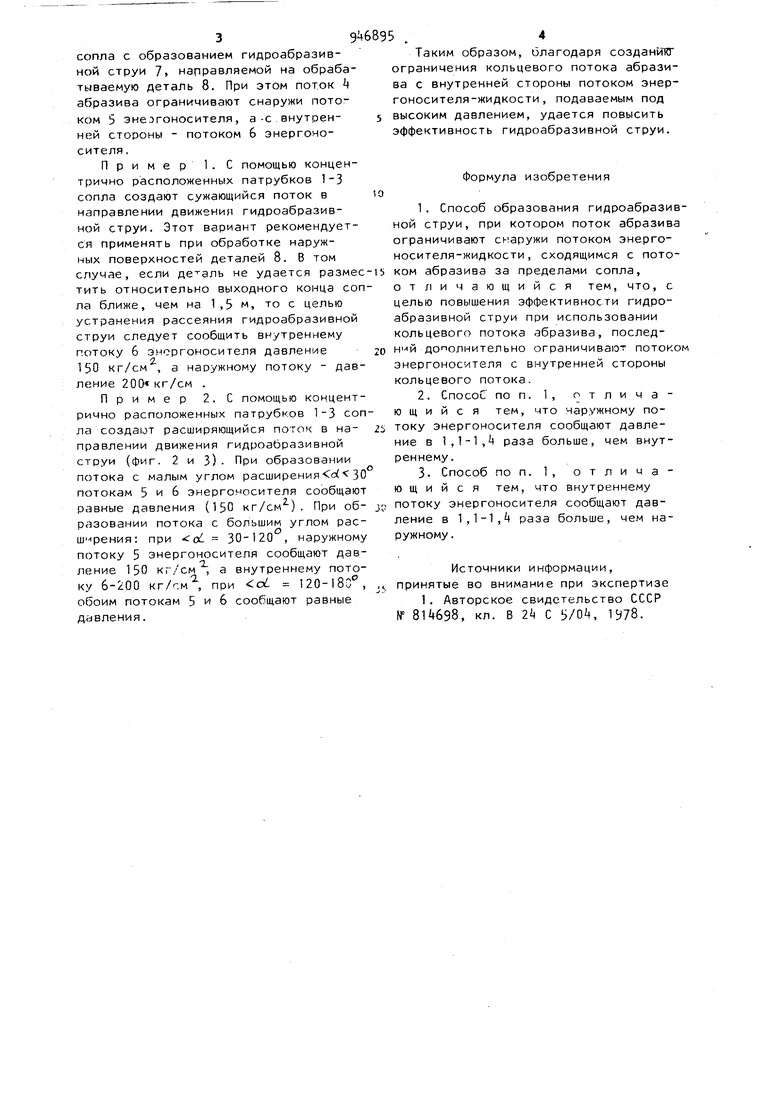
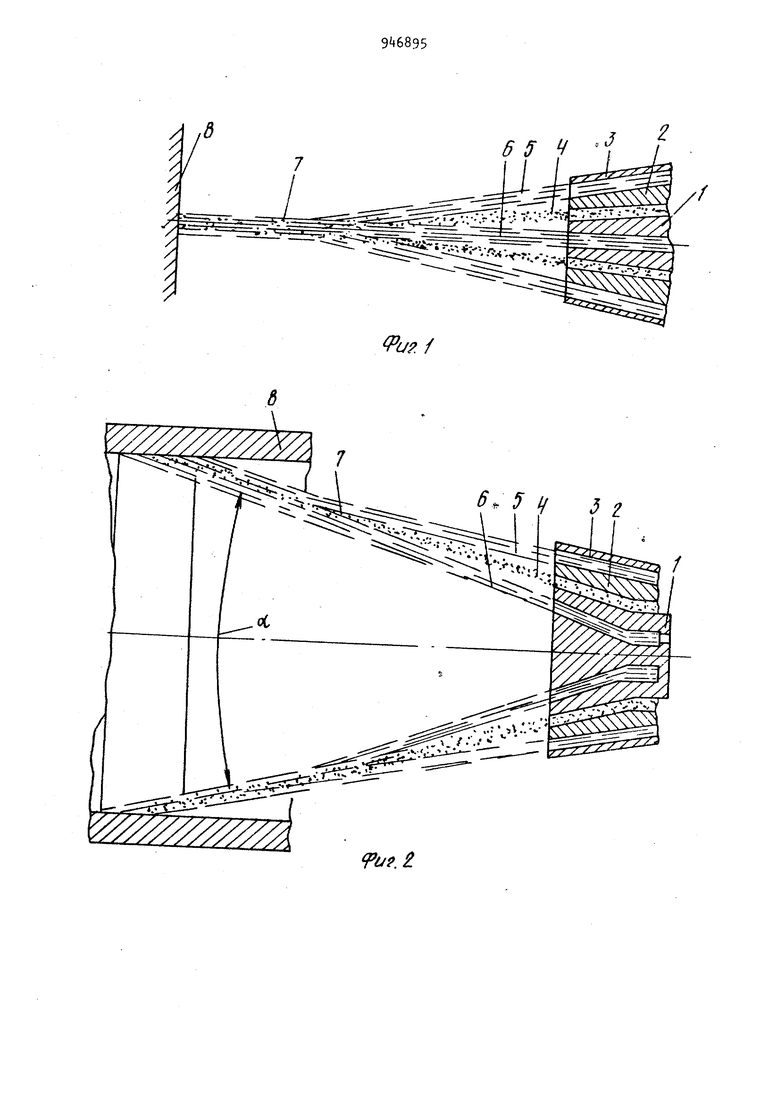
Изобретение относится к очистке деталей от окалины, ржавчины и т.д. Известен способ образования гидро абразивной струи, при котором поток абразива ограничивают снаружи потоком энергоносителя-жидкости, сходящимся с потоком абразива за пределами сопла СОНедостаток известного способа заключается в низкой эффективности гидроабразивной струи из-за наружного потока энергоносителя, препятству ющего разбрызгиванию абразивной стру и в невозможности использовать такую струю при обработке внутренней поверхности деталей без применения рас секателей. Цель изобретения - повышение эффективности гидроабразивной струи при использовании кольцевого потока абразива. Поставленная цель достигается тем что кольцевой поток абразива дополнительно ограничивают потоком энерго носителя с внутренней стороны кольцевого потока. Наружному потоку энергоносителя сообщают давление в 1,1-1,4 раза больше, чем внутреннему. Внутреннему потоку энергоносителя сообщают давление в 1,1-1, раза больше, чем наружному. На фиг. 1 показано образование сужающегося потока при движении гидроабразивной струи; на фиг. 2 - образование потока с малым углом расширения; на фиг. 3 образование потока с большим углом расширения (а: 120°С). Способ осуществляется следующим образом. С помощью концентрично расположенных патрубков 1-3 сопла создают поток абразива кизкого давления (З- кг/см) и потоки 5 и 6 энергоносителя-жидкости высокого давления (150-200 кг/см ), которые сходятся с потоком 4 абразива за пределами 39 с образованием гидроабразивной струи 7 направляемой на обрабатываемую деталь 8. При этом поток k абразива ограничивают снаружи потоком 5 энеэгоносителя, а-с внутренней стороны - потоком 6 энергоносителя. Пример 1. С помощью концентрично расположенных патрубков 1-3 сопла создают сужающийся поток в направлении движения гидроабразивной струи. Этот вариант рекомендуется применять при обработке наружHfciix поверхностей деталей 8. В том случае, если не удается разме тить относительно выходного конца со ла ближе, чем на 1,5 м, то с целью устранения рассеяния гидроабразивной струи следует сообщить внутреннему потоку 6 энергоносителя давление 150 кг/см , а наружному потоку - давление 200 кг/см . Пример 2. С помощью концентрично расположенных патрубков 1-3 соп ла создают расширяющийся поток в направлении движения гидроабразивной струи (фиг. 2 и 3). При образовании потока с малым углом расширения с 30 потокам 5 и 6 энергоносителя сообщают равные давления (150 кг/см) . При обс большим углом расразовании потока oL 30-120 , наружному Ш1рения: при
потоку 5 энергоносителя сообщают давление 150 кг/см , а внутреннему пото / 1 о / (О лО
при с 120-18;
ку 6-200 кг/см и 6 сообщают равные обоим потокам 5 давления.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР If 8U698, кл. В 2 С 5/Oit, 1У78. Таким образом, благодаря созданРГКГ ограничения кольцевого потока абразива с внутренней стороны потоком энер гоносителя-жидкости, подаваемым под высоким давлением, удается повысить эффективность гидроабразивной струи. Формула изобретения 1. Способ образования гидроабразивной струи, при котором поток абразива ограничивают снаружи потоком энергоносителя-жидкости, сходящимся с потоком абразива за пределами сопла, отличающийся тем, что, с целью повышения эффективности гидроабразивной струи при использовании кольцевого потока абразива, последн |й дополнительно ограничивают потоком энергоносителя с внутренней стороны кольцевого потока. 2.СпосоС по п. 1, отличающийся тем, что наружному потоку энергоносителя сообщают давление в 1,1-1,4 раза больше, чем внутреннему. 3.Способ по п. 1, отличающийся тем, что внутреннему потоку энергоносителя сообщают дав1,1-1,А раза больше, чем наление в ружному 6 V
u.f f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования гидроабразивной струи | 1983 |
|
SU1117202A2 |
| Устройство для гидроабразивнойОбРАбОТКи дЕТАлЕй | 1978 |
|
SU814698A1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2307938C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2013 |
|
RU2539241C2 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| Устройство гашения энергии высокоскоростной гидроабразивной струи | 1991 |
|
SU1805017A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| СТРУЙНЫЙ АППАРАТ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭНЕРГОНОСИТЕЛЕЙ В НЕГО | 1992 |
|
RU2068334C1 |
| УСТАНОВКА И СПОСОБ ИСПЫТАНИЯ МАТЕРИАЛОВ И ПОКРЫТИЙ НА ГИДРОАБРАЗИВНЫЙ ИЗНОС | 2012 |
|
RU2509295C2 |
9i/.
