Изобретение относится к способам очистки 1-орячекатаиых и кованых заготовок от окалины и ржавчины, а также литых заготовок от литейной земли с помощью гидроабразивной струи и может быть непользовано в станкостроительной и других отраслях промышленности.
По основному авт. св. № 946895 известен способ обра: ования гидроабразивной струи вне смесительной камеры, при котором кольцевой поток абразива ограничивают наружным и внутренним потоками энергоносителя-жидкости, сходящимися с потоком абразива за пределами сопла 1.
Однако согласно известному способу абразивные частицы движутся прямолинейно и потому оказывают на обрабатываемое 1}зделие лишь ударное действие. Это не г(озволяст добиться достаточно высокой эффективности гидроабразивной обработки изделий, так как на один и тот же участок поверхности изделия необходимо воздействовать в течение довольно длительного времени.
Цель изобретения - повьипение эффективности гидроабразивной струи.
Для достижения поставленной цели сог ласно способу образования гидроабразивной струи наружному и внутреннему потокам энергоносителя сообщают вращательное движение в одном направлении.
Сущность изобретения заключается в том что наружный и внутренний кольцевые потоки энергоносителя-жидкости благодаря тому, что им придают дополнительно (кроме основного поступательного движения) вращение в одном направлении, завихряют находящийся между ними поток абразива, в результате чего последний при взаимодействии с поверхностью обрабатываемого изделия оказывает на нее не только ударное действие, но и срезающее, т. е. длина рабочего нробега абразивных частиц по поверхности обрабатываемого изделия существенно увеличивается, а поток абразива (получена гидроабразивная струя) оказывается гюдобным Н1лифовальному кругу.
На фиг. 1 схематично изображено сопло и гидроабразивная струя, продольный разрез; на фиг. 2 - разрез Б--Б на фиг. 1.
С помощью концентрично расположенных конических патрубков 1-4 сопла создают кольцевой поток 5 абразива низкого давления (3-4 кг/см) и два огр;1ничивающих его снаружи и изнутри кольщ вых потока энергоносителя-жидкости (воды) высокого давления (150-200 кг/см ); наружный 6 и внутренний 7 потоки. При это.м каждому из потоков 5-7 придают сужающуюся по ходу их движения форму благодаря соответствующей (конической) фор.ме патрубков с верщинами конусов, расположенными за пределами этих патрубков. Потокам 6 и 7 энергоносителя, кроме поступательного движения по стрелке, дополнительно придают вращение в одинаковом направлении по стрелке UJ. Вращение потокам 6 и 7 сообщают за счет того, что образованные патрубками 1-2 и 3-4 полости перегораживают ребра.ми 8 и 9, соответственно расположенными наклонно по отношению к продольной оси сопла. Ребра 10, расположенные .между патрубками 2-3 в полости для направления потока 5 абразива, ориентированы параллельно оси сопла. Потоки 6 и 7 энергоносителя сходятся за пределами сопла с потоком 5 абразива, захватывая и ускоряя абразивные частицы (дробь) до ра) чей скорости с образованием гидроабразивной струи 11. При этом благодаря тому, что наружному 6 и внутреннему 7 потока.м энергоносителя, между которыми заключен поток 5 абразива, придают вращ.-ние в одном направлении, абразивные частицы приобретают врапгательное движение. Ударяясь о поверхность обрабатываемого изд-елия 12, каждая дробинка оказывает два вида силового воздействия: перпендикулярно этой поверхности и вдоль нее по круговой траектории. В результате длина рабочего нробега абразивных частиц по поверхности обрабатываемого изделия по сравнению с другими известными способами существенно увеличивается.
Реализация предлагаемого способа позволяет повысить эффективность гидроабразивной струи как в отношении сокращения необхОха,и.мого времени воздействия струи на один и тот же участок поверхности обрабатываемого изделия, так и в отношении улучшения качества очистки поверхности.
Фаг. 2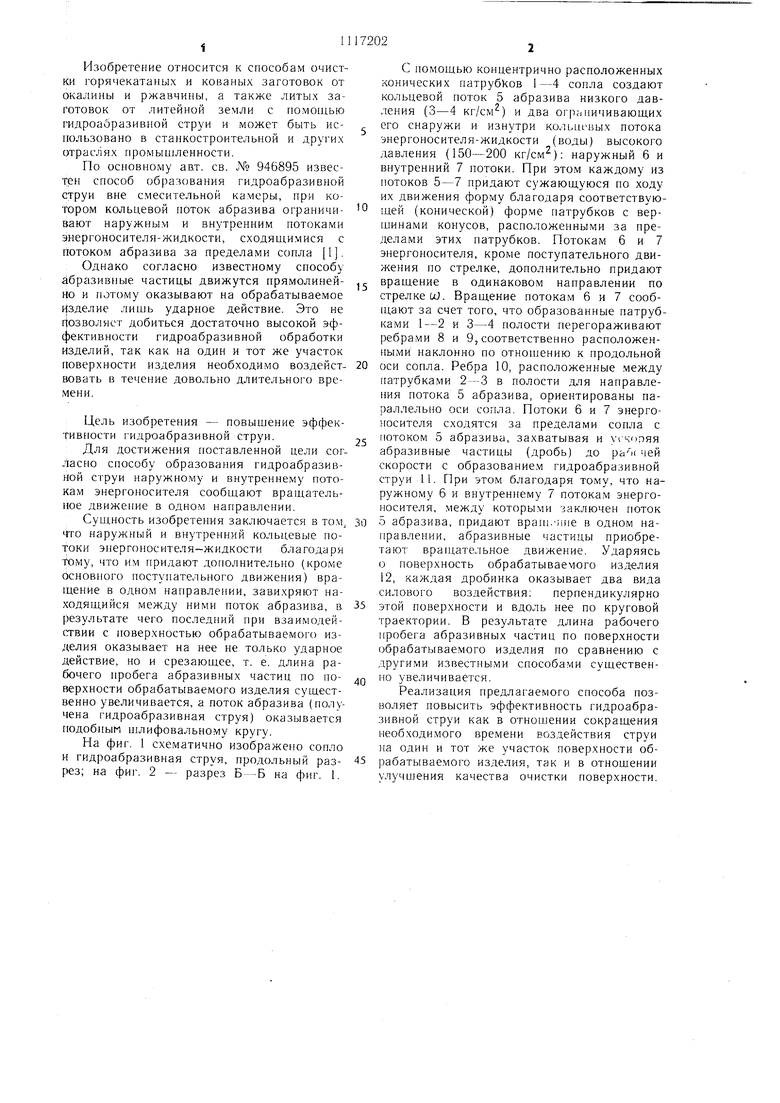
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования гидроабразивной струи | 1980 |
|
SU946895A1 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2307938C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| УСТАНОВКА ПОРТАТИВНАЯ И СПОСОБ ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПОЖАРО-ВЗРЫВООПАСНЫЕ ВЕЩЕСТВА | 2021 |
|
RU2772366C1 |
| Способ гидроабразивной обработки с осцилляцией струи | 2017 |
|
RU2688007C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| Способ резки гидроабразивной струей | 1987 |
|
SU1459908A1 |
СПОСОБ ОБРАЗОВАНИЯ ГИДРОАБРАЗИВНОЙ СТРУИ по авт. СБ. № 946895, отличающийся тем, что, с целью повышения эффективности гидроабразивной струи, наружному и внутреннему потокам энергоносителя сообщают вращательное движение в одном направлении. (Л ЛИ та Ш ГчЭ о rsD 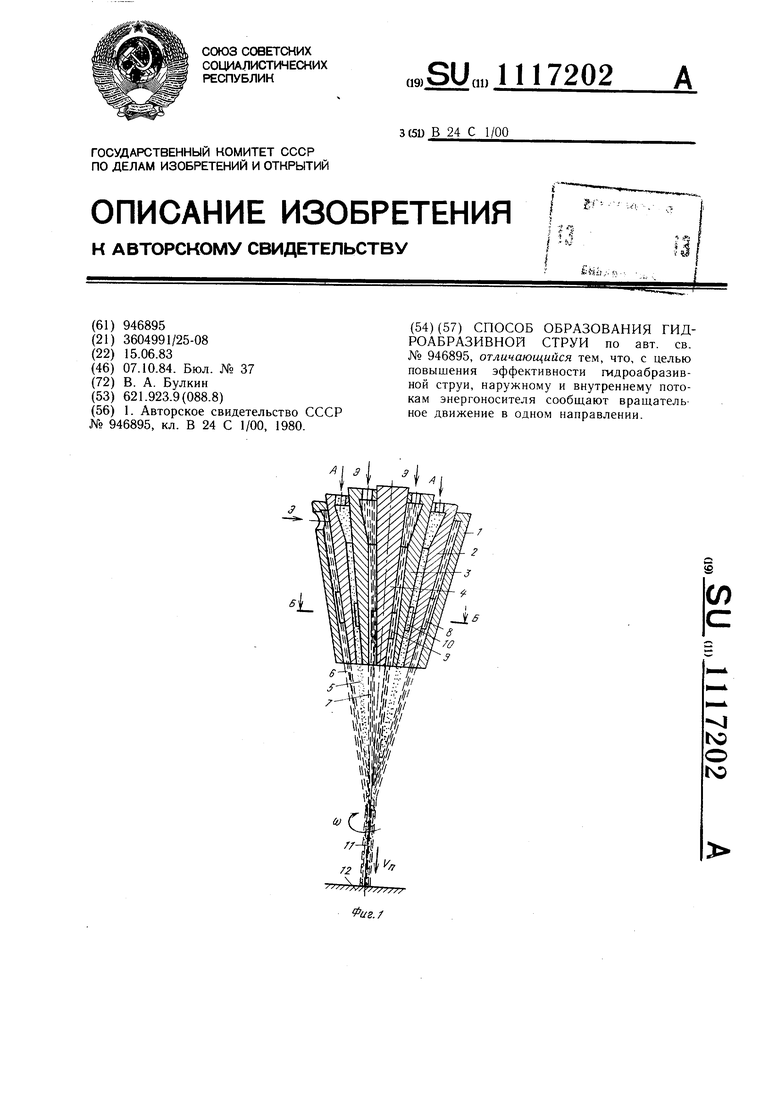
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ образования гидроабразивной струи | 1980 |
|
SU946895A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
