Изобретение относится к технике для обработки твердых материалов с использованием высокоскоростных струй воды и может быть использовано во всех областях народного хозяйства для резания различных и твердых материалов, например, в качестве породоразрушающего органа горных машин при проведении горных выработок и нарезке разгрузочных щелей по крепким абразивным горным породам.
Кроме того, оно может быть использовано для обработки в воздушной среде и под водой различных твердых минеральных и искусственных сред, включая бетон, железобетон, керамику, стекло, металлы и различные композитные материалы.
Известно устройство (Hafer Kamp,H.,Louis, H. and G.Meir "Cutting of contaminated material by abrasive water jets" In: Proc.of 9th international Symposium on Jet Cutting Technology (Sendai, Japan, Oct. 1988) The Fluid Engeneering Center, Cranfield, England 1988) для гидроабразивной обработки твердых материалов, включающее корпус с соосно размещенными в нем струеформирующим устройством и камерой смешения постоянного объема, в котором коллиматор, выполненный в виде единой детали, закрепленной в шаровом соединении, посредством регулировочных болтов крепится к корпусу устройства. Подача абразива в камеру смешения осуществляется по двум каналам, выполненным в корпусе устройства.
Недостатками, снижающими эффективность работы указанного устройства, являются:
- постоянная конфигурация камеры смешения при использовании различных давлений воды перед струеформирующими насадками с различным диаметром выходного отверстия, а также в условиях изменения расхода абразива, не позволяет поддерживать оптимальные условия для внедрения абразива в высокоскоростную струю;
- в случае несоосного вылета струи из насадки угловые перемещения коллиматора, осуществляемые с помощью шарового шарнира и регулировочных болтов, не позволяет добиться надежного совмещения осей струи и коллиматора, что неизбежно приводит к ускоренному износу последнего и снижает эффективность использования гидроабразивной струи;
- отсутствие успокоителя перед насадкой приводит к беспрепятственному попаданию в нее турбулентных вихрей, следствием чего является усиление распада формируемой струи и ее значительное отклонение от оси при вылете из насадки;
-наибольший износ коллиматора, изготавливаемого из дорогостоящих сверхпрочных материалов, в процессе работы происходит в выходной части его канала, поэтому конструкция коллиматора в виде цельной детали приводит к необоснованно завышенным расходам при его замене.
Наиболее близким техническим решением, принятым в качестве прототипа, является инструмент для гидроабразивного резания твердых материалов, разработанной фирмой " Hammelmann" ФРГ и включающий корпус с соосно размещенными в нем струеформирующим устройством и камерой смешения, коллиматор с переходником соединенные соосно с последними, и патрубок для подачи абразива в камеру смешения [1].
Недостатком указанного технического решения является то, что камера смешения выполнена без возможности изменения ее геометрических размеров (длины и диаметра). Однако известно, что для достижения максимальной эффективности формирования гидроабразивной струи необходимо, чтобы для каждой пары исходных гидравлических условий формирования струи (диаметр выходного отверстия и давление воды перед насадкой) камера смешения имела оптимальные длину и диаметр.
Как бы ни была совершенна технология изготовления струеформирующих насадок, ввиду неизбежных микропогрешностей поверхности выходных отверстий и незначительных отступлений поверхности проточного канала от заданной формы, при вылете струи из насадки возникают силы, отклоняющие ее от оси проточного канала насадки.
Используемый в рассматриваемом устройстве способ совмещения оси коллиматора с отклоненной осью струи обладает существенными недостатками:
- сложность регулировок ввиду необходимости раздельной центровки заднего и переднего концов коллиматора;
- весьма ограниченный диапазон регулирования;
- необходимость повторных регулировок при каждой операции замены коллиматора.
Во всех выполненных в настоящее время исследованиях по резанию твердых материалов гидроабразивными струями отмечается, что износ коллиматора достигает максимальной величины в головной его части, в то время, как весь остальной проточный канал коллиматора сохраняется в работоспособном состоянии.
Таким образом, использование коллиматора в виде цельной детали является экономически не эффективным, так как его вынужденная замена приводит к повышенному расходу дорогостоящих износостойких материалов и повышает эксплуатационные расходы у потребителя.
В конструкции прототипа патрубок для подачи абразива в камеру смешения выполнен без возможности изменения угла наклона относительно продольной оси устройства, что существенно сужает возможности оптимизации условий подачи абразива в камеру смешения при изменении исходных гидравлических условий (диаметра насадки и давления воды перед насадкой), а также при изменении расхода абразива.
Известно, что качество формирования водяных струй определяется не только оптимизацией параметров профиля проточной части струеформирующих насадок, но также и качеством подготовки потока жидкости, подтекающего к насадке.
Поскольку в конструкции прототипа отсутствуют технические решения, направленные на подготовку потока жидкости, подтекающего к насадке, практически неизбежное наличие турбулентных вихрей в потоке жидкости при их дополнительном ускорении в насадке приводит к существенному снижению качества формирования струи. Это выражается в увеличении диаметра струи, интенсивном снижении динамических характеристик по ее длине, увеличении угла отклонения при вылете из насадки и, в конечном счете, приводит к снижению производительности использования гидроабразивной струи.
Техническая задача, решаемая изобретением, состоит в повышении качества формирования абразивной струи, обеспечении оптимальной настройки параметров инструмента на обработку материалов с различными прочностными свойствами и снижении потерь гидравлической энергии.
Сущность изобретения заключается в том, что в инструменте, включающем корпус с соосно размещенными в нем струеформирующим устройством и камерой смешения, коллиматор с переходником, соединенные соосно с последними, и патрубок для подачи абразива в камеру смешения, струеформирующее устройство размещено в корпусе с возможностью смещения вдоль его продольной оси и под углом к ней, при этом камера смешения выполнена в виде сменной втулки, длина и диаметр которой выбираются в зависимости от гидравлических параметров водяной струи, а канал коллиматора образован набором сменных вкладышей.
Патрубок для подачи абразива в камеру смешения соединен с последней посредством шарового шарнира и содержит сменную втулку с возможностью изменения диаметра канала, что обеспечивает подачу заданного количества абразива в камеру смешения под различными углами и в том числе по касательной к внутренней поверхности камеры смешения.
Для исключения разрыва камеры смешения при избыточной подаче абразива патрубок снабжен предохранительным клапаном.
С целью увеличения срока службы сменная втулка камеры смешения и вкладыши коллиматора изготовлены из износостойкого материала.
Для уменьшения турбулентных возмущений на входе в струеформирующую насадку струеформирующее устройство снабжено успокоителем, например крестообразным, в виде пересекающихся под прямым углом пластин.
Для обеспечения возможности центровки водяной струи по оси коллиматора корпус струеформирующего устройства выполнен с утолщенной головной частью, например, в виде шаровой поверхности с центром вращения, расположенным на оси струеформирующего устройства в плоскости, проходящей через выходное отверстие насадки, с размещенными на ней канавкой с уплотнительным элементом. Хвостовая часть корпуса струеформирующего устройства посредством резьбы соединена с регулировочной гайкой, снабженной буртом, торцевой частью опирающимся на корпус инструмента, причем регулировка положения хвостовой части осуществляется регулировочными болтами, размещенными по периметру корпуса инструмента и упирающимися в кольцевую канавку на наружной части регулировочной гайки.
На чертеже показан предлагаемый инструмент.
Инструмент для гидроабразивной обработки твердых материалов состоит из корпуса 1 с размещенными в нем соосно камерой в виде сменной втулки 2 и струеформирующим устройством, состоящим из корпуса 3, струеформирующей насадки 4 и успокоителя 5, выполненного, например, в виде двух пересекающихся под прямым углом пластин. Длина и внутренний диаметр сменной втулки 2 выбираются в зависимости от гидравлических параметров водяной струи.
Струеформирующее устройство выполнено с утолщенной головной частью, имеющей, например, шаровую поверхность 6 с возможностью осевого смещения вдоль продольной оси и под углом к ней с помощью регулировочной гайки 7, навинчивающейся на корпус 3 и упирающейся своим буртом 8 в торцевую часть корпуса 1. Стопорение регулировочной гайки 7 осуществляется регулировочными болтами 9, размещенными по периметру в корпусе 1 и своими концами входящими в кольцевую канавку 10 на наружной стороне регулировочной гайки 7.
Струеформирующее устройство герметизируется в корпусе 1 уплотнительным элементом 11, расположенным в кольцевой канавке 12 головной части струеформирующего устройства 3 в плоскости, проходящей через выходное сечение струеформирующей насадки 4.
Патрубок 13 для подачи абразива в камеру смешения с размещенной в нем сменной втулкой 14 и снабженный предохранительным клапаном 15, присоединен к корпусу 1 шаровым шарниром 16 с возможностью закрепления под различными углами к продольной оси камеры смешения.
Коллиматор, состоящий из корпуса 17 с размещенными в нем сменными вкладышами 18 и переходника 19, крепится гайкой 20 к корпусу 1 соосно с камерой смешения 2 и струеформирующим устройством и герметизируется относительно камеры смешения 2 уплотнительным элементом 21.
Сменная втулка 2 камеры смешения и вкладыши 18 коллиматора изготовлены из износостойкого материала.
Инструмент для гидроабразивной обработки твердых материалов может быть использован, например, в стационарных и мобильных установках для резания горных пород, отделочных материалов, металлов и металлических конструкций, искусственных композитных материалов, резина, стекла и других твердых материалов, а также в установках для очистки оборудования от твердых отложений изоляции и других твердых покрытий.
Работа инструмента для гидроабразивной обработки твердых материалов осуществляется следующим образом.
В струеформирующее устройство подается вода с давлением, соответствующим режиму эффективной обработки материала и задачам выполняемого технологического процесса. Ослабляются регулировочные болты 9 и вращением гайки 7 осуществляется осевое перемещение струеформирующего устройства в заданное положение, которое для выбранного диаметра струеформирующей насадки и давления воды обеспечивает максимальное разрежение в камере смешения и оптимальные условия для внедрения абразива в водяную струю. Вращением регулировочных болтов 9 обеспечивается полная соосность высокоскоростной струи воды в канале коллиматора.
Через патрубок 13 в камеру смешения подается абразив, расход которого лимитируется соответствующим выбором диаметра сменной втулки 14. В случае подачи избыточного количества абразива срабатывает предохранительный клапан 15, обеспечивая возможность работы инструмента в максимально эффективном режиме, с расходом абразива, близким к критическому.
При работе с струеформирующими насадками различного диаметра или в случае значительного изменения давления воды в инструменте устанавливается соответствующая выбранному режиму разрушения камера смешения 2 и вкладыши коллиматора 18, после чего процесс настройки повторяется в последовательности, описанной выше.
В отличие от известных конструкций в предлагаемом техническом решении смену коллиматора можно выполнять без последующей центровки высокоскоростной струи. Кроме того, в случае ухудшения качества абразивной струи вследствие износа выходного отверстия коллиматора, достаточно заменить только один головной износостойкий вкладыш 18 без последующего центрирования струи.
Шаровое соединение 16 патрубка для подачи абразива в камеру смешения позволяет создавать оптимальные условия внедрения абразива в струю воды в зависимости от количества абразива, давления и расхода воды. В частности, возможна такая установка патрубка для подачи абразива, при которой абразив будет поступать в камеру для подачи абразива, при которой абразив будет поступать в камеру смешения по касательной к внутренней поверхности камеры смешения. При этом за счет винтообразного перемещения абразива в камере смешения увеличивается время его движения к входному отверстию коллиматора и таким образом создаются условия для увеличения доли абразива, проникающего в центральную высокоскоростную часть струи, и соответственно снижается количество абразива, выносимого из камеры смешения с низкой скоростью и не совершающего полезной работы.
Использование в конструкции струеформирующего устройства успокоителя 5 позволяет исключить попадание в насадку крупномасштабных турбулентных вихрей, возникающих, например, при прохождении жидкостного потока через дроссели, изогнутые части водоводов и т.д., что позволяет существенно улучшить качество формирования и эффективность гидроабразивной струи.
Использование предлагаемой конструкции инструмента для гидроабразивной обработки твердых материалов позволяет увеличить производительность и снизить энергоемкость процесса гидроабразивной обработки твердых материалов, снижает время простоя при вынужденной замене коллиматора и стоимость необходимых для этого расходных материалов, а также обеспечивает безопасное ведение работ при экстремальных режимах подачи абразива в инструмент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2307938C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407625C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ОРОШАЮЩЕЙ ЖИДКОСТИ К РЕЗЦУ ГОРНОЙ МАШИНЫ | 1992 |
|
RU2006579C1 |
| СТРУЕФОРМИРУЮЩАЯ ГОЛОВКА ДЛЯ ПОДВОДНОЙ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2021 |
|
RU2793133C2 |
| Узкозахватный угольный комбайн | 1985 |
|
SU1283373A1 |
| ГИДРОДИНАМИЧЕСКИЙ ГЕНЕРАТОР ДЛЯ ОБРАБОТКИ СУСПЕНЗИЙ | 2000 |
|
RU2169625C1 |
| Выемочный комплекс | 1987 |
|
SU1470954A1 |
| Способ резки гидроабразивной струей | 1987 |
|
SU1459908A1 |
Изобретение относится к технике для обработки твердых материалов высокоскоростными струями воды и может быть использовано во всех областях народного хозяйства, в том числе в качестве породоразрушающего органа горных машин. Инструмент состоит из корпуса с соосно размещенным струеформирующим устройством (СФУ) и камерой смешения, коллиматора с переходником, соединенные с ним соосно, и патрубка для подачи абразива в камеру смешения. СФУ размещено в корпусе с возможностью смещения вдоль его продольной оси и под углом к ней. Камера смешения имеет сменные втулки различной длины и диаметра. Канал коллиматора образован также набором сменных вкладышей. Втулка и вкладыши изготавливаются из износостойкого материала. Патрубок для подачи абразива соединен шаровым шарниром с камерой смешения и может быть снабжен предохранительным клапаном. СФУ снабжено успокоителем, например, в виде пластин, пересекающихся под прямым углом. Обеспечение оптимального режима работы корпус СФУ в головной части выполнен в виде шаровой поверхности с канавкой и уплотнительным элементом, положение хвостовой части регулируется болтами. Использование изобретения позволяет осуществлять замену коллиматора без последующей центровки струи, создавать оптимальные условия введения абразива в струю жидкости, снизить расход абразива, снизить энергоемкость процесса и повысить производительность. 5 з.п. ф-лы, 1 ил.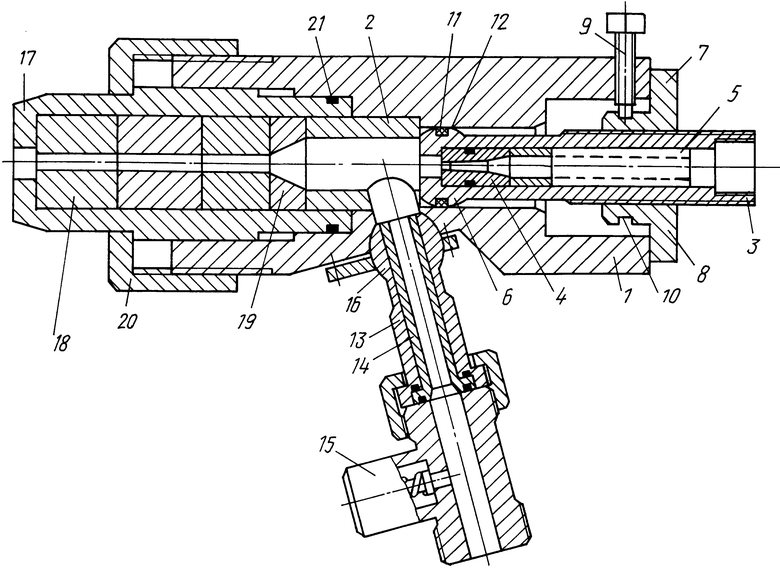
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы "Hammelmann Maschinenfabrik GmbH", 1989. | |||
