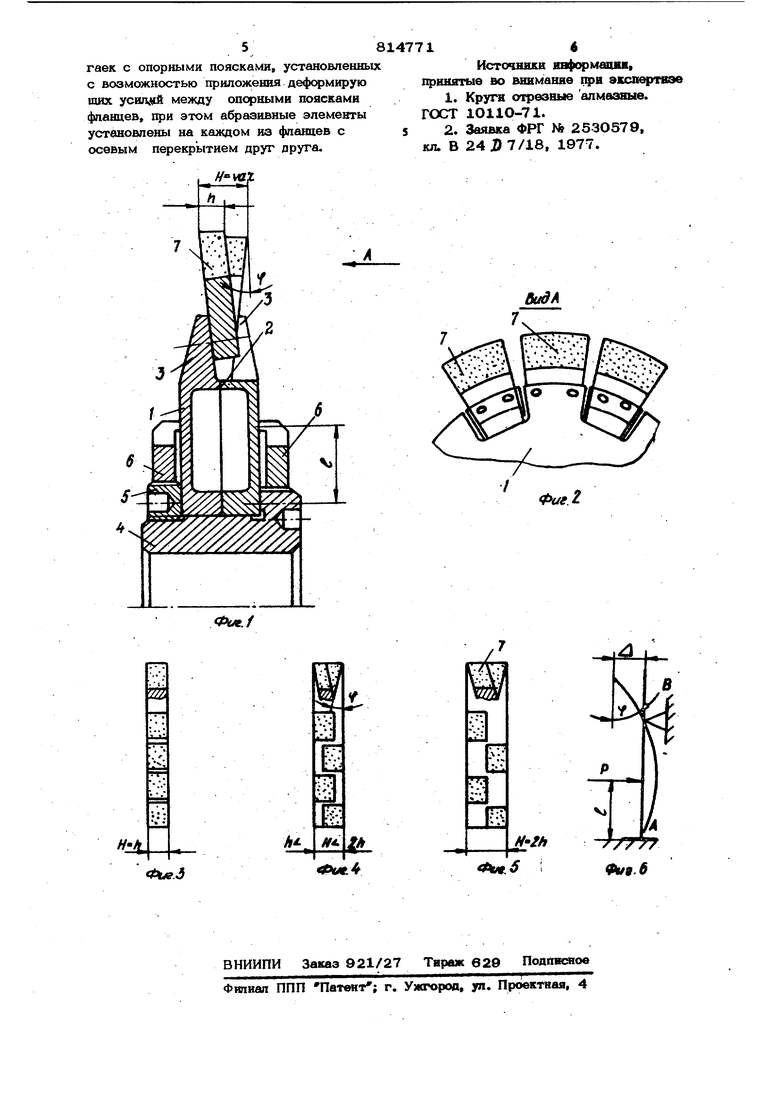
Изобретение относится к резанию зфуп ких неметаллических материалов и мспкет быть использовано при прсфезке пазов в блоках ферритовых многоканальных м&гнитных головок, а также в подложках микросхем из ситалла, керамики н т.п. материалов. При изготовлении блоков ферфитовых магнитных головок необходимо - ние точных пазов для монтажа в них экранов и изолирующих прокладок. Ширина таких пазов обычно варыфуется от О,2 до 2 мм с точностью О,О1-О,ОЗ мм Известны применяющиеся для этих целей алмазные отрезные круги толщиной от 0,15 мм и более. Они состоят из корпуса в виде металлического диска и алмазоносной режущей части аапрессованной на периферийную часть корпуса. Для обработки паза требуемой Щ(рины подбирается соответствующий отрезной круг или составляется набор кругов, суммарная толщина которьцс обеспечивает получение паза заданной ширины 1J, Однако в щхшессе резания такие круги постепенно изнашиваются и, если в состоянии поставки такие круги в осевом сечении могут иметь подну ф ше апмазоноснсхго слоя, то постепенно образуется обратный клин, при веянУше котор Х) п(фядка О,О4 мм круг перестает резать. Кроме того, не представляется возможным использовать один и тот же : инструмент для 1форезки пазов разной шириш 1, а также регул{фовать толщину режущей поверхности. Известен также абразивный ннструме .нт содержащий , на котором смовгн- роианы упругие фланцы, несущие абразивные режущие элементы. Фланцы имеют опорные пояски и между фланцами размещен деформирующий механизм. Инструмент имеет возможность изменять взаимное расположение режущих элементов/27Оцнако режущие элементы на фланцах расположены без осевого перекрытия, поэтому на дне прорезаемого паза обра8ауется уступ. Кроме того, инструмент имеет по одному оперному пояску на кшхдом фланце, поэтому форма фланцев, и, следовательно, ширина поверхности и размер прорезаемого паза неопределенны. Цель изобретения - повышение точност регул1фования положения абразивных элементов. Поставленная цель достигается тем, что каждый из фланцев дополнительно снабжен опорным пояском, а деформирующий механизм выполнен в виде гаек с оперными поясками, установленных с возможностью приложения деформирую щих усилий между опорными поясками фланцев, при этом абразивнью элементы установлены на каждом из фланцев с осевым перекрытием друг друга. На фиг. 1 представлен абразивный инструмент, осевой разрез} на фиг. 2 вид А на фиг. 1, на фиг. 3, 4, 5 - схема изменения толщины режущей поверхности, на фиг. 6 - схема нагружения фланцев инструмента. Абразивный инстумент состоит из кор пуса и режущей части. Корпус инструмен та выполнен в виде двух упругих тарельчатых фланцев 1 с опорными поясками 2 (внутренними и внешними), расположен ными на внутренних торцовых поверхностях. На цилиндрической поверхности фланцев имеются выступы 3« Фланцы смонт1фованы на общей втулке 4 по внутреннему диаметру и закреплены на ней жестко при помощи гайки 5, причем фланцы между собой установлены со смещением на полшага, т.е. выступ на одном фланце приходится против впадины на другом. Кроме того, на втулке 4 и на 5 установлены регулировочные гай ки 6 с опо зными поясками, касающиеся внешних торцовых поверхностей фланцев между оперными поясками 2. Место касания (место приложения силы) должно обязательно находиться между оперными поясками, чтобы произвести прогиб фланцев в нужном направлении. Выкос места касания за опорный поясок приводит к изменению направления деформации. Режущая часть инструмента выполнена в виде абразивных, например алмазоносных элементов 7 толщиной Ь при крепленных к выступам 3 фланцев. Так как фланцы смещены на полшага, то абр зивные элементы 7 на садном фланце при ходятся между абразивньши элементами на другом (фиг. 2), образуя прерывисту зигзагообразную режущую часть. Общ 14 олщина Н режущей части (поверхности) нструмента является переменной велииной и изменяется от до Н /, где - толщина абразивных элементов фиг. 3, 4, 5). Изменение толщины Н ежущей поверхности инструмента прозводят при помощи регулировочных аек 6. Например, чтобы увеличить Н, следует завернуть обе гайки 6 равномерно с двух сторон. Действие гаек на ланцы можно рассматривать, лак действие силы Р, распределенной по окружности на плече. Нагружение упругих фланцев Происходит с помощью регулировочных гаек 6, касаЮЕ1ИХСЯ фланцев по окружности, расположенной между опорными поясками. Фланцы жестко закреплены в точке А (фиг,6), находящейся на внутреннем опорном пояске, и касаются друг друга в точке В на внешнем опорном пояске. Под действие|М этой силы фланцы прогибаются и консольная часть их с режущими элементами смещается на величину Л Таким образом, консольно закрепленные на фланцы абразивные элементы (фиг. 3, 4, 5) отклоняются в разные стороны, увеличивая толщину Н режущей поверхности от Н / до / и угол Y поднутрения (угол между плоскостью сегментов и плоскостью вращения). При снятии нагрузки абразивные элементы возвращаются в исходное состояние, т.е. стремятся к и / О. Кроме того, общая толщина Н может быть изменена также за счет толшины /7 абразивных элементов, которые делаются съемными. Таким образом, инструмент, сохраняя свои высокие режущие свойства за счет наличия зигзагообразной режущей поверхности и поднутрения, расширяет технологические Возможности: толщина его режущей поверхности Н может точно регулироваться и, следовательно, ширина прорезаемых пазов также может устанавливаться с высокой точностью. Изношенные алмазоносные сегменты могут быть заменены. Формула изобретения Абразивный инструмент, содержащий корпус, на котором установлены упругие, несущие абразивные элементы фланцы с опорными поясками и деформирующий фланцы механизм, отличающийс я тем, что, с целью повьщ1ения точное- ти регулщювания положения абразивных элементов, каждый из фланцев дополнительно снабжен опорным пояском, а деформирующий механизм выполнен в виде двух 58147 гаек с опорными поясками, установленных с возможностью приложеная дефсфмирую ишх усш1 между опорнымн поясками фланцев, при этом абразивные элементы уствновлены на каждом из фланцев с осевым перекрытием друг яруга.
-иаг,
бидА
Фиг. 2 1 Источники иаформшшн, 1финятые во вннманве при экспертвае 1.Круги отрезные алмазные. ГОСТ 1ОИО-71. 2.Заявка ФРГ № 253О579, кл. В 24 JD7/18, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| ДИСКОВАЯ ПИЛА | 1991 |
|
RU2035304C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2042496C1 |
| СТОЙКИЙ ОСЦИЛЛИРУЮЩИЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2279967C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ ОТРЕЗНЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2235629C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2235632C1 |
ZZZ
.4
Фиг.Л
/777 Фи.6
