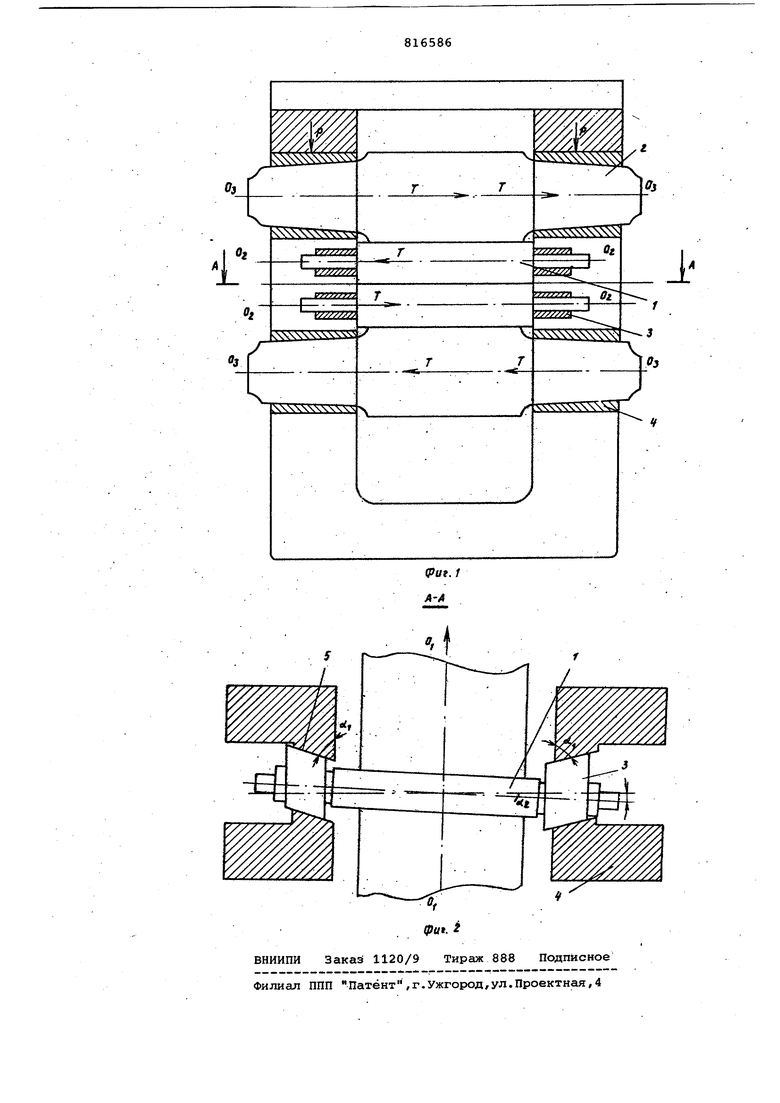
Изобретение относится к прокатному производству, а именно к конструк диям клетей четырехвалковью: прокатных станов. Известно устройство для регулирования перекосов осей рабочих и опорных валков, содержащее гидроцилиндры распора 1. Однако наличие гидрОсистешл услож няет эксплуатацию устройства. Известна рабочая клеть четырехвал .кового прокатного стана, содержащая опорные валки с размещенньми между нтяк рабочими валками, подупжи которах установлены в проемгос соответств ющих подушек опорных валков так,что их боковые опорные поверхности-сопря жены с соответствующими внутренними поверхностями подушек опорных вал-г ков {21. Для предотвращения смещения .рабочих валков в осевом направлении одна из его пбдушек фиксируется с ншющвю упора и пластины, предусмотренных в подушках опорного валка. При этом возможны перекосы осей рабочих и опорных валков, вследствие неточности изготовления подушек, пластины и т.д. Наличие перекосов осей рабочих и опорных валков вызывает ухудшение качества прокатываемого металла и появление осевых усилий, приводящих к преждевременному выходу из строя подшипников рабочих валков н снижению производительности стана. .Таким образом, недостатком известной клети является.необходимость очень точного изготовления всех деталей, а также сохранение их размеров в процессе прокатки постоянньми для того, чтобы обеспечить параллельность осей рабочих и опорных валков. Однако обеспечить это очень сложно. Цель изобретения - предотвращение перекосов осей рабочих и опорных валков относительно оси прокатки. Указанная цель достигается созданием рабочей клети четырехвалкового прокатного стана, в которой сопряженные поверхности подушек рабочих и опорных валков выполнены под углом 81-87 к оси прокатки и расположены с каждой стороны валков симметрично оси прокатки. На фиг. 1 изображена рабочая клеть, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Предлагаемая рабочая клеть содержит два рабочих валка 1, размещенных между двумя опорными валками 2. Опорный узел рабочих валков 1 состоит из четырех подушек 3, которые установлены без всякого крепления в соответствующих подушках 4 опорных валков 2 так, что боковые опорные поверхности i5 рабочих валков 1 сопряжены с соответствующими внутренними поверхностями полушек 4 опорных валков 2.Сопряженные поверхности подушек 3 и 4 рабочих и опорных валков 1 и 2 выполнены под углом о.81-87° .к оси прокатки и расположены с каждой стороны валков 1 и 2 симметрично оси , -прокатки.Указанный угол наклона оС выбран в интервале 81-87 в связи со следующим.
При холодной прокатке тонколистовой стали перекос осей 0 - Qj, рабочих валков 1 относительно осей Оз Oj опорных валков 2 составляет ,,5-1,0°.. При перекосе на угол ji край бочки рабочего валка 1 смещается относительно первоначального положения на величину д1. Для ликвидации перекоса за счет.предлагаемой конфигурации сопряженных поверхностей подушек 3 и 4 валков .1 и 2 осуществляется смещение рабочих валков вдоль своей оси Од - OQ, на величину Л 1- под действием возникающей при перекосе осевой нагрузки
ЗТу
ДЕ 360
где: Л 3,14
L - длина бочки рабочего валка,мм; оО - угол перекоса осей рабочих и
опорных валков;
дЬ- допустимое смещение бочки par бочего валка вдоль своей оси, мм;
(ДЬ 6 0,06 L).
Тогда угол f- наклона сопряженных поверхностей подущек 3 и .4 рабочих и опорных валков 1 и 2 к оси О - 0 прокатки.составляет
, ЛЬ
tot 06 --Hct 81-87.
при оС-з 0,5-1,0
Устройство- работает следующим обра зом.
При перевалке рабочих валков 1 их подушки 3 свободно устанавливают в
подушки 4 опорных валков 2, При прижатии опорных валков 2 к рабочим валкам 1 перед началом прокатки могут возникнуть перекосы осей Q - ft и осей Оз - Оз соответственно рабочих и опорных валков 1 и 2, При наличии 5 указанного начальногоперекоса в
валках 1 и 2 возникает осевая нагрузка Т, величина которой зависит от давления Р прокатки и угла перекоса В начальный период прокатки под
действием осевой нагрузки Т происходит перемещение рабочих валков 1 вдоль их оси 0,2 - QQ.
При этом боковые опорные поверхности 5 валков 1 скользят вдоль сопряженных с н-ими внутренних поверхностей подушек 3 опорных валков 2. Это продолжается до тех пор, пока не исчезнет перекос и оси .Од - Q рабочих валков 1 не займут положение,
д.параллельное осям Оg - 0 опорных валков 2.
В итоге осевые нагрузки Т в рабочих и опорных валках исчезают.Это позволяет увеличить срок службы поде шипников рабочих и опорных валков.
Таким образом, в процессе прокатки происходит самовыравнивание осей рабочих и прокатных валков одного относительно другого.
Формула изобретения
Рабочая клеть четырехвалйового прокатного стана, содержащая опорные 5 валки с размещенными между ними рабочими .валками, подушки которых установлены в проемах соответствующих подушек опорных валков так, что их боковые опорные поверхности сопряжены с соответствующими внутренними . поверхностями подушек опорных валков, отличающаяся тем, что, с целью предотвращения перекосов осей рабочих и опорных валков относительно оси прокатки, сопряженные поверхности подушек рабочих и опорных валков выполнены под углом 81-. 87° к оси прокатки и расположены с каждой стороны валков симметрично оси прокатки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № , кл. В 21 В 1/22, 1971.
. 2. Механическое оборудование цехов холодной прокатки. М., Машиностроение, 1972, с. 292.

| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект подушек валков нереверсивной клети кварто | 1979 |
|
SU973201A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| Устройство для регулирования профиля межвалкового зазора четырехвалковой прокатной клети | 1985 |
|
SU1324698A1 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2008 |
|
RU2376090C1 |
| Прокатная клеть кварто | 1989 |
|
SU1754237A1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2006 |
|
RU2319562C2 |