Изобретение относится к прокатному производству и может быть использовано в качестве комплекта подушек прокатных валков четырехвалковых клетей широкополосных станов.
Наиболее близким техническим решением к изобретению является комплект подушек прокатных валков, включающий подушки верхнего и нижнего рабочих валков, в которых по одну сторону от их вертикальной оси установлены клинья и гидроцилиндры уравновешивания верхнего рабочего валка, смонтированные с одной стороны от оси валков непосредственно в подушках, а с другой - в клиньях подушек нижнего валка [1].
Недостатком прототипа является невозможность регулирования усилия горизонтального клинового гидрораспора подушек в клети и относительного углового положения верхнего и нижнего рабочих валков, что при износе облицовочных планок на станинах вызывает устойчивый относительный перекос (окрещивание) рабочих валков и их перекосы относительно опорных валков. Это приводит к появлению больших осевых нагрузок на подшипники валков, снижению их работоспособности, увеличению числа аварийных простоев и сокращению производительности прокатного стана.
Кроме того, из-за перекоса рабочих валков возникает устойчивая поперечная разнотолщинность и коробоватость прокатываемых полос и снижается их качество. Из-за возможности заклинивания подушек валков в клети под действием усилия уравновешивания затрудняется перевалка валков и увеличивается ее продолжительность.
Целью изобретения является повышение работоспособности подшипниковых узлов валков, сокращение трудоемкости и продолжительности перевалок, повышение производительности прокатного стана и качества выпускаемого проката.
Наклонные поверхности сопряжения подушек и клиньев выполнены ступенчатыми, образующими между собой и поверхностями ступеней, перпендикулярными наклонным поверхностям, замкнутые полости, внутри которых симметрично вертикальной оси подушек с возможностью горизонтального перемещения параллельно оси валка установлены по два клиновых упора, связанных между собой винтовой стяжкой, сопряженной с упорами по левой и правой резьбе и установленной в подшипниках, расположенных в прорезях, выполненных в направляющих подушек, причем поверхности верхних ступеней состоят из двух участков, симметричных и наклонных в сторону вертикальной оси подушек, а на упорах выполнены ответные поверхности - нижняя прямолинейная, а верхняя - наклонная, которыми они сопряжены с поверхностями ступеней соответственно на подушках и клиньях.
На фиг. 1 изображен комплект подушек прокатных валков, общий вид; на фиг.2 - сечение А-А на фиг.1.
Комплект подушек прокатных валков включает подушки 1 и 2 верхнего 3 и нижнего 4 рабочих валков, контактирующих с опорными валками 5 и 6. По одну сторону от вертикальной оси 7 валков в подушках в направляющих 8 установлены клинья 9 и 10. Гидроцилиндры уравновешивания верхнего рабочего валка с плунжерами 11 с одной стороны от оси 7 валков смонтированы непосредственно в подушках 2, а с другой - в клиньях 10 подушек нижнего валка.
Наклонные поверхности 12, 13, 14, 15 сопряжения подушек 1,2 и клиньев 9, 10 выполнены ступенчатыми, образующими между собой и поверхностями 16-19 cтупеней, перпендикулярными наклонным поверхностям, замкнутые полости. Внутри полостей симметрично вертикальной оси 20 подушек с возможностью горизонтального перемещения параллельно оси валка установлены по два клиновых упора 21, связанных между собой винтовой стяжкой 22, сопряженной с упорами по левой и правой резьбе.
Это позволяет одновременно перемещать упоры 21 при вращении стяжки 22, изменяя положение клиньев 9 и 10 относительно подушек 1 и 2. Стяжки 22 установлены в подшипниках 23, 24, расположенных в прорезях 25, 26, выполненных в направляющих 8 подушки 2 нижнего валка и в клине 9 подушки верхнего валка. При этом верхний клин 9 перемещается вместе со стяжкой 22 и упорами 21, нижний клин 10 со стяжкой и упорами не связан.
Поверхности 17 и 19 верхних ступеней на верхней подушке 1 и нижнем клине 10 состоят из двух участков, симметричных и наклонных в сторону вертикальной оси 20 подушек, а на клиновых упорах 21 выполнены ответные поверхности - нижняя прямолинейная, а верхняя - наклонная, которыми они сопряжены с поверхностями 16-19 cтупеней соответственно на подушках и клиньях. Вращение стяжек 22 осуществляется за квадратный хвостовик, к которому имеется свободный доступ с торца подушки как со стороны привода, так и со стороны перевалки. Это позволяет изменить положение упоров 21 и клиньев 9 и 10 непосредственно в процессе эксплуатации в клети.
Комплект подушек прокатных валков обеспечивает возможность регулирования усилия горизонтального клинового гидрораспора (ГКГ) подушек рабочих валков и относительного углового положения валков в клети при износе облицовочных планок на станинах.
Для создания ГКГ клиновые упоры 21 с помощью винтовых стяжек 22 устанавливают относительно вертикальной оси 20 подушек так, чтобы в нижнем положении клиньев 9 и 10 до включения плунжеров 11 гидроцилиндров уравновешивания верхнего валка между наклонными поверхностями 17 и 19 ступеней на верхней подушке 1 и нижнем клине 10 и ответными наклонными поверхностями упоров 21 образовались зазоры Δ1 и Δ2 (см.фиг.2). В таком положении верхний клин 9 под действием собственного веса опирается на ограничитель на подушке 1 верхнего валка 3, а нижний клин 10 своей вертикальной плоскостью упирается в облицовочную планку на станине клети. Между вертикальной плоскостью верхнего клина 9 и облицовочной планкой на станине образуется боковой зазор lзв.
При подаче давления жидкости в гидроцилиндры и включении плунжеров 11 под действием усилия уравновешивания верхний клин 9 перемещается по наклонной поверхности 12 подушки, одновременно смещаясь в вертикальном и горизонтальном направлениях. При выборе бокового зазора lзв и упоре вертикальной плоскостью в облицовочную планку на станине клин воздействует на подушку 1, смещает ее в горизонтальном направлении до упора в облицовочную планку на противоположной стойке станины и при дальнейшем перемещении создает ГКГ между подушкой и станиной.
Нижний клин 10 под действием усилия уравновешивания смещается вниз, перемещает подушку 2 до упора в облицовочную планку на противоположной стойке станины и также создает ГКГ.
Величину усилия ГКГ регулируют изменением зазоров Δ1 и Δ2 между клиновыми упорами 21 и наклонными поверхностями 17 и 19 ступеней на верхней подушке 1 и нижнем клине 10 посредством вращения винтовой стяжки 22. При максимальном усилии ГКГ упоры 21 не воспринимают усилие уравновешивания, создаваемое плунжерами 11 гидроцилиндров. Оно передается непосредственно от клиньев на подушки через наклонные поверхности 12, 13 и 14, 15. Максимальное усилие ГКГ определяется из соотношений:
для подушки верхнего валка
P =(Pур-Gвк)tgα1, (1) для подушки нижнего валка
=(Pур-Gвк)tgα1, (1) для подушки нижнего валка
P = (Pур+Gнк)tgα2. (2) где Ргвmax, Pгнmax - максимальные усилия ГКГ для подушек соответственно верхнего и нижнего валков;
= (Pур+Gнк)tgα2. (2) где Ргвmax, Pгнmax - максимальные усилия ГКГ для подушек соответственно верхнего и нижнего валков;
Gв.к, Gн.к - вес клиньев подушек верхнего и нижнего валков;
α1, α2 - углы наклона клиновых поверхностей подушек верхнего и нижнего валков к горизонту; Рур - усилие цилиндров, смонтированных в клине подушки нижнего валка.
Для настройки клиньев на требуемое усилие ГКГ поступают следующим образом.
Измеряют размеры проемов Ав и Ам в станине в местах расположения подушек 1 и 2 верхнего и нижнего валков. Вращением стяжек 22 клиновые упоры 21 на верхнем клине 9 перемещают от оси 20 подушки (разводят), а в подушке 2 нижнего валка упоры 21 смещают к оси 20 подушки (сводят) на максимально возможные расстояния. Такое положение упоров 21 соответствует крайнему нижнему положению клина 9 подушки 1 верхнего валка и крайнему верхнему положению клина 10 подушки 2 нижнего валка, т.к. минимальным размерам подушек Апв и Апн верхнего и нижнего валков между их вертикальными плоскостями и плоскостями клиньев, контактирующими с облицовочными планками стоек станины.
Разница между размерами проемов станин и минимальными размерами подушек по указанным плоскостям представляет собой величину боковых зазоров между подушками и станиной, необходимых для свободной завалки валков в клеть и вывалки их из клети. Эти зазоры равны: для подушки верхнего валка lзв = Ав - Апв (3) для подушки нижнего валка lзн = Ан - Апн (4)
Для работы с максимальным усилием ГКГ после завалки комплекта подушек в клеть вращением стяжки 22 упоры 21 в подушке 2 нижнего валка разводят от ее оси 20 в крайнее положение до упора в направляющие 8. При этом нижний клин 10 опускается под действием собственного веса до контакта вертикальной плоскостью с облицовочной планкой на стойке станины. На верхнем клине 9 упоры 21 остаются разведенными. После этого включаются плунжеры 11 гидроцилиндров уравновешивания и создается максимальное усилие ГКГ. При этом поверхности 17 и 19 ступеней на подушке 1 и клине 10 не контактируют с ответными наклонными поверхностями на клиновых упорах 21.
При разведенном положении упоров 21 на стяжках 22 между указанными поверхностями образуются максимальные зазоры Δ1 и Δ2. Максимальный зазор Δ2 соответствует крайнему верхнему положению нижнего клина 10. Максимальные зазоры Δ1 и Δ2 назначают с некоторым запасом из условия отсутствия контакта клиновых упоров 21 с подушкой 1 и клином 10 при максимальном усилии ГКГ. При этом учитывают перемещение клиньев 9 и 10 в горизонтальном направлении на величину боковых зазоров lзв и lзн и деформацией lдв и lдн станины в продольном направлении в местах расположения подушек 1 и 2.
Конструкция комплекта подушек обеспечивает возможность регулирования усилия ГКГ в пределах от нуля до максимального значения.
Для создания требуемого усилия ГКГ в указанных пределах вначале создают максимальное усилие ГКГ, затем с помощью стяжек 22 сводят клиновые упоры 21 до их контакта с поверхностями 17 и 19 ступеней на подушке 1 и клине 10. При этом зазоры Δ1 и Δ2 становятся равными нулю. Момент выбора зазоров соответствует резкому возрастанию крутящего момента на стяжках 22 и невозможности их дальнейшего вращения. После этого измеряют размеры проема станины в местах расположения подушек верхнего и нижнего валков и определяют продольные деформации станины lдви lдн в этих местах как разницу между указанными размерами и размерами проема станины при отключенных гидроцилиндрах уравновешивания.
Так как продольные деформации станины находятся в области упругих деформаций и боковые зазоры в соединениях между подушками и станиной выбраны, можно считать, что усилия ГКГ пропорциональны величине деформаций. Тогда продольные деформации станины при требуемом усилии ГКГ могут быть определены из соотношений:
в месте установки подушки верхнего валка
lтв =  lдв (5)
lдв (5)
в месте установки подушки нижнего валка
lтн =  lдн, (6) где Pтв, Pтн - требуемые усилия ГКГ для подушек верхнего и нижнего валков.
lдн, (6) где Pтв, Pтн - требуемые усилия ГКГ для подушек верхнего и нижнего валков.
После замеров проема станины при максимальном усилии ГКГ снимают давление жидкости в гидроцилиндрах уравновешивания и нагрузку на клинья 9 и 10 от плунжеров 11. Вращая винтовые стяжки 22, смещают клиновые упоры 21 (сводят) в сторону оси 20 подушек на расстояния, соответствующие перемещениям клиньев 9 и 10 для создания требуемых усилий ГКГ, и включают гидроцилиндры уравновешивания.
Величина смещения клиновых упоров 21 для создания требуемого усилия ГКГ определяется с учетом уменьшения продольных деформаций станин в местах установки подушек при снижении усилий ГКГ с максимального до требуемого из соотношений:
для упоров, установленных на верхнем клине 9
bв= lдв-l
lдв-l ; (7)
; (7)
для упоров, установленных в нижней подушке 2
bн=  lдн-l
lдн-l , (8) где β - угол наклона поверхностей 17 и 19 ступеней на подушке 1 и клине 10 к поверхностям 16 и 18 ступеней на клине 9 и подушке 2.
, (8) где β - угол наклона поверхностей 17 и 19 ступеней на подушке 1 и клине 10 к поверхностям 16 и 18 ступеней на клине 9 и подушке 2.
На практике для установки клиновых упоров 21 в требуемое положение вращают винтовые стяжки 22 на верхнем клине 9 и нижней подушке 2 на число оборотов, определяемое из соотношений:
nв=  ; nн =
; nн =  , (9) где h - шаг винтовой нарезки стяжки.
, (9) где h - шаг винтовой нарезки стяжки.
При установке клиновых упоров 21 на требуемое усилие ГКГ и включении гидроцилиндров уравновешивания клинья 9 и 10 перемещаются относительно подушек 1 и 2 до контакта упоров 21 с поверхностями 17 и 19 ступеней на подушке 1 и клине 10, после чего их перемещение прекращается. При этом выбираются боковые зазоры между подушками и станинами lзв и lзн и возникают продольные деформации lтв и lтн, cоответствующие требуемым усилиям ГКГ.
Комплект подушек может быть настроен также только на выбор боковых зазоров lзв и lзн без создания усилия ГКГ. В этом случае величина смещений упоров 21 от разведенного положения, соответствующего максимальному усилию ГКГ, составит
bв=l ; bн=l
; bн=l (10)
(10)
При приложении усилия ГКГ изменяется форма упругой линии станины, благодаря чему повышается жесткость клети. Это позволяет повысить качество прокатываемых полос особенно из труднодеформируемых (нержавеющих) марок стали. Кроме того, выбираются боковые зазоры lзв и lзн, что способствует уменьшению продольных динамических нагрузок на подшипниковые узлы рабочих валков и повышению их работоспособности.
Использование клиновых упоров 21 позволяет избежать заклинивания подушек 1 и 2 в станинах. При отсутствии упоров при каждом захвате и выходе полосы из валков из-за упругих деформаций клети возникают вертикальные перемещения подушек. Перемещения подушек при выходе полосы из клети сопровождаются ударными нагрузками на клинья 9 и 10 от плунжеров 11 гидроцилиндров уравновешивания, которые вызывают перемещение клиньев относительно подушек и могут привести к их заклиниванию в клети.
Для исключения заклинивания углы α1 и α2 наклона клиновых поверхностей 12 и 14 подушек 1 и 2 к горизонту должны удовлетворять условиям
tgα1≅  и tgα2≅
и tgα2≅  , (11) где f - коэффициент трения между контактирующими поверхностями клиньев 9, 10, подушек 1,2 и облицовочных планок станины.
, (11) где f - коэффициент трения между контактирующими поверхностями клиньев 9, 10, подушек 1,2 и облицовочных планок станины.
Для комплекта подушек чистовой рабочей клети непрерывного широкополосного стана 2000 горячей прокатки Новолипецкого металлургического комбината, например запроектированы подушки с углами α1 = 65o, α2 = 61,5o. При коэффициенте трения f = 0,2 имеем tg 65o = 2,14 < 2,5 и tg 61,5o = 1,86 < 2,5, т.е. заклинивания не происходит.
В некоторых случаях из-за ограниченных размеров проемов станин и подушек невозможно выполнить условия (II), например при реконструкции действующих рабочих клетей. В этом случае заклинивание подушек предотвращают путем соответствующей установки клиновых упоров 21, которые ограничивают перемещения клиньев 9 и 10 и предотвращают заклинивание подушек. Если же заклинивание произойдет, то после завершения прокатки и снятия давления жидкости в гидроцилиндрах уравновешивания расклинивание легко осуществляется перемещением клиновых упоров 21 вместе с клиньями 9 и 10 с помощью стяжек 22. Отсутствие заклинивания подушек 1 и 2 в клети и возможность их расклинивания обеспечивают простоту и снижают трудоемкость перевалок, а также исключают непроизводительные простои прокатного стана из-за задержек в перевалках и повышают его производительность.
Комплект подушек позволяет также регулировать угловое положение рабочих валков в клети относительно ее оси и опорных валков. В этом случае работают без ГКГ.
Необходимость регулирования углового положения валков возникает в случае различного износа облицовочных планок на станинах в местах расположения подушек верхнего и нижнего валков. В четырехвалковых клетях широкополосных станов для устойчивости процесса прокатки опорные валки устанавливают относительно рабочих со смещением ("свалом") δ против хода прокатки (см.фиг.1). Из-за расклинивающего действия "свала" при прокатке подушки 1 и 2 валков поджаты к задним по ходу прокатки стойкам станин (на фиг.1 - со стороны клиньев 9 и 10). Вследствие этого в большей степени изнашиваются облицовочные планки на задних стойках, чем на передних. Износ последних весьма невелик и их поверхности могут быть приняты за базовые. Из-за износа облицовочных планок увеличиваются размеры проемов станин Ав и Ан, что ведет к перекосам рабочих валков в горизонтальной плоскости относительно опорных и полосы. Перекосы вызывают появление осевых нагрузок особенно на фиксированные подшипниковые узлы валков, которые действуют в течение всего периода прокатки полосы и являются одной из основных причин снижения работоспособности подшипниковых узлов.
Для устранения перекосов рабочих валков относительно оси клети поступают следующим образом.
Измеряют размеры проемов станины А(1)ви, А(1)ни и А(2)вн, А(2)нипри износе облицовочных планок в местах установки подушек 1 и 2 со стороны привода и перевалки. Как правило, износ со стороны привода больше, чем со стороны перевалки, из-за влияния биений шпиндельных устройств. Вычисляют величину износа со стороны привода и перевалки из соотношений Δ(1)ви = A(1)ви - А(1)в; Δ(2)ви = А(2)ви - А(2)b;
(12) Δ(1)ни = А(1)ни - А(1)н; Δ(2)ни = А(2)ни - А(2)н
Индексы (1) и (2) относятся к размерам соотношений (12), соответствующим сторонам привода и перевалки. Вычисляют величину боковых зазоров между подушками и станинами с учетом износа облицовочных планок по соотношениям
Δ(1)зив = Δ(1)ви + Δ(1)зв;
Δ(2)зив = Δ(2)ви + Δ(2)зв;
(13)
Δ(1)зин = Δ(1)ни + Δ(1)зн;
Δ(2)зин = Δ (2)ни + Δ(2)зн.
Заливают валки с подушками в клеть, предварительно установив клиновые упоры 21 на нижних подушках в полностью сведенное положение относительно оси 20, а на верхних клиньях 9 - в полностью разведенное.
Винтовыми стяжками 22 устанавливают упоры 21 в заданное положение, поворачивая их на числа оборотов, определяемые по формулам
n ; n
; n ; (14)
; (14)
n ; n
; n ;
;
При вращении стяжек 22 на верхних клиньях 9 на числа оборотов n(1)ви n(2)в клиновые упоры 22 сближаются, перемещая клинья 9 вверх и выбирая боковые зазоры Δ(1)зив и Δ(2)зив. При вращении стяжек 22 на числа оборотов n(1)н и n(2)н на нижних подушках 2 упоры 22 расходятся, а клинья 10 опускаются, выбирая зазорыΔ (1)зин и Δ(2)зин.
При включении плунжеров 11 гидроцилиндров уравновешивания перемещение клиньев 9 и 10 ограничивается упорами 22 и усилие ГКГ не создается. Оси 7 рабочих валков совпадают с осью клети и устраняется их перекос относительно опорных валков. Благодаря этому уменьшаются осевые нагрузки на подшипниковые узлы валков и повышается их работоспособность. Устраняется коробоватость и поперечная разнотолщинность прокатываемых полос благодаря отсутствию перекрещивания рабочих валков и повышается их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1990 |
|
SU1764239A1 |
| УСТРОЙСТВО ДЛЯ ОСЕВОГО ПЕРЕМЕЩЕНИЯ РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1991 |
|
RU2033872C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| Линия клети прокатного стана | 1987 |
|
SU1507467A1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |

Использование: повышение работоспособности подшипниковых узлов, прокатных валков, сокращение трудоемкости и продолжительности перевалок, повышение производительности прокатного стана и качества выпускаемого проката. Комплект подушек прокатных валков включает подушки 1,2 верхнего и нижнего 3,4 рабочих валков, контактирующих с опорными валками 5,6. По одну сторону от оси валков 7 в подушках установлены клинья 9 и 10. Гидроцилиндры уравновешивания верхнего валка с одной стороны от оси 7 смонтированы в подушках, а с другой - в клиньях 10 подушек нижнего валка. Наклонные поверхности подушек и клиньев выполнены ступенчатыми, образующими замкнутые полости, внутри которых установлены по два клиновых упора 21, связанных винтовой стяжкой 22, сопряженной с упорами по левой и правой резьбе. При вращении стяжки 22 упоры перемещаются, изменяя положение клиньев 9 и 10, что позволяет регулировать усилие горизонтального клинового гидрораспора и угловое положение рабочих валков в горизонтальной плоскости. 2 ил.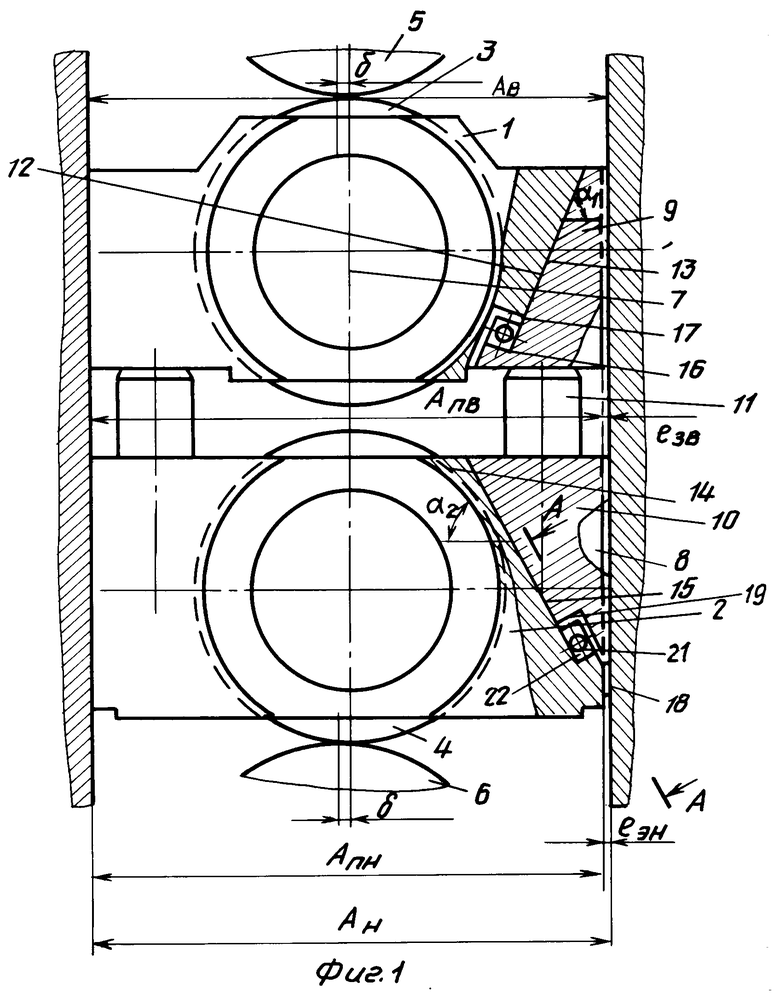
КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ, включающий подушки верхнего и нижнего валков, в которых по одну сторону от их вертикальной оси в направляющих установлены клинья и гидроцилиндры уравновешивания верхнего валка, смонтированные с одной стороны от оси валков непосредственно в подушках, а с другой - в клиньях подушек нижнего валка, отличающийся тем, что наклонные поверхности сопряжения подушек и клиньев выполнены ступенчатыми, образующими между собой и поверхностями ступеней, перпендикулярными наклонным поверхностям, замкнутые полости, в которых симметрично вертикальной оси подушек с возможностью горизонтального перемещения параллельно оси валка установлены по два клиновых упора, связанных между собой винтовой стяжкой, сопряженной с упорами по левой и правой резьбе и установленной в подшипниках, расположенных в прорезях, выполненных в направляющих подушек, причем поверхности верхних ступеней состоят из двух участков, симметричных и наклонных в сторону вертикальной оси подушек, а на упорах выполнены ответные поверхности - нижняя прямолинейная и верхняя наклонная, которыми они сопряжены с поверхностями ступеней соответственно на подушках и клиньях.
| Рабочая клеть прокатного стана | 1981 |
|
SU959858A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
