, Изобретение относится к прокатному производству, а именно к конструкциям двух или четырехвалковых клегей (кварто), и может быть использовано при проектирова- ;:озых и реконструкции действующих прокатных станов.
Цель изобретения - повышение качества проката путем взаимного перекрещивания в горизонтальной плоскости рабочих валко& относительно опорных, улучшение синхронизации перекрещивания валков и упрощение конструкции клети.
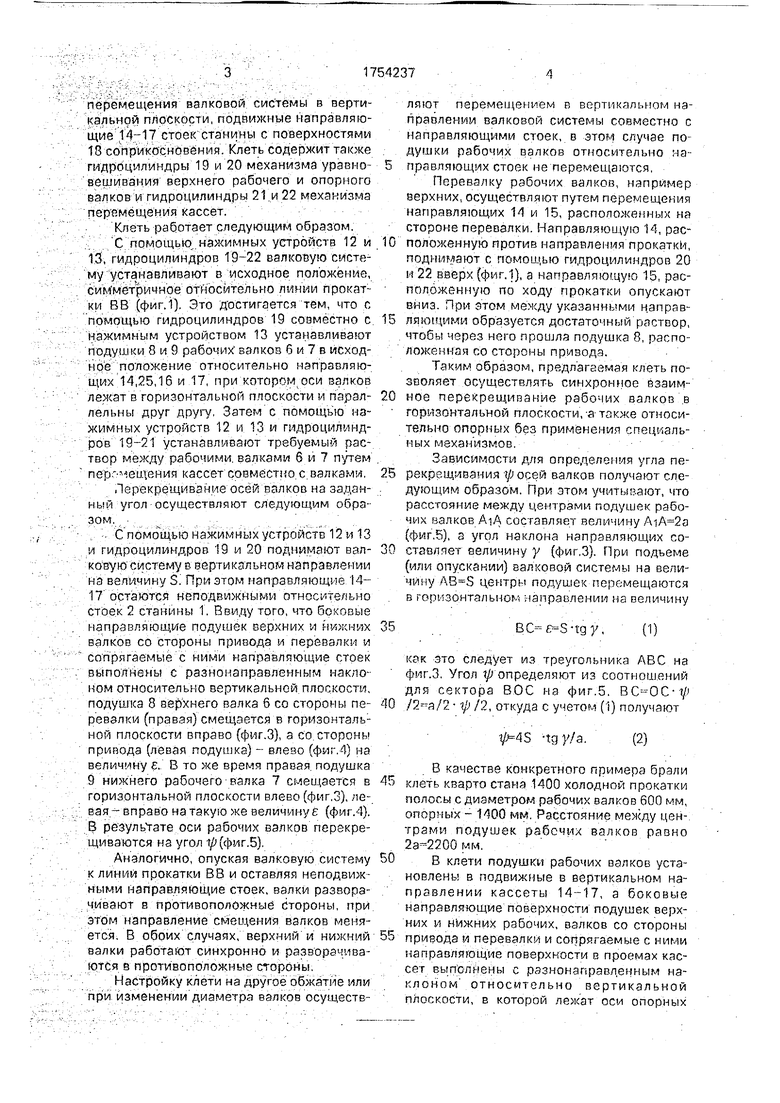
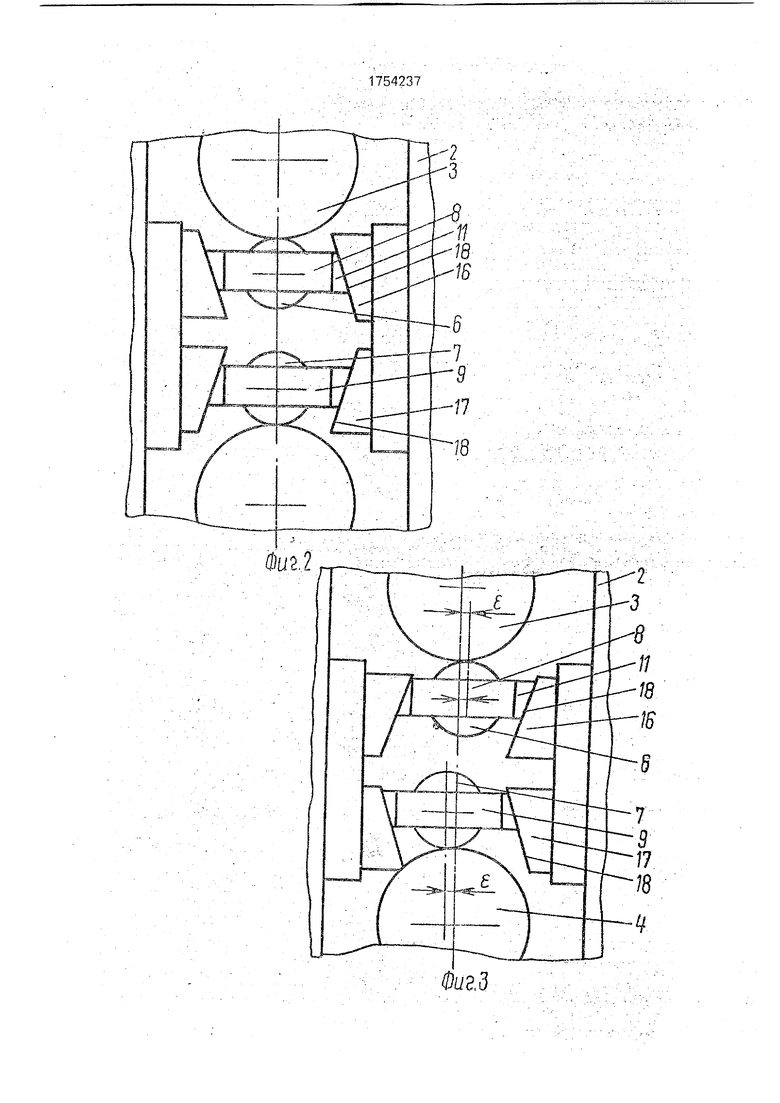
На фиг.1 изображена прокатная клеть, вид со стороны перевалки валков; на фиг.2 - клеть, вид со стороны привода; на фиг.З - положение валков при их подъеме (сторона перевалки); на фиг.4 - то же, со стороны привода; на фиг.5 - перекрещение оси рабочих валков, вид в плане.
Прокатная клеть содержит станину 1 со стойками 2, опорные валки 3 и 4 с вертикальными направляющими подушек 5, рабочие валки 6 и 7 с подушками 8 и 9, боковые направляющие 10 и 11 подушек рабочих валков, нажимные устройства 12 и 13 для
О)
перемещения валковой системы в вертикальной плоскости, подвижные направляющие 14-17 стоек станины с поверхностями 18 соприкосновения. Клеть содержит также гидроцилиндры 19 и 20 механизма уравновешивания верхнего рабочего и опорного валков и гидроцилиндры 21 и 22 механизма перемещения кассет.
Клеть работает следующим образом.
С помощью нажимных устройств 12 и 13, гидроцилиндров 19-22 валковую систему устанавливают в исходное положение, симметричное относительно линии прокатки В В (фиг.1). Это достигается тем, что с помощью гидроцилиндров 19 совместно с нажимным устройством 13 устанавливают подушки 8 и 9 рабочих1 валков 6 и 7 в исходное положение относительно направляющих 14,25,16 и 17, при котор м оси валков лежат в горизонтальной пноскости и параллельны друг другу. Затем с помощью нажимных устройств 12 и 13 и гидроцилиндров 19-21 устанавливают требуемый раствор между рабочими валками 6 и 7 путем перемещения кассет совместно с валками.
Перекрещивание осей валков на задан- нь й угол осуществляют следующим образом.
С помощью нажимных устройств 12 и 13 и гидроцилиндров S9 и 20 поднимают валковую систему в вертикального направлении на вепичину S. При этом направляющие 14- 17 остаются неподвижными относительно стоек 2 станины 1. Ввиду того, что боковые направляющие подушек верхних и нижних валков со стороны привода и перевалки и сопрягаемые с ними направляющие стоек выполнены с разнонаправленным наклоном относительно вертикальной пноскости, подушка 8 верхнего валка б со стороны перевалки (правая) смещаемся в горизонтальной плоскости вправо (фиг.З), а со стороны привода (левая подушка) - влево (фиг.4) на величину Ј. В то же время правая подушка 9 нижнего рабочего валка 7 смещается в горизонтальной плоскости влево (фиг.З), левая -вправочатакую же величинуе (фиг.4). В pesyflbYaTe оси рабочих валков перекрещиваются на угол т/; (фиг.5)
Аналогично, опуская валковую систему к линии прокатки ВВ и оставляя неподвижными направляющие стоек, валки разворачивают в противоположные стороны, при этом направление смещения валков меняется. В обоих случаях, верхний и нижний валки работают синхронно и разворачиваются в противоположные стороны.
Настройку клети на другое обжатие или при изменении диаметра валков осуществляют перемещением в вертикальном направлении валковой системы совместно с направляющими стоек, в этом случае по душки рабочих валков относительно па
правляющих стоек не перемещаются,
Перевалку рабочих валков, например верхних, осуществляют путем перемещения направляющих 14 и 15, расположенных на стороне перевалки. Направляющую 14, расположенную против направления прокатки, поднимают с помощью гидроцилиндров 20 и 22 вверх (фиг.1), а направляющую 15, расположенную по ходу прокатки опускают вниз. При этом между указанными направляющими образуется достаточный раствор, чтобы через него прошла подушка 8, расположенная со стороны привода.
Таким образом, предлагаемая клеть позволяет осуществлять синхронное взаиммое перекрещивание рабочих валков в горизонтальной плоскости, а также относительно опорных без применения специальных механизмов.
Зависимости для определения угла перекрещивания осей валков получают следующим образом. При этом учитывают, что расстояние между центрами подушек рабочих валков AiA составляет величину (фиг.5), а угол наклона направляющих составлчет величину у (фиг.З). При подъеме (или опускании) валковой системы на величину центры подушек перемещаются в горизонтальном направлении на величину
35
.
(D
кок это следует из треугольника ABC на фиг.З. Угол гр определяют из соотношений для сектора ВОС на фиг.5. BC- OC-t/J 40 ty /2, откуда с учетом (1) получают
t/MS -tg у/а.
(2)
В качестве конкретного примера брали клеть кварто стана 1400 холодной прокатки полосы с диаметром рабочих валков 600 мм, опорных - 1400 мм. Расстояние между центрами подушек рабочих валков равно 2а-2200 мм.
в клети подушки рабочих валков установлены в подвижные в вертикальном направлении кассеты 14-17, а боковые направляющие поверхности подушек верхних и нижних рабочих, валков со стороны привода и перевалки и сопрягаемые с ними направляющие поверхности в проомах кас- сег выполнены с разнонаправленным наклоном относительно вертикальной плоскости, в которой лежат оси опорных
валков, Угол наклона направляющих 10, подушек 8 и 9 и направляющих 14-17 стоек выполнен равным .
Клеть работает следующим образом.
Устанавливают рабочие валки в исход- ное положение, когда их оси параллельны, а направляющие стоек расположены симметрично относительно линии прокатки ВВ (фиг.1), С помощью нажимных устройств 12 и 13 и гидроцилиндров 19 и 20 одновремен- но поднимают относительно неподвижных направляющих 14-17 подушки 8 и 9 верхнего 6 и нижнего 7 рабочего валков совместно с опорными валками 3 и 4 на величину S, которую определяют из выражения (2), за- даваясь требуемым углом перекоса тр осей рабочих валков При этом подушки верхнего и нижнего валка поворачиваются в горизонтальной плоскости относительно вертикальной оси, проходящей через середину бочки, в противоположных направлениях. Их смещение Ј относительно плоскости, в которой лежат оси опорных валков (перпендикулярной направлению прокатки), определяют по формуле (1)..
После перекрещивания валков с помощью нажимных устройств и гидроцидин- дров перемещают направляющие стоек относительно последних совместно с валками и устанавливают между рабочими валка- ми требуемый зазор. Аналогично, только в противоположную сторону, происходит перекрещивание рабочих валков при опускании валковой системы.
В таблице для ряда значений угла у при- ведены углы перекрещивания осей рабочих валков и значения S-перемещения валковой системы, определенные по зависимостям (1) и (2) при мм.
Из таблицы следует, что для диапазона изменения угла ip в пределах до 1 град предпочтительно угол наклона у направляющих подушек и стоек выполнять равным 10-15°, В этом случае перемещение валков в вертикальном направлении необходимо осуществлять на сравнительно небольшую величину 20-50 мм.
Направляющие подушек рабочих валков и стоек имеют определенные размеры. При подъеме валков точки подушек, распо- ложенные на разном расстоянии от точки вращения 0 (фиг.5), совершают разное смещение Ј в горизонтальной плоскости. Чем дальше некоторая точка подушки расположена от центра вращения О тем больше
ее смещение. В связи с этим для лучшего осуществления одновременного движения подушек в горизонтальной и вертикальной плоскостях поверхности соприкосновения направляющих соответствующих сторон подушек и стоек выполнены винтообразными. Повышение качества проката в предлагаемой клети достигается тем, что прокатная щель между рабочими валками обеспечивает выпуклый профиль, что равносильно выпуклости бочки валков. Величину выпуклости бочки валков. Величину выпуклости регулируют по мере износа валков изменением угла перекрещивания их осей путем подъема или опускания валковой системы. При этом обеспечивает синхронизация движения подушек и перекрещивания валков,
Формула изобретения
1.Прокатная клеть кварто, содержащая станину со стойками, опорные валки, установленные в подушках, вертикальные направляющие которых контактируют со стойками, рабочие валки с подушками, боковые направляющие которых и с опря гае- мые с ними поверхности направляющих стоек станины выполнены с наклоном относительно вертикальной плоскости, проходящей через оси опорных валков, нажимные устройства для перемещения валков системы в вертикальной плоскости, отличающаяся тем, что, с целью повышения качества проката путем взаимного перекрещивания в горизонтальной плоскости рабочих валков относительно опорных, улучшения синхронизации перекрещивания валков и упрощения конструкции клети, направляющие стоек станины выполнены подвижными в вертикальном направлении, а боковые направляющие подушек верхнего и нижнего рабочих валков со стороны привода и перевалки и сопрягаемые с ними направляющие стоек выполнены с разнонаправленным наклоном относительно упомянутой вертикально плоскости, при этом боковые поверхности подушек верхнего и нижнего рабочего валка на каждой стороне клети выполнены также с разнонаправленным наклоном.
2.Клеть по п.1. от л ич а ю ща я с я тем, что поверхности соприкосновения соответствующих направляющих подушек и направляющих стоек выполнены винтообразными.
3
х)2


| название | год | авторы | номер документа |
|---|---|---|---|
| Реверсивная прокатная клеть кварто | 1989 |
|
SU1755980A1 |
| Прокатная клеть кварто | 1989 |
|
SU1755981A1 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| Прокатная клеть кварто | 1985 |
|
SU1315055A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| Валковый узел клети кварто | 1988 |
|
SU1653876A1 |
| Прокатная клеть кварто | 1991 |
|
SU1784304A1 |
| Клеть кварто | 1990 |
|
SU1759487A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть кварто | 1991 |
|
SU1787605A1 |
Изобретение относится к прокатному производству, а именно к конструкциям1 двух или четырехвалковых клетей (кварто), и может быть использовано при проектировании новых и реконструкции действующих прокатных стазов. Цель изобретения - повышение качества путем взаимного перекрещивания в горизонтальной плоскости рабочих валков относительно опорных, улучшение синхронизации перекрещивания валков и упрощение конструкции клети. Разный наклон направляющих стоек как у разных рабочих валков с одной стороны клети, так и у одного и того же рабочего валка, но с разных сторон клети, позволяет перекрещивать оси рабочих валков. Это достигается подъемом или опусканием валков при неподвижных направляющих стоекГПрм переходе на другой размер проката направляющие перемещаются вместе с валками. Для лучшего осуществления одновременного движения подушек в горизонтальной и вертикальной плоскостях поверхности соприкосновения направляющих подушек и стоек выполнены винтообразными. 1 з.п. ф-лы, 5 ил., 1 табл. йэуна
$i/22
ч
ФигЗ
Ось Верх чего
то Валка
Ось нижмеео pafiowso Валко
te,5
| Прокатная клеть с перекосом валков в горизонтальной плоскости | 1986 |
|
SU1400678A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для регулирования профиля и формы полосы на стене кварто | 1973 |
|
SU440174A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 1659147, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
