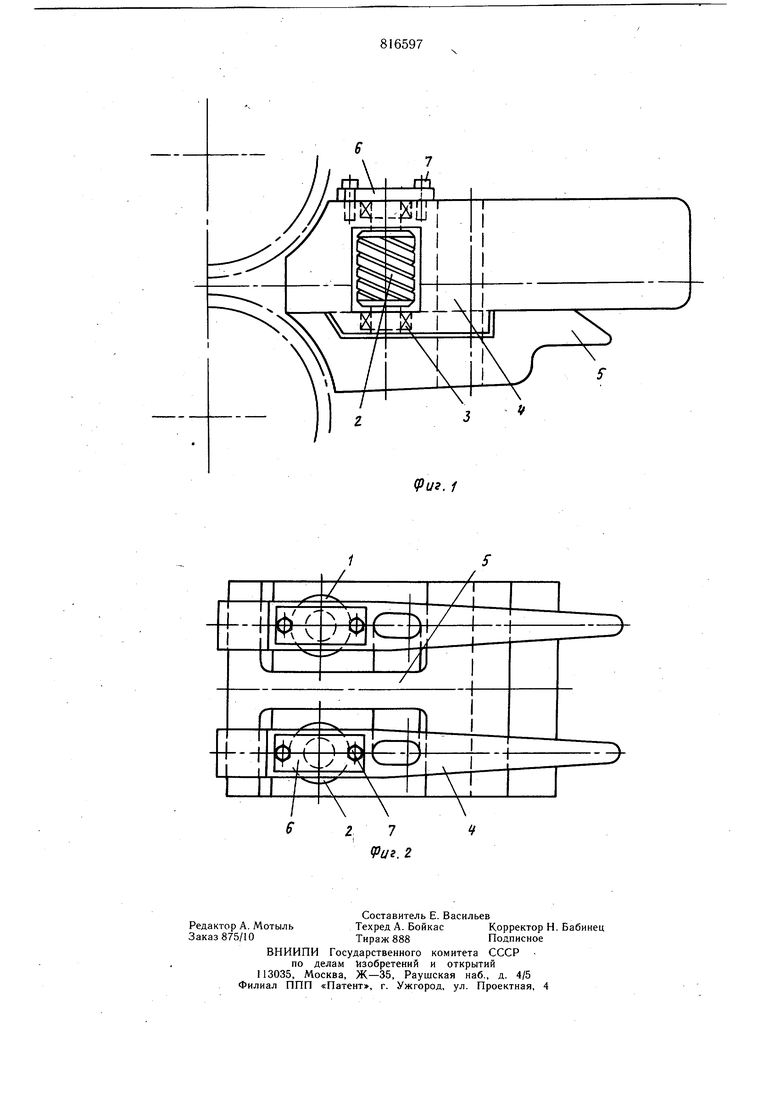
(54) РОЛИКОВАЯ ПРОВОДКА СОРТОВОГО СТАНА заготовки IK) прокатки с одновременным прижатием eio к нижней направляющей вводной проводки прокатного стана обеспечивает задачу заготовки строго по оси прокатки и удержание ее переднего конца на оси прокатки в период захвата. Прижатием переднего конца задаваемой заготовки к нижней направляющей вводной проводки устраняется также вибрация и возмохшый вертикальный изгиб переднего конца задаваемой заготовки, что, в свою очередь, повышает надежность захвата заготовки рабочими валками. При этом устраняется также сваливание заготовки в период захвата, что повыщает качество прокатываемого профиля и устраняет его брак. На фиг. 1 изображена роликовая проводка, вид сбоку; на фиг. 2 - то же, вид сверху. Устройство включает два вертикальных гадающих ролика 1 и 2, которые монтируются на подшипниках 3 качения и сквозных окнах направляющих боковых линеек 4. Линейки крепятся на направляющем брусе 5. Фиксация задающих роликов от вертикального смещения производится при помощи планки 6 и двух болтов 7. На поверхности бочки ролика 1 по его периметру выполнены канавки, образующие замкнутую винтовую линию с правосторонней навивкой от верхней к нижней торцовой грани правого 1 по ходу прокатки ролика и с левосторонней навивкой левого 2 по ходу прокатки ролика. Устройство работает следующим образом. Передний конец транспортируемой рольгангом задаваемой заготовки, попадая между направляющими боковыми линейками 4 проводки, скользит по поверхности направляющего бруса 5 в сторону рабочих валков по ходу прокатки. В момент соприкосновения боковых поверхностей переднего конца задаваемой заготовки с поверхностями бочек задающих роликов 1 и 2, за счет возникающих сил трения на контакте, ролики 1 и 2 начинают вращаться, ограничивая при этом горизонта.льное перемещение переднего конца задаваемой заготовки в направлении, перпендикулярном оси прокатки. Так как на поверхности бочки ролика по винто-вои линии выполнены канавки, то в месте контакта боковой поверхности заготовки с поверх 1остью ролика на заготовку действует направленная по вертикали составляющая сил трения. Благодаря выполнению канавок по винтовой линии с правосторонней навивкой с постоянным шагом от верхней к нижней торцовой грани правого 1 по ходу прокатки ролика и с левосторонней навивкой левого 2 по ходу прокатки ролика составляющая сил трения на контакте ролика с заготовкой действует по вертикали вниз, т. е. тем самым создается усилие .прижатия переднего конца задавемой заготовки к нижней направляющей проводки, передний конец задавемой заготовки, скользя по направляющей, задается в прокатные валки строго по оси прокатки. При этом исключается сваливание и вибрация переднего конца заготовки и его возможный вертикальный изгиб в период захвата заготовки рабочими валками стана, т. е. в конечном счете повышается надежность, захвата заготовки валками. Усилие прижатия задаваемой заготовки к проводке регулируется углом наклона канавок к горизонтальной оси ролика, выбор которого ограничен диапазоном 15 - 45°, т. е. изменением величины составляющей сил трения на контакте ролика с заготовкой. Нижний предел диапазона возможных значений угла наклона канавок к горизонтальной оси ролика, равный 15°, выбран минимальным, исходя из условия возможности достижения основного эффекта предлагаемого изобретения, т. е. создания достаточного усилия прижатия переднего конца заготовки к направляющей для устранения его сваливания и вибрации. Верхний предел диапазона возможных значений угла наклона канавок, равный 45°, выбран максимальным из условия предотвращения проскальзывания поверхностей ролика и боковых сторон заготовки, что возможно из-за возникновения больших сил трения на контакте направляющей с прижимаемым передним концом задаваемой заготовки. Применение предлагаемой роликовой проводки сортового стана позволяет вести более качественную прокатку. Формула изобретения Роликовая проводка сортового стана, включающая два задающих вертикальных ролика, установленные на линейках вводной арматуры стана, отличающаяся тем, что, с целью повыщения надежности захвата при периодической прокатке путем устранения сваливания и вибрации переднего конца задаваемой заготовки и удержания его на оси прокатки, на поверхности бочки ролика по его периметру выполнены канавки, образующие винтовую линию с правосторонней навивкои от верхней к нижней торцовой грани правого по ходу прокатки ролика и с лё&осторонней навивкой левого по ходу прокатки ролика, причем наклон канавок к горизонтальной оси ролика составляет 15 - 45°. Источники информации, принятые во внимание при экспертизе 1.Федик В. П., Грицук Н. Ф. Валковая арматура сортовых станов. М., «Металлургия, 1975, с. 69 - 70, 2.Патент Японии № 51-41986, кл. В 21 В 39/14, опублик. 1976.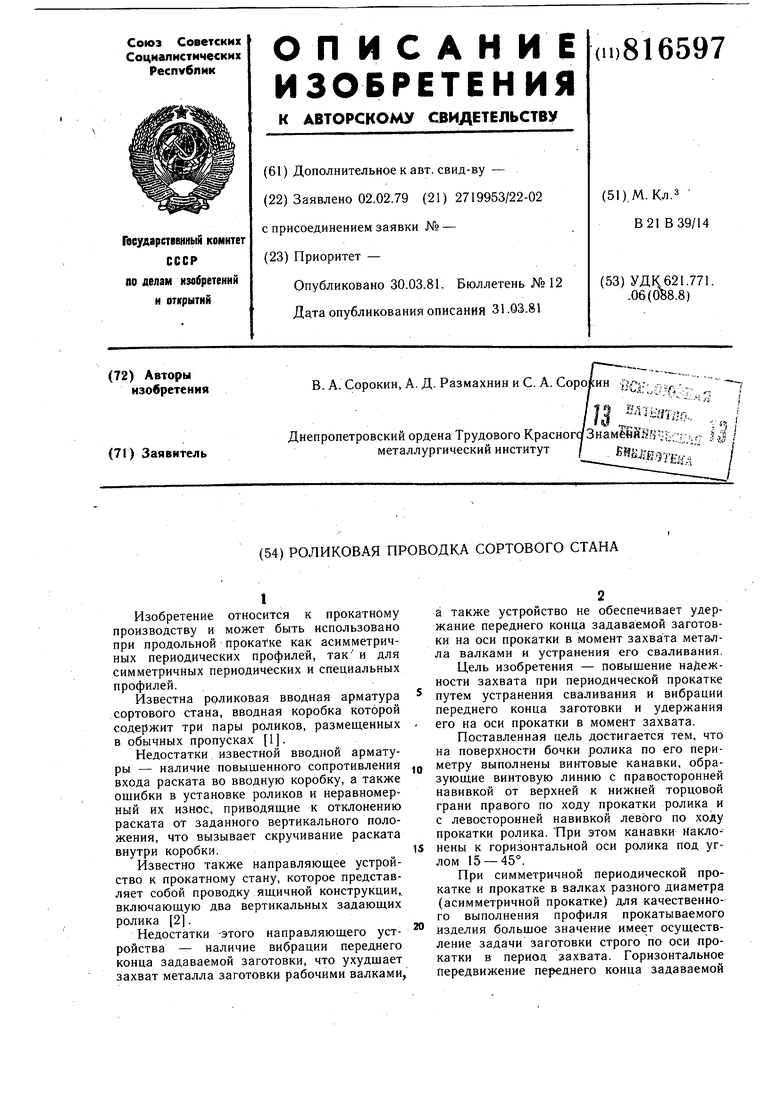
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ задачи горячей полосы прокатаВ КлЕТь пРОКАТНОгО CTAHA | 1979 |
|
SU808176A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| РОЛИКОВАЯ ПРОВОДКА | 2007 |
|
RU2357820C2 |
| Вводная роликовая проводка клети сортового прокатного стана | 1978 |
|
SU694237A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Вводная проводка прокатной клети | 1979 |
|
SU869895A2 |
| Способ прокатки периодических про-филЕй C ОдНОСТОРОННиМ пЕРиОдОМ | 1978 |
|
SU821012A1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА | 2000 |
|
RU2192933C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |