(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК
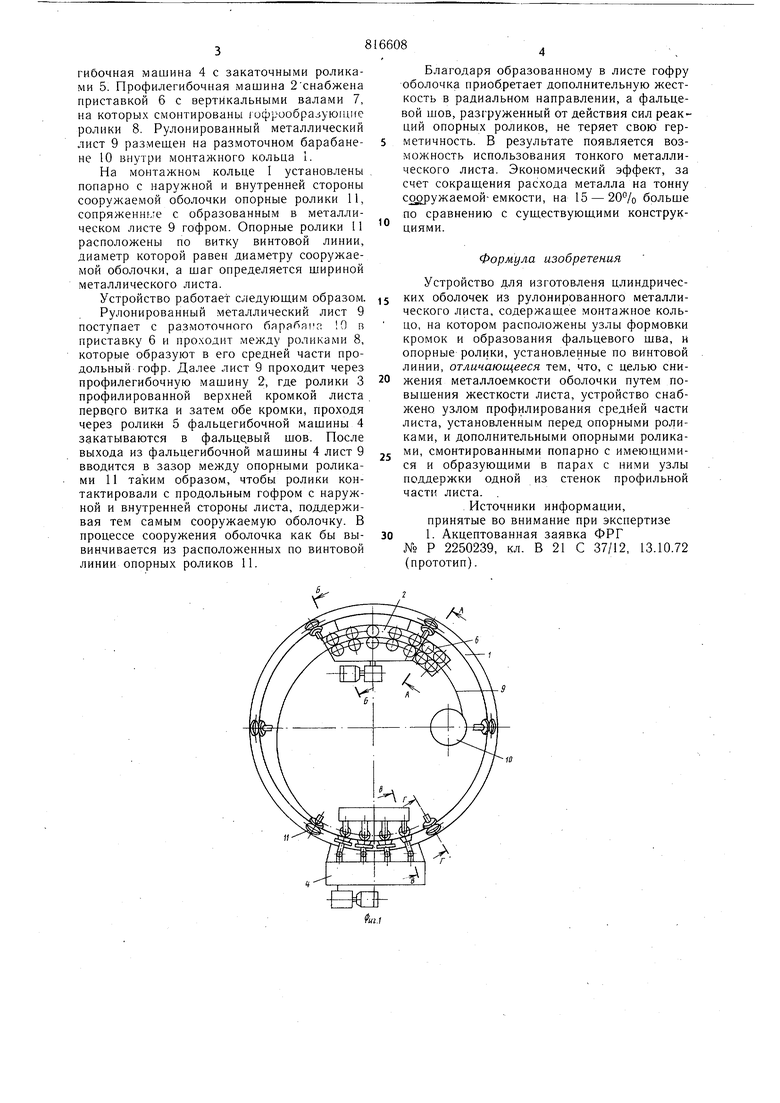
гиОочная машина 4 с закаточными роликами 5. Профилегибочная машина 2снабжена приставкой 6 с вертикальными валами 7, на которых смонтированы юфрообра ующие ролики 8. Рулонированный металлический лист 9 размещен на размоточном барабанене 10 внутри монтажного кольца 1.
На монтажном кольце I установлены попарно с наружной и внутренней стороны сооружаемой оболочки опорные ролики 11, сопряженные с образованным в металлическом листе 9 гофром. Опорные ролики 11 расположены по витку винтовой линии, диаметр которой равен диаметру сооружаемой оболочки, а шаг определяется шириной металлического листа.
Устройство работает следуюш.им образом.
Рулонированный металлический лист 9 поступает с размоточного бярабяпп 0 в приставку 6 и про.чодит между роликами 8, которые образуют в его средней части продольный гофр. Далее лист 9 проходит через профилегибочную машину 2, где ролики 3 профилированной верхней кромкой листа. первого витка и затем обе кромки, проходя через ролик-и 5 фальцегибочной машины 4 закатываются в фальц вый шов. После выхода из фальцегибочной машины 4 лист 9 вводится в зазор между опорными роликами 11 таким образом, чтобы ролики контактировали с продольным гофром с наружной и внутренней стороны листа, поддерживая тем самым сооружаемую оболочку. В процессе сооружения оболочка как бы вывинчивается из расположенных по винтовой линии опорных роликов 11.
Благодаря образованному в листе гофру оболочка приобретает дополнительную жесткость в радиальном направлении, а фальцевой шов, разгруженный от действия сил реакций опорных роликов, не теряет свою герметичность. В результате появляется возможность использования тонкого металлического листа. Экономический эффект, за счет сокращения расхода металла на тонну сооружаемой-емкости, на 15 - 20% больше по сравнению с существующими конструкциями.
Формула изобретения
Устройство для изготовленя цлиндрических оболочек из рулонированного металлического листа, содержащ.ее монтажное кольцо, на котором расположены узлы формовки кромок и образования фальцевого шва, н опорные ролики, установленные по винтовой линии, отличающееся тем, что, с целью сниженин металлоемкости оболочки путем повышения жесткости листа, устройство снабжено узлом профилирования средней части листа, установленным перед опорными роликами, и дополнительными опорными роликами, смонтированными попарно с имеющимися и образующими в парах с ними узлы поддержки одной из стенок профильной части листа. .
Источники информации, принятые во внимание при экспертизе 1. Акцептованная заявка ФРГ № Р 2250239, кл. В 21 С 37/12, 13.10.72 (прототип).
/
ФигЛ
Фиг.-5
Г-Г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Оболочка для комплексной защиты теплоизолированных труб | 2020 |
|
RU2780393C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СПОСОБ СПИРАЛЬНОЙ РЕЗКИ ТРУБЧАТОГО МАТЕРИАЛА | 1993 |
|
RU2087301C1 |
| УЗЕЛ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ ЛИСТОВ | 1999 |
|
RU2163960C1 |
| Способ монтажа вертикальных цилиндрических резервуаров | 1980 |
|
SU912890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ ИЗ ТОНКОЛИСТОВЫХ МЕТАЛЛОВ | 2000 |
|
RU2189506C2 |
| МЕТАЛЛИЧЕСКОЕ ЗЕРНОХРАНИЛИЩЕ | 1992 |
|
RU2017919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| СПОСОБ МОНТАЖА МЕТАЛЛИЧЕСКОЙ СКАТНОЙ КРОВЛИ ИЗ ПРОФИЛИРОВАННЫХ ЛИСТОВ | 2000 |
|
RU2183235C2 |

