1
Изобретение относится к заготовительному производству, в частности к способам раскроя листового проката на прямоугольные и угловые заготовки, преимущественно на гильотинных ножницах;
Известен способ раскроя листового материала на прямоугольные и угловые заготовки, при котором составл|1ют карту раскроя листа с ил1несением предполагаемых линий реза, затем размечают каждый лист, перенося с карты раскроя линейные размеры по Ооковьм кромкам или размер по одной из боковых кромок и угол наклона линии реза к этой кромке. Далее лист базируют, на столе по одной из боковых кромок, после чего поворачивают и перемещают до совпадения размеченной на листе линии реза с плоскостью реза ножниц
Однако известный способ не может :быть автоматизирован, поскольку параметры отрезаемых заготовок задаются линейными и угловыми величинами, изменяющими свое положение, в горизонтальной плоскости после каждого реза и не имеющими единой общей точки, которую можно было бы взять за базу отсчета, т. е. эти параметры
не определяют закономерности перемещения листа при раскрое на угловые заготовки различных типоразмеров. Известен также способ последовательного раскроя листового материала, при котором лист базируют, поаора-г чивают и перемещают от одной линии реза к другой 2.
Однако и зтот способ также не поэволяет автоматизировать процесс.
Цель изобретения - обеспечение автоматизации раскроя.
Указанная цель достигается тем, что лист базируют по задней его кромке, поворачивают на угол, равный углу между перпендикулярами, проведенными к линиям реза из базовой точки, лежащей на задней кромке листа, и перемещают на расстояние равное разности длин этих перпендикуляров.
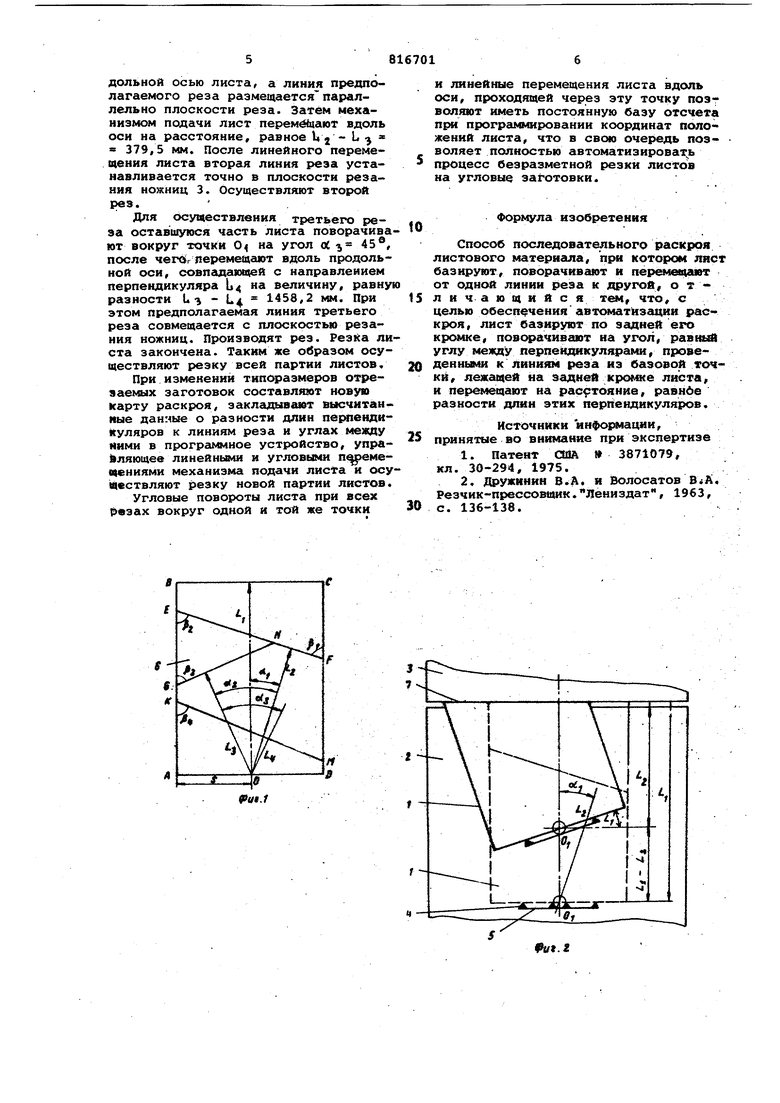
На фиг. 1 представлена карта раскроя листа на фиг. 2 - положение листа при первом резв} на фиг. 3 то же, при втором резе; на фиг. 4 то же, при третьем резе.
Лист 1 укладывают на стол 2 ножниц 3. К задней кромке листа подводят механизм подачи до соприкосновения ее с базовыми элементами 4 механизма. Ось Oj поворота головки 5.
механизма подачи устанавливают от боковой хромки листа на расстоянии 5 согласно карте раскроя 6. Закрепляют лист в механизме подачи фиксируюцими элементами. Головкой 5 пово.рачивакиьлист вокруг оси 04 так, чтобы задняя кромка листа располоjKBTfacb параллельно плоскости 7 реза, II механизмом подачи перемещают лист jlio совмецения передней кромки с плос«гостью реза. Лист подготовлен к рас«рою. . ./.
Для осуществления первого реза головкой 5 лист поворачивают вокруг той же оси О, на угол «, который з.ауайее вычислен по предварительно составленной карте раскроя, заложен в программу угловых перемещений головки 5 и соответствует углу между перяендикуляргши 1. и Ь 2 проведенньг и к передней кромке и первой линии реза из базовой точки О, лежащей на базовой кромке листа на расстоянии 5 от его боковой кромки. Далее лист механизмом подачи перемещают вдоль продольной оси на расстояние, равное разности длин перпендикуляров L и L 2, также предварительно вычисленное по карте раскроя 6 и заложенное в программу линейных перемещений механизма подачи. После этого осуществляют перкаЛ рез. Отрезная заготовка при этом соответствует чертежным размерам,поскольку длины перпендикуляров (,, н ii я угол Ы между ними вычислены на карте раскроя ирходя из этих разме{ЮВ.
Дня проведения второго реза лист из исходного положения после первого реза головкой 5 снова по-в ворачивают вокруг оси О , на угол etj, соответствуюадай углу между перпендикулярами t 2 и U з первой и второй ляЛяюл реза. При этом после поворота направление перпендикуляра 1зсов падает с продольной осью листа и линия реза располагается, следовательно, параллельно плоскости резания. ЗАТем механизмом подачи лист переме|дают ЕгДоль оси «на расстояние, равное разности 11е{ 1ендикул ов U ).
После яинейного перемещения листа предполагаемая вторая линия реза устанавливается точно в плоскости реэаниявожн«(Ц. Третий рез осуществляют аналопгчш0|) Образом.
При м е Е Лист размером ЗОООх Х4&00 AM необходикю разрезать на 4 3ekroTOBKKf tcatc псжазано на фиг. 1. Первая шлев-с трапецеидальную форму , с одной из боковых сторон А г 15вО мм и углом наклона основания (55 70. Вторая заготовка имеет треугольную форму, с основанием f QI , совпадахпиш с боковой кромкой лист и равньм 1500 мм и углом наклона катетов к основаишо |% рз 70. Третья заготовка имеет форму многоугольника. Четвертая заготовка
имеет трапецеидальную форму, с QCHOваиием, совпадающим с торцовой кромкой листа, с боковой стороной АК 1500 мм и углом наклона чзснования (4 650.
На карте раскроя наносят размеры листа и контуры отрезаемых заготовок базовую точку О, например на расстоянии S 1500 мм и из нее проводят четыре перпендикуляра к лини51м реза, первый перпендикуляр Ь4 совпадает с продольной осью листа и равен по величине длине листа U, 4000 г«л. Далее исходя из геомет рических параметров заготовок, высчитывают длины перпендикуляров 1,2 t и и величины углов наклона перпендикуляров Lj, Ь.)И U перпендикуляру (ч .
Согласно расчета длины перпендикуляров составляют соответственно 1.,2 2862 мм, 14. 2482,5 мм, L 4 724,3 мм, а углы наклона Ln к Li 20°, . - 20® и L4KL д - 250. Затем ВЫЧИСЛЯЮ разность длин перпендикуляров .
LI - Цг 4000 - 2862 1138 мм;
г - Ьз 2862 - 2482,5 379,5м
-&- 1,4 ,5 - 724,3 1458,2 « и величины углов между перпендикулярами «4 20°, QLi 40 45.
Подсчитанные величины разности длин нормалей и углов между нормалями закладывают в программу линейных и угловых перемещений механизма подачи листа..
Посяе этого осуществляют непосред ственно резку листа.
К задней кромке листа, лежащего на столе ножниц, подводят механизм подачи до соприкосновения ее с базовыми элементами 4 механизма.
Ось O поворота головки 5 механизма подачи устанавливают от боковой кромки листа на расстоянии S 1500 мм согласно карте раскроя в точке О. Закрепляют лист в механизме подачи фиксирующими элементами так, чтобы передняя кромка листа сов местилась с плоскостью 7 резания. Для первого реза головкой 5 поворачивают лист вокруг оси О на угол о(, 20°, при этом 1,21 располагается перпендикулярно плоскости 7 резания. Механизмом подачи перемещают лист вдоль перпендикуляра U 7 на расстояние, равное разности L - L i 1138 мм. При этом первая линия реза рас;полагается точно в плоскости резания ножниц 3. ОсуЕцествляют первый рез.
Для второго реза оставшуюся часть листа головкой 5 поворачивают вокруг точки 0, не изменившей свое положение в поперечном направлении, но переместившейся вдоль продольной оси на 1138 км. Угол поворота для второго реза OL2 40®, т. е. равен углу между перпендикулярами L и t 5. После поворота Ь-з совпадает с продольной осью листа, а линия предполагаемого реза размещается параллельно плоскости реза. Затем механизмом подачи лист перемё цают вдоль оси на расстояние, равное U Ь } 379,5 мм. После линейного перемещения листа вторая линия реза устанавливается точно в плоскости резания ножниц 3. Осуществляют второй рез.
Для осуществления третьего реза оставшуюся часть листа поворачивают вокруг точки 0 на угол оС ; 45®, после чегЗг перемещают вдоль продольной оси, совпгшающей с направлением перпендикуляра 14 на величину, равну разности L-j - L 1458,2 мм. При этом предполагаемая линия третьего реза совмещается с плоскостью резания ножниц. Производят рез. Peaita листа закончена. Таким же образом осуществляют резку всей партии листов.
При изменений типсфазмеров отрезаемых заготовок составляют новую карту раскроя, закладывает высчитанные данные о разности длин пестеидикуляров к линиям реза и углах между йими в прогрги« ное устройство, управляющее линейньв«1И и угловыми п реме«цениями механизма подачи листа и осуществляют резку новой партии листов.
Угловые повороты листа при всех 1903 ах вокруг одной и той же точки
и линейные перемещения листа вдоль оси, проходящей через эту точку позволяют иметь постоянную базу отсчета при программировании координат положений листа, что в свою очередь позволяет полностью автоматизироват ь процесс безразметной резки листов на угловые заготовки.
Формула изобретения
Способ последовательного раскроя листового материала, при котором лнст базируют, поворачивают и пер«(еца1вт от одной линии реза к другой, отличающийся тем, что, с целью обесп4$чения автоматйзгщии раскроя, лист базируют по задней его кромке, повсфачивают на угол, равный углу между перпеидщкулярами, проведенными к линиям реза из базовой точки, лежащей на задней кромке листа, и перемещают на рася ояние, равнбе разности длин этих перпендикуляров.
Источники информации, принятые во внимание при экспертизе
1.Патент США 3871079, кл. 30-294, 1975.
2.Дружинин . и Волосатов . Резчик-прессовщик.Лениздат, 1963, с. 136-138.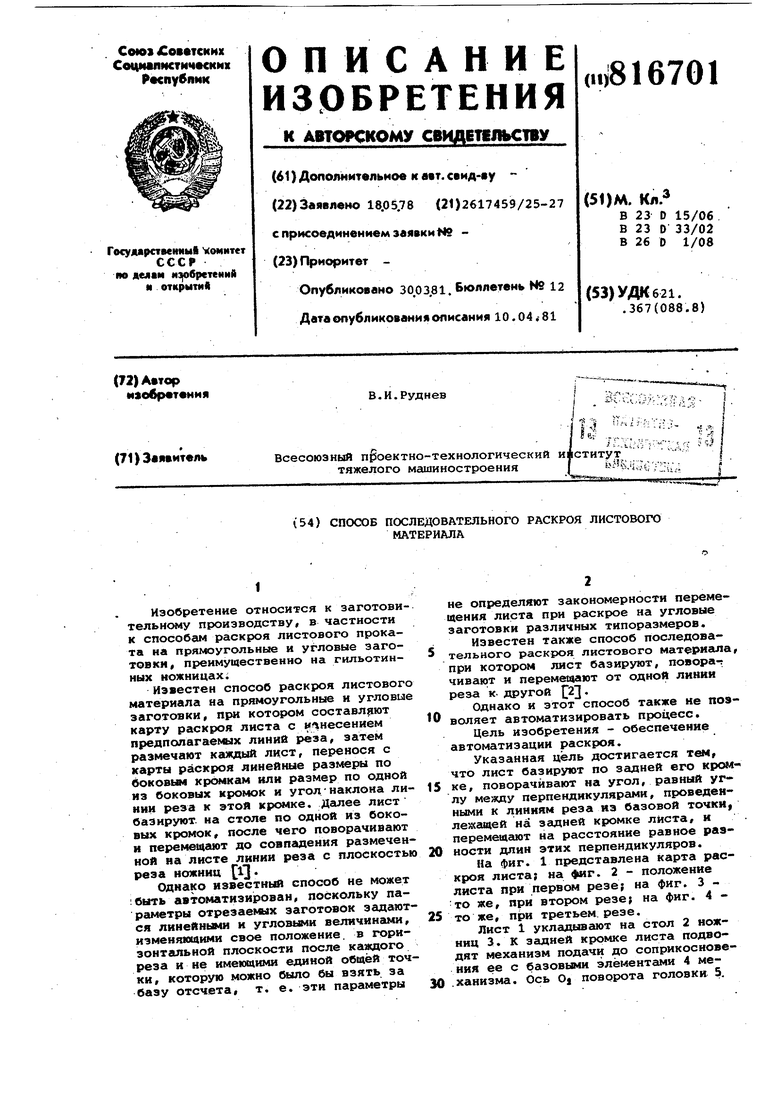

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Установка для подачи листов кНОжНицАМ | 1979 |
|
SU814653A1 |
| Ручные ножницы | 1988 |
|
SU1664552A1 |
| НОЖНИЦЫ | 1991 |
|
RU2021100C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1966 |
|
SU183018A1 |
| Устройство для штучной подачи листовых заготовок | 1989 |
|
SU1696187A2 |
| Устройство для штучной подачи листовых заготовок | 1987 |
|
SU1479219A2 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |

.f
1 -
