Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для прямой и косой резки листового проката.
Целью изобретения является расширение технологических возможностей установки для резки листового проката.
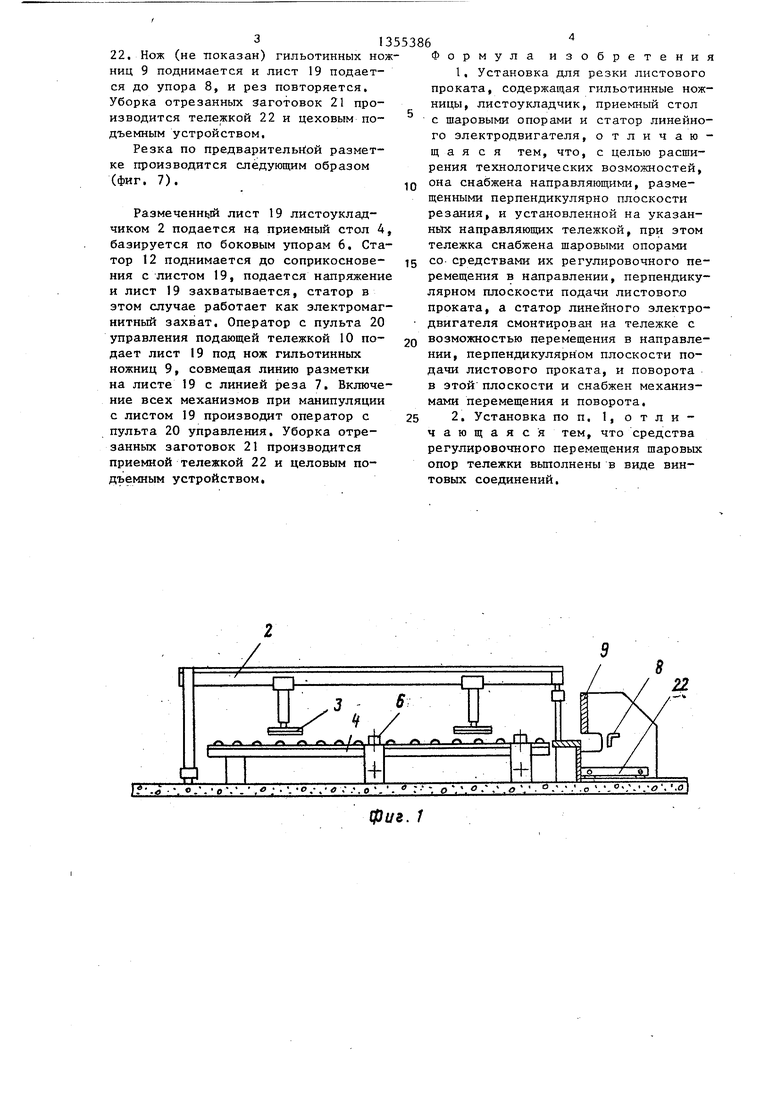
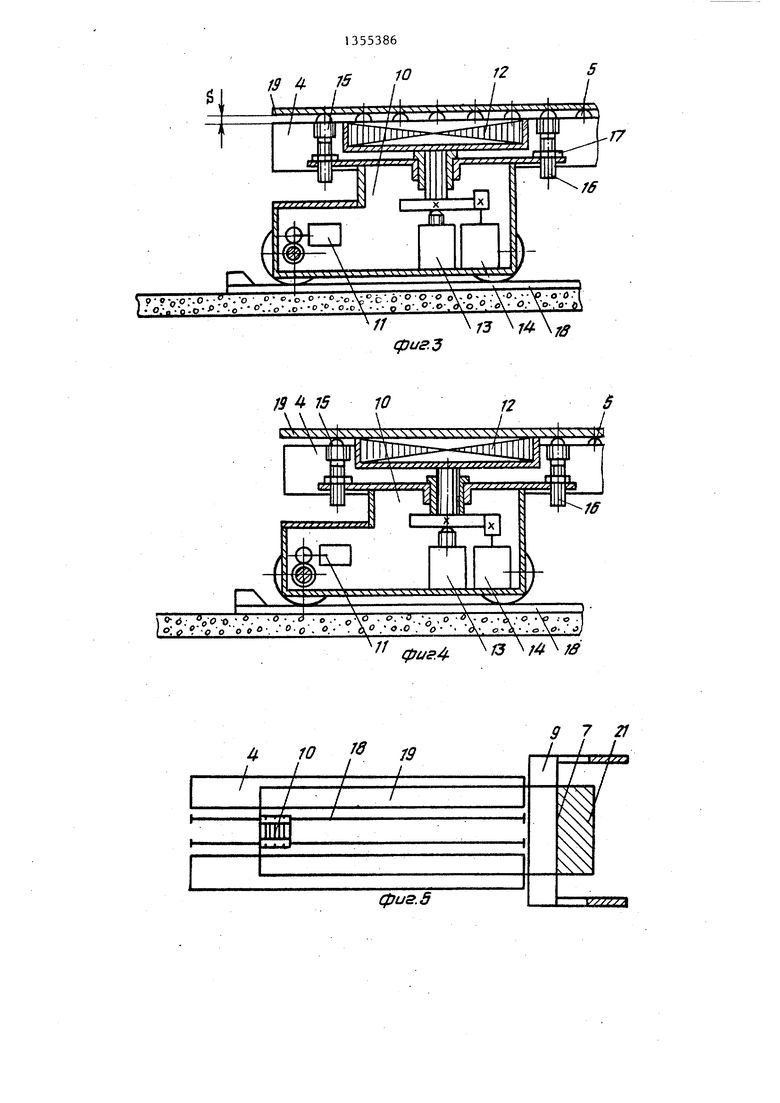
На фиг, 1 изображена установка для резки листового проката, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - подающая тележка со статором линейного электродвигателя, нижнее положение; на фиг. 4 - то же, верхнее положение; на фиг, 5 - схема автоматической резки листового проката; на фиг. 6 - схема резки по заднему упору гильотинных ножниц; на фиг. 7 - то же, по предварительной разметке.
Установка для резки листового проката содержит стеллаж 1, листоуклад- чик 2 с электромагнитной траверсой 3, приемный стол 4 с шаровыми 5 и боковыми 6 упорами, установленными перпендикулярно линии реза 7 заданного упора 8 гильотинных ножниц 9, подающую тележку 10 с приводом 11 перемещения и статором 12 линейного электродвигателя, кинематическисвязанного с приводами 13 и 14 подъема и поворота, на подающей тележке 10, также смонтированы шаровые опоры 15 с регулировочным винтом 16 и контргайкой 17. Тележка 10 подающая перемещается по рельсовому пути 18. Управление устройством для резки листового проката (листа) 19 осуществляется с пульта 20 з правления. Дпя укладки отрезанных заготовок 21 за ножницами 9 установлена приводная приемная тележка 22,
Установка для резки листового i проката работает следующим образом.
Автоматический режим резки (фиг, 5), Пачка, листов-(не показана) цеховым подъемным устройством (не показано) укладывается на стеллаж 1 На пульте 20 управления набирается программа раскроя листа 19. Подающая тележка 10 устанавливается в крайнее левое положение (фиг. 2). Листоукладчик 2 находится в исходном положении над стеллажом 1,
Нажатием кнопки Автомат на пульте управления электр.омагнитная
0
5
0
5
0
5
0
5
0
5
траверса 3 спускается на пачку листов, включаются электромагниты (не показаны) и лист 19 отделяется от пачки и поднимается в верхее положение. Затем Листоукладчик 2 с листом 19 перемещается к приемному столу 4, лист пускается на стол 4, магниты отключаются и траверса 3 поднимается в верхнее положение, , Листоукладчик 2 возвращается в исходное положение (фиг. 2). Подающая тележка 10 устанавливается в середине листа 19, включается статор 12 линейного электродвигателя. Под действием бегущего магнитного поля статора 12 лист 19 перемещается в поперечном направлении до соприкосно- вения с упором 6. Статор 12 отключается и поворачивается на угол 90° приводом 14. Тележка 10 перемещает- . ся в левое положение (фиг. 5), Приводом 13 статор 12 поднимается в верхнее положение до контакта с листом 19. Статор 12 включается и захватывает лист 19, Статор 12 линейного электродвигателя в этом случае работает как электромагнитный захват, В соответствии с заданной программой тележка 10 подает лист 19 под нож гильотинных ножниц 9, Отрезанная головка 21 падает на приемную тележку 22. После резки листа 19 на заготовки 21 тележка 10 воз- вращается в исходное положение, и цикл повторяется. Отрезанные заготовки 21 тележкой 22 подаются в зону действия цехового подъемного устройства и транспортируются на склад (не показан) готовых деталей или на дальнейшую обработку по ходу технологического процесса.
При резке по заднему упору гильотинных ножниц устройство работает следующим образом (фиг, 6). .
Подача листа 19 на приемный стол 4 и базирование его по боковым упорам 6 производится в такой же последовательности, что и при резке в автоматическом режиме. Подающая тележка 10 устанавливается в крайнее правое положение (фиг, 6). Задний упор 8 гильотинных ножниц 9 установлен на заданный размер. Включается статор 12 линейного электродвигателя и под действием бегущего магнитного поля лист 19 подается до заднего упора 8, Производится рез. Отрезанная заготовка 21 подается на приемную тележку
22. Нож (не -показан) гильотинных ножниц 9 поднимается и лист 19 подается до упора 8, и рез повторяется. Уборка отрезанных заготовок 21 производится тележкой 22 и цеховым подъемным устройством.
Резка по предварительн ой разметке производится следующим образом (фиг, 7),
Размеченн1з1й лист 19 листоуклад- чиком 2 подается на приемный стол 4, базируется по боковым упорам 6, Статор 12 поднимается до соприкосновения с листом 19, подается напряжение и лист 19 захватывается, статор в этом случае работает как электромагнитный захват. Оператор с пульта 20 управления подающей тележкой 10 подает лист 19 под нож гильотинных ножниц 9, совмещая линию разметки на листе 19 с линией реза 7, Включение всех механизмов при манипуляции с листом 19 производит оператор с пульта 20 управления. Уборка отрезанных заготовок 21 производится приемной тележкой 22 и целовым подъемным устройством.
13
, е355386
10
15
20
25
4
Формула изобретения
1, Установка для резки листового проката, содержащая гильотинные ножницы, листоукладчик, приемный стол с шаровыми опорами и статор линейного электродвигателя, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена направляющими, размещенными перпендикулярно плоскости резания, и установленной на указанных направляющих тележкой, при этом тележка снабжена шаровыми опорами со средствами их регулировочного перемещения в направлении, перпендикулярном плоскости подачи листовопо проката, а статор линейного электродвигателя смонтирован на тележке с возможностью перемещения в направлении, перпендикулярном плоскости подачи листового проката, и поворота в этой плоскости и снабжен механизмами перемещения и поворота,
2, Установка по п, 1, отличающаяся тем, что средства регулировочного перемещения шаровых опор тележки вьшолнены в виде винтовых соединений.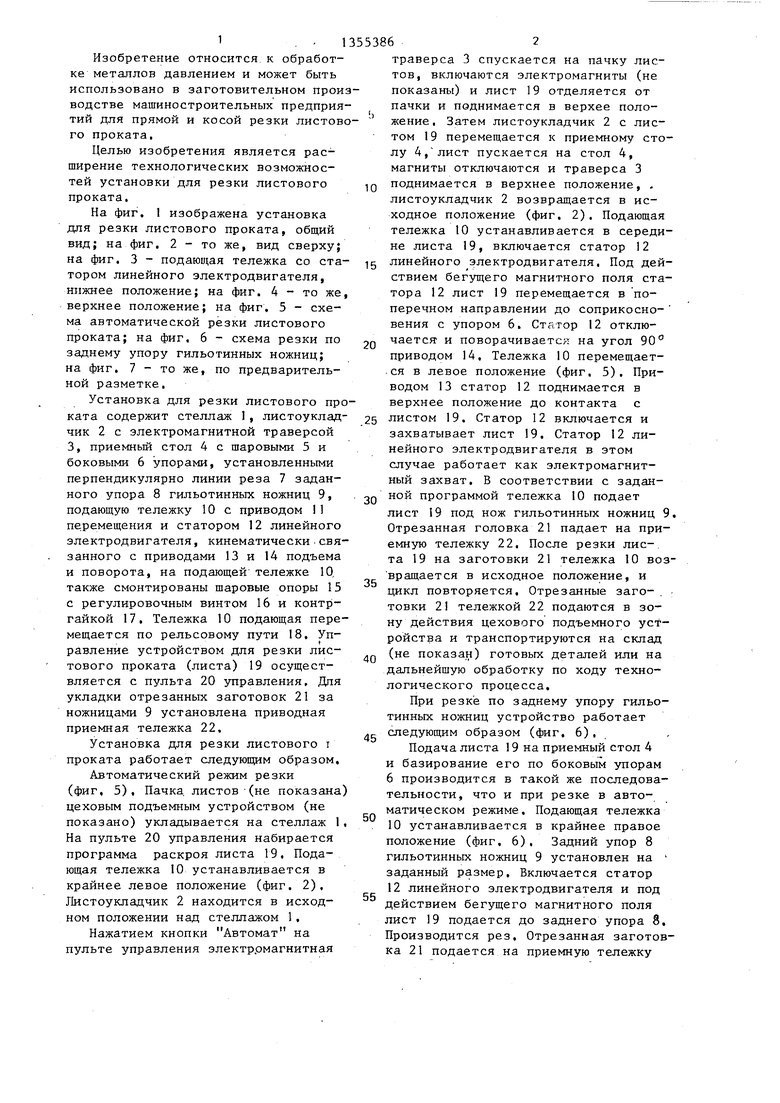
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1424999A1 |
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| Механизированный комплекс для раскроя листового проката | 1981 |
|
SU941033A1 |
| Установка для резки листового проката | 1985 |
|
SU1348092A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
Изобретение относится к обработке металлов давлением и может . быть использовано для механизированной резки на гильотинных ножницах преимущественно ферромагнитного листового металлопроката. Цель изобре10 12 1 2 3 тения - расширение- технологических возможностей установки для резки листового проката. При безупорной резке статор линейного электродвигателя (СЛЭД) 12 используется в качестве злектромагнитного захвата. Шаровые опоры тележки 10 находятся в нижнем положении. При резке листового проката по заднему упору 8 гильотинных ножниц 9 СЛЭД 12 выполняет перемещение листа к линии ре- за 7, шаровые опоры тележки находятся в верхнем положении, При резке по предварительной разметке и при необходимости ориентирования листа относительно линии реза 7 СЛЭД имеет возможность захвата листа и разворота его в горизонтальной плоскости на любой угол в пределах ЗбО. 1 з.п. ф-лы, 7 ил. с (Л 22 СО ел ел оо 00 Oi Фиг. 2
фиг. 1
Л / г
12
17
о-с-„-о-.0--« -.-о о- c. o.o--c,.o.V .c .6-o-O-о о. о.-..--y-o-O.T . о -.-о .о- : -о-- ..,-,о- -о.-с.о.оХ -.- о о-.о .о-.А о..-оХ- О..-o-а
/У 75 10
, .
«и,- -о г. -о . о - с,о . о. -о . , о сг. -о .
о:ч f -Q-Q о о Д-. - 0-0 . о.- . 4f . О-О . о- . -А. oOl-. o V. O
(//c
re
19
10
/ /
f
4 fS
fS fO
Cpuff.7
| Устройство для перемещенияфЕРРОМАгНиТНыХ лиСТОВ изНАКОпиТЕля | 1979 |
|
SU804122A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
