29 7 78 ,6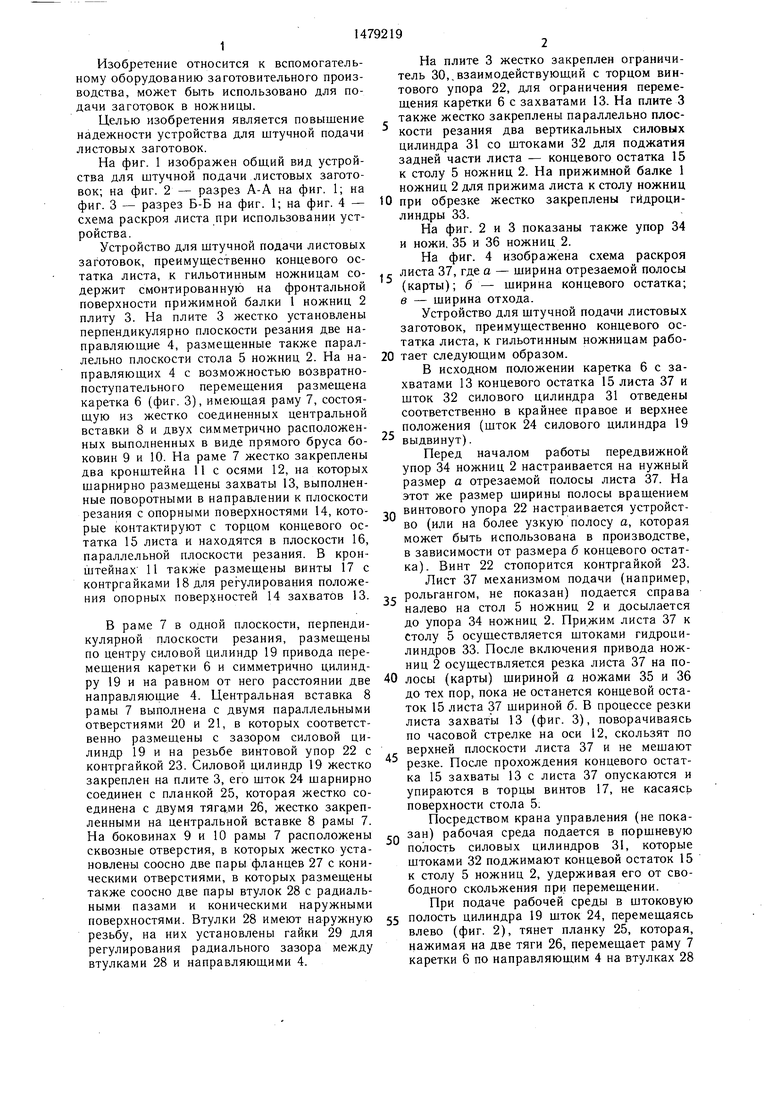
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штучной подачи листовых заготовок | 1989 |
|
SU1696187A2 |
| Устройство для штучной подачи листовых заготовок | 1983 |
|
SU1191208A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Устройство для подачи листового материала в зону обработки | 1988 |
|
SU1669619A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Устройство для подачи листового материала к ножницам | 1980 |
|
SU975259A1 |
| Устройство для подачи листового материала в зону резания и уборки отходов | 1981 |
|
SU1005995A1 |
Изобретение относится к вспомогательному оборудованию заготовительного производства и может быть использовано для подачи заготовок в ножницы. Цель - повышение надежности устройства для штучной подачи листовых заготовок. На плите 3 ножниц закреплен силовой цилиндр, установленный с зазором в раме каретки 6. Шток силового цилиндра жестко связан с рамой. Винтовой упор служит для ограничения перемещения каретки 6 и установлен на ее раме. Силовой цилиндр установлен перпендикулярно плоскости резания. Его ось расположена на равном расстоянии между осями направляющих 4 и в одной плоскости с ними. Устройство используется в случае, когда гидроцилиндры ножниц не могут прижать концевой остаток листа к столу ножниц из-за малой шириныб остатка листа, из которого можно отрезать полосу размером а. При этом остаток листа базируется при отрезке не передним, а задним торцом на опорные поверхности 14 захватов 13. 1 з.п. ф-лы, 4 ил.
ZL
Ј 1
СО
to
со
KJ
Изобретение относится к вспомогательному оборудованию заготовительного производства, может быть использовано для подачи заготовок в ножницы.
Целью изобретения является повышение надежности устройства для штучной подачи листовых заготовок.
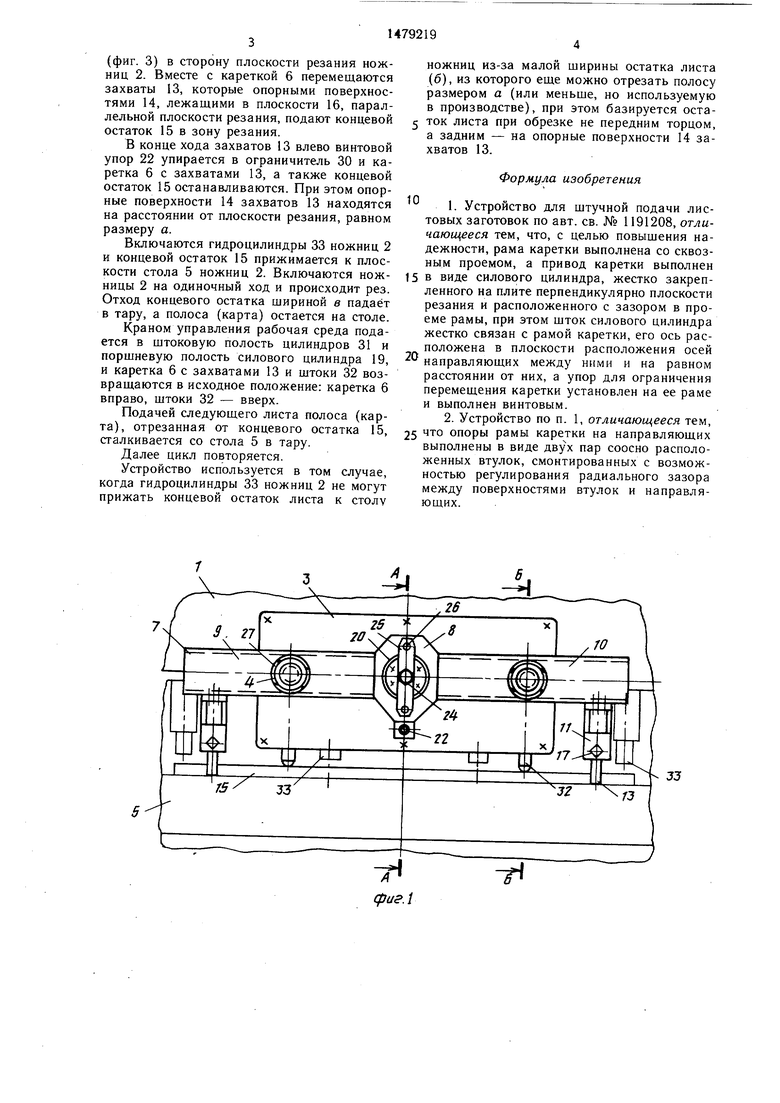
На фиг. 1 изображен общий вид устройства для штучной подачи листовых заготовок; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схема раскроя листа при использовании устройства.
Устройство для штучной подачи листовых заготовок, преимущественно концевого остатка листа, к гильотинным ножницам содержит смонтированную на фронтальной поверхности прижимной балки 1 ножниц 2 плиту 3. На плите 3 жестко установлены перпендикулярно плоскости резания две направляющие 4, размещенные также параллельно плоскости стола 5 ножниц 2. На направляющих 4 с возможностью возвратно- поступательного перемещения размещена каретка 6 (фиг. 3), имеющая раму 7, состоящую из жестко соединенных центральной вставки 8 и двух симметрично расположенных выполненных в виде прямого бруса боковин 9 и 10. На раме 7 жестко закреплены два кронштейна И с осями 12, на которых шарнирно размещены захваты 13, выполненные поворотными в направлении к плоскости резания с опорными поверхностями 14, которые контактируют с торцом концевого остатка 15 листа и находятся в плоскости 16, параллельной плоскости резания. В кронштейнах 11 также размещены винты 17 с контргайками 18 для регулирования положения опорных поверхностей 14 захватов 13.
В раме 7 в одной плоскости, перпендикулярной плоскости резания, размещены по центру силовой цилиндр 19 привода перемещения каретки 6 и симметрично цилиндру 19 и на равном от него расстоянии две направляющие 4. Центральная вставка 8 рамы 7 выполнена с двумя параллельными отверстиями 20 и 21, в которых соответственно размещены с зазором силовой цилиндр 19 и на резьбе винтовой упор 22 с контргайкой 23. Силовой цилиндр 19 жестко закреплен на плите 3, его шток 24 шарнирно соединен с планкой 25, которая жестко соединена с двумя тягами 26, жестко закрепленными на центральной вставке 8 рамы 7. На боковинах 9 и 10 рамы 7 расположены сквозные отверстия, в которых жестко установлены соосно две пары фланцев 27 с коническими отверстиями, в которых размещены также соосно две пары втулок 28 с радиальными пазами и коническими наружными поверхностями. Втулки 28 имеют наружную резьбу, на них установлены гайки 29 для регулирования радиального зазора между втулками 28 и направляющими 4.
На плите 3 жестко закреплен ограничитель 30,.взаимодействующий с торцом винтового упора 22, для ограничения перемещения каретки 6 с захватами 13. На плите 3 также жестко закреплены параллельно плоскости резания два вертикальных силовых цилиндра 31 со штоками 32 для поджатия задней части листа - концевого остатка 15 к столу 5 ножниц 2. На прижимной балке 1 ножниц 2 для прижима листа к столу ножниц
0 при обрезке жестко закреплены гидроцилиндры 33.
На фиг. 2 и 3 показаны также упор 34 и ножи. 35 и 36 ножниц 2.
На фиг. 4 изображена схема раскроя
г листа 37, где а - ширина отрезаемой полосы (карты); б - ширина концевого остатка; в - ширина отхода.
Устройство для штучной подачи листовых заготовок, преимущественно концевого остатка листа, к гильотинным ножницам рабо0 тает следующим образом.
В исходном положении каретка 6 с захватами 13 концевого остатка 15 листа 37 и шток 32 силового цилиндра 31 отведены соответственно в крайнее правое и верхнее положения (шток 24 силового цилиндра 19
выдвинут).
Перед началом работы передвижной упор 34 ножниц 2 настраивается на нужный размер а отрезаемой полосы листа 37. На этот же размер ширины полосы вращением
п винтового упора 22 настраивается устройство (или на более узкую полосу а, которая может быть использована в производстве, в зависимости от размера б концевого остатка). Винт 22 стопорится контргайкой 23. Лист 37 механизмом подачи (например,
- рольгангом, не показан) подается справа налево на стол 5 ножниц 2 и досылается до упора 34 ножниц 2. Прижим листа 37 к столу 5 осуществляется штоками гидроцилиндров 33. После включения привода ножниц 2 осуществляется резка листа 37 на по0 лосы (карты) шириной а ножами 35 и 36 до тех пор, пока не останется концевой остаток 15 листа 37 шириной б. В процессе резки листа захваты 13 (фиг. 3), поворачиваясь по часовой стрелке на оси 12, скользят по верхней плоскости листа 37 и не мешают резке. После прохождения концевого остатка 15 захваты 13 с листа 37 опускаются и упираются в торцы винтов 17, не касаясь поверхности стола 5.
Посредством крана управления (не покап зан) рабочая среда подается в поршневую полость силовых цилиндров 31, которые штоками 32 поджимают концевой остаток 15 к столу 5 ножниц 2, удерживая его от свободного скольжения при перемещении.
При подаче рабочей среды в штоковую полость цилиндра 19 шток 24, перемещаясь влево (фиг. 2), тянет планку 25, которая, нажимая на две тяги 26, перемещает раму 7 каретки 6 по направляющим 4 на втулках 28
5
5
(фиг. 3) в сторону плоскости резания ножниц 2. Вместе с кареткой 6 перемещаются захваты 13, которые опорными поверхностями 14, лежащими в плоскости 16, параллельной плоскости резания, подают концевой остаток 15 в зону резания.
В конце хода захватов 13 влево винтовой упор 22 упирается в ограничитель 30 и каретка 6 с захватами 13, а также концевой остаток 15 останавливаются. При этом опорные поверхности 14 захватов 13 находятся на расстоянии от плоскости резания, равном размеру а.
Включаются гидроцилиндры 33 ножниц 2 и концевой остаток 15 прижимается к плоскости стола 5 ножниц 2. Включаются ножницы 2 на одиночный ход и происходит рез. Отход концевого остатка шириной в падает в тару, а полоса (карта) остается на столе.
Краном управления рабочая среда подается в штоковую полость цилиндров 31 и поршневую полость силового цилиндра 19, и каретка 6 с захватами 13 и штоки 32 возвращаются в исходное положение: каретка 6 вправо, штоки 32 - вверх.
Подачей следующего листа полоса (карта), отрезанная от концевого остатка 15, сталкивается со стола 5 в тару.
Далее цикл повторяется.
Устройство используется в том случае, когда гидроцилиндры 33 ножниц 2 не могут прижать концевой остаток листа к столу
ножниц из-за малой ширины остатка листа (б), из которого еще можно отрезать полосу размером а (или меньше, но используемую в производстве), при этом базируется оста- ток листа при обрезке не передним торцом, а задним - на опорные поверхности 14 захватов 13.
Формула изобретения
в виде силового цилиндра, жестко закрепленного на плите перпендикулярно плоскости резания и расположенного с зазором в проеме рамы, при этом шток силового цилиндра жестко связан с рамой каретки, его ось расположена в плоскости расположения осей направляющих между ними и на равном расстоянии от них, а упор для ограничения перемещения каретки установлен на ее раме и выполнен винтовым.
выполнены в виде двух пар соосно расположенных втулок, смонтированных с возможностью регулирования радиального зазора между поверхностями втулок и направляющих.
а
фигЛ
фиг.2
в
| Устройство для штучной подачи листовых заготовок | 1983 |
|
SU1191208A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
