олее мелкие пузыри сразу же выхоят в металл через боковые края лопаток, в связи с чем путь и бремя взаимодействия их с лветаллрм незначительны. Плоские наклонные лопатки не создают ощутимого принудительного направления газовым или газопорошковым, потоком .в виде струй, поэтому не удается достигнуть интенсивного перемешивания жидкого металла при продувке.
Для повышения интенсивности взаимодействия жидкого металла и газа устройство вращают вокруг вертикальной оси. При этом усложняется подвод газа к вращающейся -iirTaiHre и обслуживание устройства, а также требуются значительные энергозатраты на механическое перемешивание металла, имеющего значительные плотность и вязкость.
Цель изобретения интенсификация процесса продувки и улучшение перемешивания металла.
Поставленная цель достигается тем, что в устройстве, -содержащем полую штангу с - боковыми каналами для выхода газа или газопорошковой смеси и размещенные над ними распределители потоков, указанные распределители выполнены в виде обращенных днищами вверх желобов, каждый из которых установлен относительно горизонтальной плоскости под гулом 20-70О и размещен вокруг штанги с одинаковым направлением наклона.
При этом желоб в поперечном сечении выполнен П-образным.
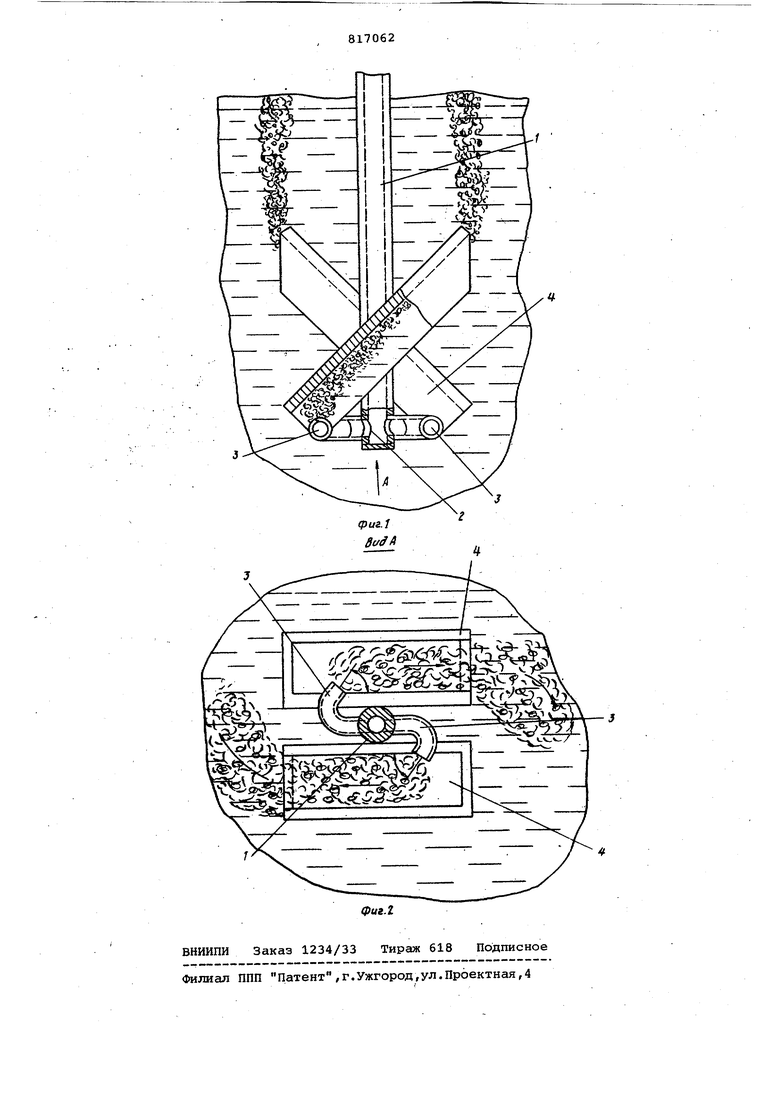
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1.
Устройство содержит полую штангу 1, в стенках нижней части которой выполнены каналы 2, сообщающиес я с патрубками 3 для подвода газа или газопорошковой смеси под нижние кон- цы желобов 4, закрепленных на штанге и размещенных над патрубками 3.. Благодаря расположению выходных отверстий патрубков под нижними концами желобов максимально используется их длина, повышается интенсивность обработки металла при продувке. Патрубки выполнены криволинейной формы, выходной конец каждого из них размещен под желобом так, что его ось образует с примыкающей к 5ятанге стенкой желоба угол о ,равный 60-90°. При таком размещении выходных концов патрубков, наряду с компактностью устройства, достигается улучшенное направление струй газа под желобами, при котором ис- , ключается выход газа из-под нижних их концов.
Каждый из желобов обращен днищем вверх, установлен относительно горизонтальной плоскости под углом 20-70 и размещен вокруг штанги с одинаковым направлением наклона (при.
обходе штанги вокруг оси). При увеличении углов наклона желобов свыше 70, потоки газа или газопорошковой смеси почти свободно проходят через слой металла и выходят на поверкность слабо взаи:у1од9Я1ствуя с металлом и желобами, в результате чего уменьшается перемещение жидкого металла за счет окружной циркуляции (вращения), эффективность продувки снижается.
При углах наклона желобов менее 20° перемешивание металла также они жается за счет уменьшения осевой циркуляции (вдоль штанги). При одних и тех же Габаритах по ширине устройства длина желобов значительно уменьшается, вследствие чего снижается и интенсивность взаимодействия с ними и металлом газа или газопорошковой смеси. При увеличении же длины желобов резко возрастает ширина устройства, что затрудняет условия его погружения в металл и эксплуатации.
Форма желоба в поперечном сечении может быть различной, но наиболее целесообразно выполнять ее П-образной формы, при которой улучшается взаимодействие газа или газопорошковой смеси с плоским днищем желоба и достигается максимальное диспергирование в металле газа или порошковых реагентов.
При этом ширина днища желоба должна быть достатрчной для распределения газа или газопорошковой смеси при движении вверх в виде плоского потока небольшой толщины. Для этого она должна быть выполнена равной 38 диаметрам отверстий патрубков 3.
Выполнение ширины днища желоба менее трех диаметров патрубков снижает эффективность обработки металла, а при выполнении ее более восьми диаметров патрубков, хотя и улучшаются условия взаимодействия с металлом газа или газопорошковых реагентов, но возрастают габариты нижней части устройства, в связи с чем затрдняется погружение его в ковш с металлом.
Исходя из этих соображений, длина желоба выполнена равной 3-8 диаметрам отверстий патрубков, что обеспечивает достаточную продолжительность взаимодействия- с ним газа или порошков и в то же время не увеличивает значительно габариты устройства
Устройство работает следующим .образом.
Через полую штангу 1 с закрепленными к ней желобами 4,, поперечное сечение каждого из которых выполнено П-образной формы, установленными к горизонтальной плоскости под углом, например 45°, под которыми размещены боковые каналы 2 для выхода газа, перед погружением в мезталл и в процессе обработки подают под давлением
газ или газопорошковую смесь, который (которая) выходит из отверстий патрубков 3, поднимается вверх, поступает под днище желоба 4, разбивается- на мелкие частицы и в виде турбулентных потоков перемещается под днищами желобов, постоянно;взаимодействуя с их шероховатыми поверхностями. При этом при продувке газом его пузырьки в течение всего времени перемещения интенсивно дробятся на более мелкие, вследствие образования завихрений пронизывают прилегающий к днищу слой металла и интенсивно взаимодействуют с ним, в результате чего улучшается массообмен между газом и жидким Металлом.
При вдувании порошков твердые частицы под наклонными днищами желобов интенс}ивно перемешиваются с ме.таллом, так как в результате удара струй о днища желобов они распределяются в виде тонких слоев,.при этом сЬ:вершенно исключается возможность слипания их в комки между частицами. Кроме того,между частицами и поверхностями днищ желобов возникает тре.ние, S результате чего улучшается распределение их в жидком металле, значительно увеличивается поверхност контакта частиц с металлом, уменьшается толщина диффузионного слоя около частиц, ускоряется процесс их растворения и взаимодействия с металлом.
Кроме того, -при продувке через устройство как газа, так и порошков движение газовых или газопорошковых потоков вызывает движение жидкого металла под днищами желобов. В связи с тем, что наклонные желоба размещены вокруг штанги так, что направление наклона каждого из них одинаково при обходе штанги вокруг оси (например, на фиг.1 при виде .сверху щзотив часовой стрелки),образующиеся наклонные потоки обуславливают циркуляцию металла не только в радиальном и осевом, но и окружном направлениях что приводит к дополнительному вращению всей массы металла, значительн улучшает перемешивание металла с реагентами.
Устройство может быть использовано также для пневматического перемешивания с метсшлом твердых реагентов вводимых не только под уровень металла, но и на его поверхность. Легкие твердые частицы вследствие интенсивного перемешивания увлекаются в глубь металла циркуляционными потоками, хорошо распределяются в нем, быстро растворяют:ся и перемешиваются с металлом .
Использование предлагаемого устройства позволяет значительно интенсифицировать процесс продувки металла газом или газопорсядковой смесью за счет улучшения распределения газа и порошков в металле, увеличения поверхности и времени контактирования фаз вследствие движения их под наклонными желобами, а не в результате свободного вертикального всплывания улучшения перемешивания с металлом.
.Устройство позволяет также повысить интенсивность обработки металла твердыми реагентами, вводимыми в металл независимо от продувки, т.е. на поверхность-или перед заполнением
емкости металлом.-Таким образом,
интенсивность перемешивания металла с реагентами может быть повышена на 15-20%, что обеспечивает повьииенне степени усвоения реагентов в металле,
а, следовательно, и снижение расхода их на 10-15%.
При введении, например, в жидкий чугун ферросилиция или силикомарганца с последующим перемешиванием продувкой газом степень усвоения их повышается на 15-20%.
Формула, изобретения 1. Устройство для продувки жидкого металла, содержащее полую штангу с боковыми каналами для выхода газа или газопорошковой смеси и размещенные над ними распределители потоков, отличающееся тем, что, с целью интенсификации процесса и улучшения перемешивания металлов, распределители потоков выполнены в виде обращенных днищами вверх желобов, каждый из которых установлен относительно горизонтальной плоскости под углом 20-70°, а вокруг штанги с одинаковым направлением наклона.
2. Устройство по п.1, отличающее с я тем, что желоб в поперечном сечении выполнен П-образным.
Источники информации, принятые во внимание при экспертизе
1.Черметинформация. Бюллетень, 1976, 13, с.12.
2.Патент США № 3227547,кл. 75-59, 1966.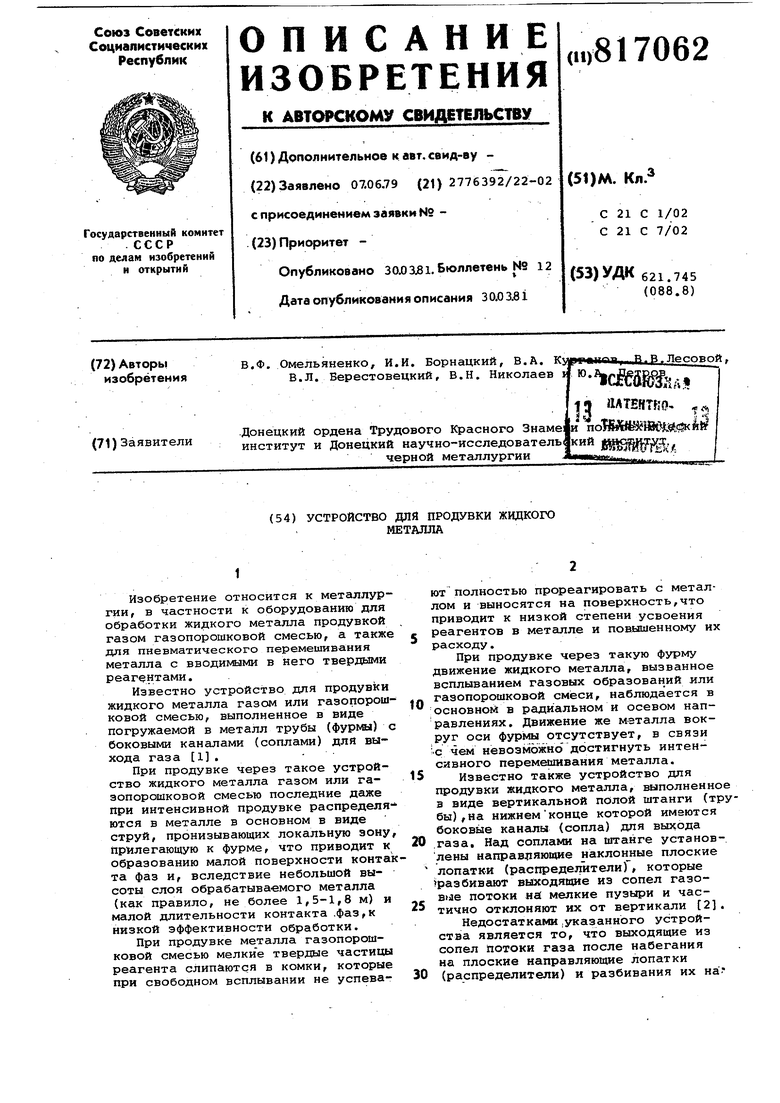

| название | год | авторы | номер документа |
|---|---|---|---|
| Фурма для обработки жидкого металла | 1980 |
|
SU865921A1 |
| Устройство для обработки жидкогоМЕТАллА РЕАгЕНТА | 1979 |
|
SU831798A1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| Способ донной продувки металла и устройство для его осуществления | 1983 |
|
SU1113415A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| СИСТЕМА ПОДАЧИ РЕАГЕНТА В МЕТАЛЛИЧЕСКИЙ РАСПЛАВ | 2022 |
|
RU2796237C1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2001 |
|
RU2197540C2 |
| Устройство для продувки расплава в конвертере | 1986 |
|
SU1390244A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |