СПОСОБ ОБРАБОТКИ РУЛОННОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ
(54) ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения широкополосной горячекатаной стали | 1984 |
|
SU1341218A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ С ДВУМЯ ГРУППАМИ МОТАЛОК | 2005 |
|
RU2312720C2 |
| Способ производства оцинкованных стальных полос | 1986 |
|
SU1344794A1 |
| Способ охлаждения горячекатаной полосы перед смоткой в рулон | 1978 |
|
SU768827A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2014 |
|
RU2547087C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЛЕГИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2529326C1 |
| Способ производства проката для чистовой вырубки из малоуглеродистых сталей | 1989 |
|
SU1730183A1 |
| Способ производства холоднокатаной анизотропной электротехнической стали | 1991 |
|
SU1810141A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
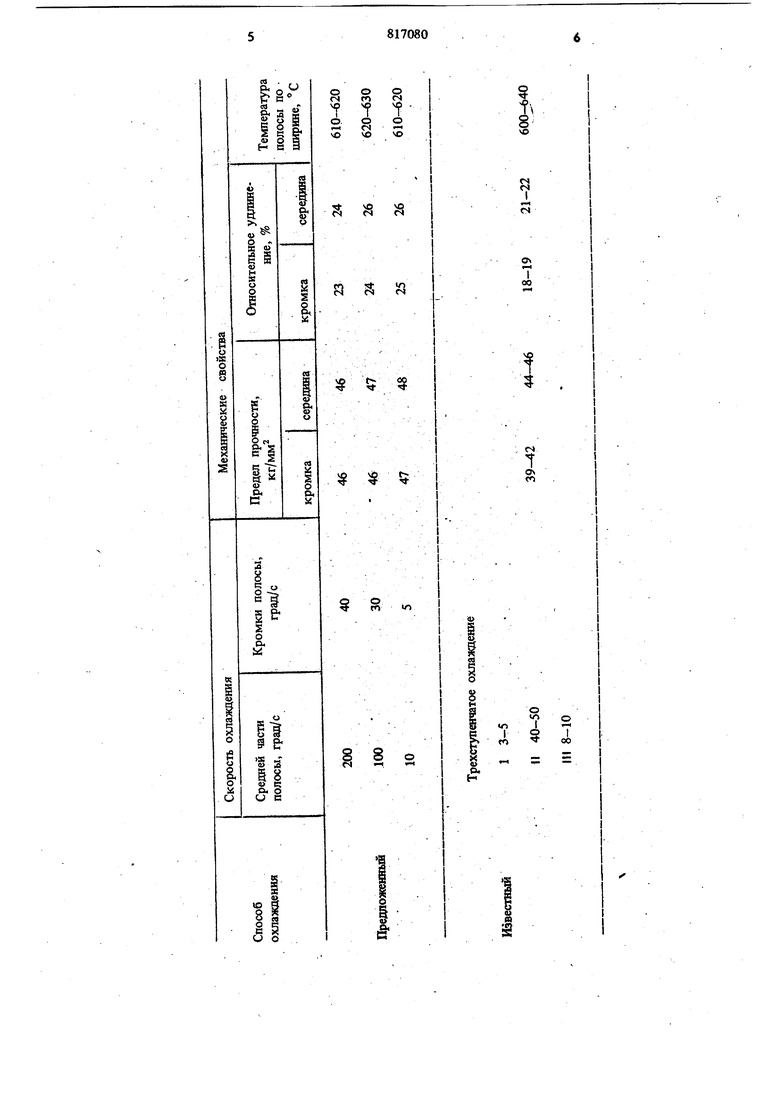
Изобретение относится к металлургии, а именно к производству рулонной горячекатаной ной полосы электротехнической стали, и может быть использовано, например, в линии стана го рячей прокатки при охлаждении проката. Известен способ охлаждения полосы после горячей прокатки, включающий охлаждотне со скоростью 3-5 град/с до т«мич атуры, обеС печивающей протекание процесса рекристаллизации, после чего полосу охлаждают со скоростью 40-50 град/с до 500-700 0, а затем охлаждают со скоростью 8-10 град/с ЦЬ Недостатком известного Способа явдается то, что он не позволяет вследствие мшой ско рости охлаждения предотвратить вьшадениё к бидов по границам зерен, в результате чего снижается пластичность стали. Наиболее близким к предлагаемому по технической суищости и достигаемому результату является способ охлаждения полосы с помощью форсунок, сгруппированных в чггдапь. ные секции перед смоткой 2. Недостаток известного способа - низкая пластичность стана. Цель изобретения - повышение пластичности стали за счет регулирования охлаждения полосы по ее иофине и исключения выпадения карбидов по границам зерен, а также выравнивание механических свойств по ширине полосы. Указанная цель достигается тем, что в процессе охлаждения полосы перед смоткой ее в рулон производят охлаждение средней части со скоростью 10-200 град/с, а охлаждение кромок полосы на протяжении 3-5 толщин полосы от ее краев производят-«о скоростью . 5- 40 град/с. При охлаждении полосы по известному способуводу подают на полосу сверху и снизу с помощью коллекторов. С целью ограничения или исключения попадаюш воды на кромки полосы ш коллектор устанавл1 ют подвижные отрашрштельные щитки. При охлаждении полосы по предложенному (шособу срадаюю часть полосы сверху и снизу I охлаждают водой, а кромки полосы водовоздушной смесью.
Свойства . стали после охлаждения по известному и предложенному способам приведены в таблице.
Использование предложенного способа для охлаждения полосы из электротехнической
стали после горячей прокатки позволяет повысить пластичность стали и осуществлять регулировку охлаждения полосы по ее ширине, что обеспечит улучшение качества проката.
f t
82
VO VO
J J5
и s «
i
$
§
И
s fs
OS
o
-H
t
00
. r
t
10
о
7 2
§ ol
78170808
Формула изобре тенияна расстояннн 3-S толщин полосы ot Способ обработки рулонной горячекатаной
полосы электротехнической стали, включаияций.Источники информации,
охлажд«ше полосы перед смоткой в рупоньь5 принятые во внимание при экспертизе
отличающийся тем, что, с цельюi. Авторское свидетельство СССР Vf 378421,
повышения пластичности и вьфавнивания меха-кл. С 21 D 1/02, ,1970.
шпеских свойств по ширине полосы, охлажде-2. Полухнн П. И. и др. Качество листа и рение средней части полосы осуществляют сожимы непрерывной прокатки. Алма-Ата, Наскоростью 10-200 град/с, а кромки полосы ука 1974, с. 36.
охлаждают со скоростью 5-40 град/с.
