(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРА-ВОДООТДЕЛИТЕЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Водоотделительное устройство | 1977 |
|
SU691589A1 |
| Способ изготовления фильтрующего пакета воздухоочистительного устройства | 1984 |
|
SU1261690A1 |
| Высокоэффективный промышленный фильтр | 1979 |
|
SU1014579A1 |
| КОМПЛЕКСНОЕ ВОЗДУХОПОДГОТОВИТЕЛЬНОЕ УСТРОЙСТВО ГАЗОТУРБИННОЙ УСТАНОВКИ | 2004 |
|
RU2289706C2 |
| КАТЕТЕРНОЕ УСТРОЙСТВО ДЛЯ НЕОККЛЮЗИОННОГО РАСШИРЕНИЯ И РАСКРЫТИЯ | 2016 |
|
RU2741563C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАССЕТЫ ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2016 |
|
RU2641090C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОКАТАЛИТИЧЕСКОЙ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ В ХИМИЧЕСКИХ ПРОЦЕССАХ | 2011 |
|
RU2460016C1 |
| ФИЛЬТРУЮЩИЕ МАТЕРИАЛЫ, ЭЛЕМЕНТЫ И СПОСОБЫ | 2017 |
|
RU2737910C2 |
| Волокнистый складчатый фильтр | 1990 |
|
SU1725981A1 |
| ПОЛУМАСКА ФИЛЬТРУЮЩАЯ ДЛЯ ЗАЩИТЫ ОТ АЭРОЗОЛЕЙ И ПЫЛИ | 2013 |
|
RU2550329C2 |
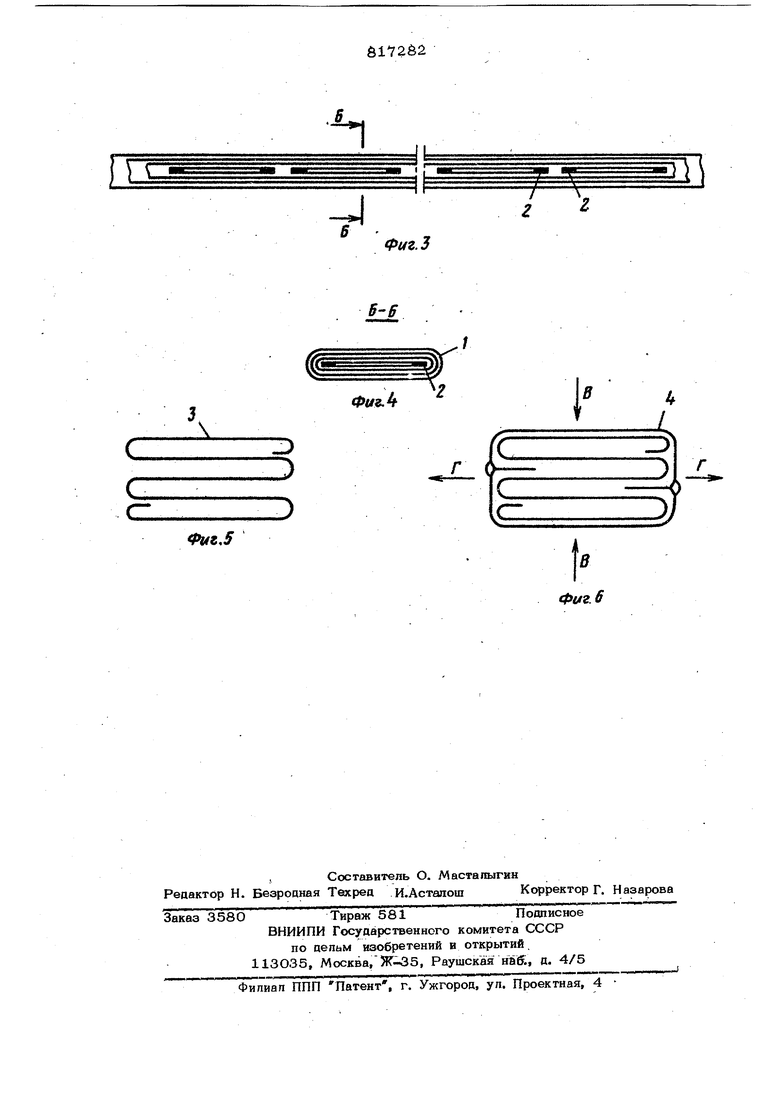
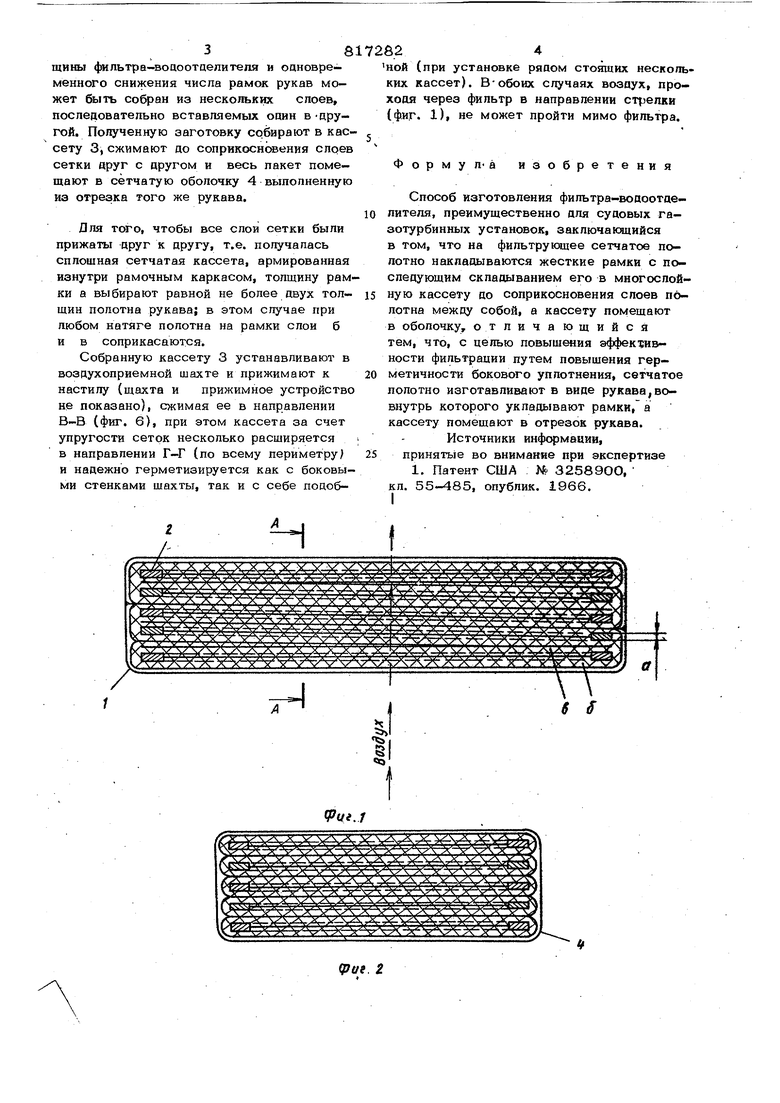
Изобретение относится к очистке воэ оуха от механических примесей, преимущественно в воздухопоавоаящих системах судовых газотурбинных установок и представляет собой способ изготовления фипьт ра-водоотделитепя для указанных систем Известен способ изготовления фильтраводоотделителя, заключающийся в том, что на фильтрующее сетчатое полотно накладывают жесткие, рамки с последующим складыванием его в многослойную кассету до соприкосновения слоев полотна меж ду собой, а кассету помещают в оболочКУ Ij.,, Однако известный способ обладает cyi шественными недостатками, так как не позволяет создать фильтрующую кассету с мягкими боковыми поверхностями при одновременной фиксации внутреннего каркаса в боковом направлении, что особенно необходимо для герметизации фильтров со стенками.воадухоприемной шахты, в которую они устанавпнвйются, и соседних фильтров друг с другом (при установке нескольких кассет в ряд). Отсутствие герметичного уплотнения приводит к протечкам воздуха мимо фильтров и к снижению эффективности фильтрации. Цель изобретения - повыщение эффективности фильтрации путем повышения герметичности бокового уплотнения. Поставленная цель достигается тем, что сетчатое полотно изготавливают в виде рукава, во; нутрь которого укладывают рамкв, а кассету помещают в отрезок рукава. На фиг. 1 показан фильтр в собраном виде, продольный разрез; на фиг. 2 - разрез А-А на фиг. ii на фиг. 3 - схема сетчатого рукава со вставленными в нэго рамками, вид сбоку; на фиг. 4 - разрез Б-В на фиг. 3; на фиг. 5 - схема укладки рукава; на фиг. 6 - схема зашивки кассеты в отрезок рукава. Внутрь сетчатого попона, выполненного в виде рукава 1, последовательно в ряд друг за другом вставляют рамки 2 каркаса. Для получения необходимой толщины фильтра-воаоотцелитепя и одновременного снижения числа рамок рукав может быть собран из нескольких слоев, последовательно вставляемых один в -другой. Полученную заготовку собирают в кассету 3, сжимают до соприкосновения слоев сетки друг с другом и весь пакет помещают в сетчатую оболочку 4 выполненную на отрезка того же рукава. Для того, чтобы все слои сетки были прижаты друг к другу, т.е. получалась сплошная сетчатая кассета, армированная изнутри рамочным каркасом, толщину рамки а выбирают равной не более двух тол- is
щин полотна рукава; в этом случае при любом натяге полотна на рамки слои б и в соприкасаются.
Собранную кассету 3 устанавливают в воздухоприемной шахте и прижимают к настилу (щахта и прижимное устройство не показано), сжимая ее в направлении В-В (фиг. 6), при этом кассета за счет упругости сеток несколько расширяется в направлении Г-Г (по всему периметру) и надежно герметизируется как с боковыми стенками щахты, так и с себе подоб-
лотна между собой, а кассету помещают в оболочку, отлича ющийся тем, что, с целью повышения эффективности фильтрации путем повышения гер-
метичности бокового уплотнения, сетчатое полотно изготавливают в виде рукава,вовнутрь которого укладывают рамки, а кассету помещают в отрезок рукава. Источники информации,
принять1е во внимание при экспертизе
. V
W
57ТХ У У ) .rX-
/4c5S V
LXi;-- e-V
XV, .г,-УДкЛ. .,A-X
: УУ-УЛАЧЧ V
D
С
Фиг,
Фиг-З
W
V
Фиг.
Г (
