1
Изобретение относится к обработке металлов, а именно к производству, фасонных профилей методом волочения из профилированного подката.
Известен способ подготовки фасонных профилей к волочению, включающий горячую прокатку, удаление окалины, нанесение подсмазочного слоя и острение концов подката на ковочных вальцах. Острение при этим способе осуществляю,т за трипять проходов в фасонных калибрах сложной конфигурации 1.
. Недостатками этого способа являются трудоёмкость и низкая производительность, вызванная повышенным количеством переходов для острения переднего конца подката, сложностью изготовления оснастки- штамповых сегментов ковочных вальцев, сложность унификации штамповых сегментов по всему сортаменту фасонных профилей.
Целью изобретения является увеличение производительности и упрощение технологического процесса острения концов фасонных профилей при подготовке их к волочению.
Поставленная цель достигается тем, что операцию острения осуществляют перед прокаткой путем плавного уменьшения площади поперечного сечения конца сортовой заготовки одним из известных способов, например ковкой, до величины, не превышающей площади поперечного сечения готового профиля, на длине не более длины участка захвата при волочении. С целью обеспечения устойчивости при прокатке заостренного конца заготовки в калибрах прокатного стана острению подвергают задний по ходу прокатки конец заготовки. Применение данного способа целесообразно осуществлять при наличии на волочильных станах устройств для принудительной задачи профиля в волоку.
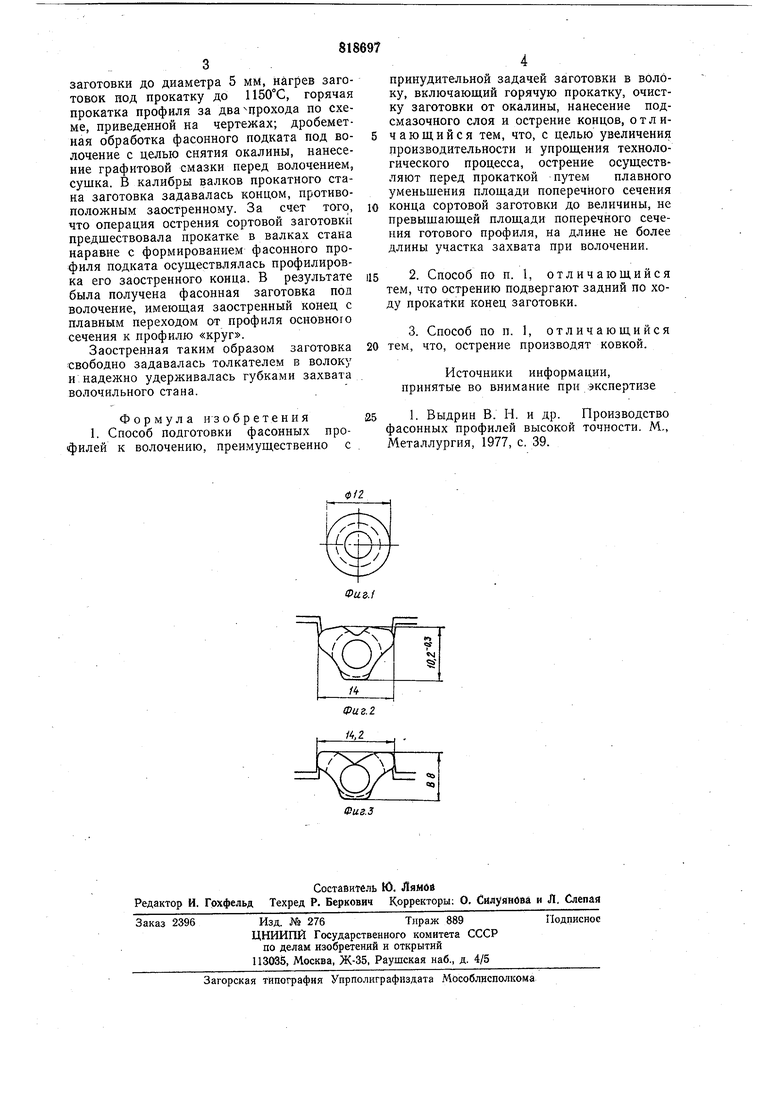
Способ поясняется фиг. 1-3, где показано изменение поперечного сечения заостренного конца заготовки по проходам (пунктирные линии) и конфигурация основного сечения профиля остреного конца заготовки (сплошные линии).
Предложенный способ поясняется также примером его осуществления при изготовлении типового фасонного профиля «стойка посредством волочения из горячекатаной заготовки круг 12 мм по ГОСТ 2590-57.
Подготовка профиля к волочению осуществлялась путем выполнения следующей последовательности операций: острение на молоте концов заготовок на длине 100 мм с плавным переходом от диаметра заготовки до диаметра 5 мм, нагрев заготовок под прокатку до 1150°С, горячая прокатка профиля за два прохода по схеме, приведенной на чертежах; дробеметная обработка фасонного подката под волочение с целью снятия окалины, нанесение графитовой смазки перед волочением, сушка. В калибры валков прокатного стана заготовка задавалась концом, противоположным заостренному. За счет того, что операция острения сортовой заготовки предшествовала прокатке в валках стана наравне с формированием фасонного профиля подката осуш,ествлялась профилировка его заостренного конца. В результате была получена фасонная заготовка под волочение, имеюш,ая заостренный конец с плавным переходом от профиля основною сечения к профилю «круг. Заостренная таким образом заготовка свободно задавалась толкателем в волоку и надежно удерживалась губками захвата волочильного стана. Формула из обретения 1. Способ подготовки фасонных профилей к волочению, преимущественно с 5 10 115 20 25 принудительной задачей заготовки в волоку, включающий горячую прокатку, очистку заготовки от окалины, нанесение подсмазочного слоя и острение концов, отличающийся тем, что, с целью увеличения Производительности и упрощения технологического процесса, острение осуществляют перед прокаткой путем плавного уменьшения площади поперечного сечения конца сортовой заготовки до величины, не превышающей площади поперечного сечения готового профиля, на длине не более длины участка захвата при волочении. 2. Способ по п. 1, отличающийся тем, что острению подвергают задний по ходу прокатки конец заготовки. 3. Способ по п. 1, отличающийся тем, что, острение производят ковкой. Источники информации, принятые во внимание при экспертизе 1. Выдрин В. И. и др. Производство асонных профилей высокой точности. М,, еталлургия, 1977, с. 39.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1996 |
|
RU2112615C1 |
| СПОСОБ ФОРМИРОВАНИЯ СОРТОВОГО ПРОФИЛЯ В ЗАКРЫТЫХ КАЛИБРАХ | 2014 |
|
RU2582839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ ВЫСОКОЙ ТОЧНОСТИ | 1997 |
|
RU2117055C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
