Изобретение относится к обработке металлов давлением, в частности к прокатному и волочильному производству сортовых профилей в закрытых калибрах валковых клетей.
Известен способ формирования сортового профиля, включающий многоступенчатую деформацию заготовки в ряде закрытых калибров, образованных ручьями смежных валков трехроликовой волоки при сопряжении их контактных поверхностей, путем предчистового формирования из круглой заготовки чернового подката в виде стрельчатого шестигранника в первой трехроликовой волоке и последующего формирования правильного шестигранного профиля с допусками под чистовую обработку во второй трехроликовой волоке, и далее калибрование в монолитной волоке до размеров готового профиля (Маликов А.Г., Демура Ю.А., Зубко Т.В., Климова В.Н., Илюкович Б.М. Эффективная технология производства шестигранной калиброванной стали из круглого подката / А.Г. Маликов, Ю.А. Демура, Т.В. Зубко, В.Н. Климова, Б.М. Илюкович // Сталь. - 1992. - №9. - С. 65-67).
Однако качество получаемого описанным способом сортового профиля не является достаточно высоким вследствие того, что реализация способа с применением предчистового закрытого калибра трехроликовой волоки накладывает жесткие ограничения на размеры заготовки, так как при переполнении калибра на поверхности профиля появляются заусенцы в виде «усов», а при недозаполнении калибра возможна неполная проработка граней готового профиля (Славин B.C., Смушкевич Л.Е., Норец А.И. Эффективные технологии производства фасонных профилей высокой точности. URL: // http://www.rusnauka.com/4_SND_2013/Tecnic/1_127375.doc.htm).
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является способ формирования сортового профиля, включающий многоступенчатую деформацию заготовки в ряде калибров в виде правильного треугольника, образуемых ручьями смежных валков роликовой волоки при сопряжении их контактных поверхностей, путем формирования профиля на отдельных ступенях деформации с разворотом калибра второй ступени в плоскости, перпендикулярной оси волочения на угол 60°, и чистовое формирование профиля на третьей ступени деформации при чистовом проходе в монолитной волоке. Таким образом, осуществляется возможность выбора заготовок с размерами профиля, которые могут изменяться в широких пределах, так как суммарная вытяжка также может изменяться в широких пределах: 1,15-1,50 для заготовки с круглым профилем и 1,1-1,40 для заготовки с шестигранным профилем, что позволяет обеспечить заданные механические свойства готового изделия за счет упрочнения металла при пластической деформации. В процессе формирования на поверхности профиля формуют сначала три грани профиля из шести, четные или нечетные, с использованием калибра первой ступени, путем выдавливания металла внутри калибра в заданных калибром направлениях, затем таким же образом формуют остальные три грани профиля после разворота калибра второй ступени в плоскости, перпендикулярной оси волочения на угол 60° по отношению к калибру первой ступени. Применение двух ступеней деформации заготовки в роликовых волоках в совокупности с третьей ступенью деформации в фильере обеспечивает благоприятные условия трения качения и, как результат, позволяет устранить некоторые дефекты заготовки, что ведет к повышению качества готового профиля. Наличие свободных поверхностей внеконтактных зон деформации - в треугольных калибрах первых двух ступеней деформации позволяет задавать заготовку различного диаметра без влияния на предчистовые размеры шестигранника в пределах указанной суммарной вытяжки, а недозаполнение треугольных калибров обеспечивает равномерность обжатий и исключает появление дефектов на поверхности в виде «усов» (патент RU 2235614, МПК7 В21С 1/00).
Основным недостатком описанного способа формирования сортового профиля является пониженное качество готового изделия, получаемого данным способом, вследствие неизбежного наплыва металла на грани сформированного в первой ступени профиля в результате значительного уширения деформируемой части заготовки при свободном течении металла в незаполненном калибре второй ступени формирования профиля (Целиков А.И. Теория расчета усилий в прокатных станах / А.И. Целиков - М.: Государственное научно-техническое издательство по черной и цветной металлургии, 1962 - С. 133-135), что ведет к искажению формы граней, полученных на первой ступени, и вызывает повышенную неравномерность деформации при чистовом проходе в монолитной волоке.
В основу изобретения поставлена задача повышения качества сортового профиля, получаемого предложенным способом.
Для решения поставленной задачи в способе формирования сортового профиля в закрытых калибрах, включающем многоступенчатую деформацию заготовки в ряде калибров, образованных ручьями смежных валков роликовой волоки при сопряжении их контактных поверхностей, путем формирования профиля на отдельных ступенях деформации с разворотом калибров в последующей ступени в плоскости, перпендикулярной оси волочения, и чистовое формирование профиля в монолитной волоке согласно изобретению в процессе формирования на поверхности профиля формуют не менее трех параллельных его продольной оси равновеликих валика, высотой, не превышающей его среднюю ширину, путем выдавливания металла в клиновидные компенсационные полости калибров между участками контактных поверхностей смежных роликов, прилегающими к контуру калибра, с разворотом калибров в каждой последующей ступени в плоскости, перпендикулярной оси волочения, на половину угла между соседними компенсационными полостями относительно их положения в предыдущем калибре. Суммарную площадь поперечного сечения валиков устанавливают равной площади поперечного сечения смещаемого в каждой ступени объема металла, а площадь поперечного сечения компенсационной полости определяют из соотношения:

где Sn - площадь поперечного сечения компенсационной полости;
Sв - площадь поперечного сечения валика;
ξ=(0,7-0,8) - коэффициент заполнения компенсационной полости;
Sсм - площадь поперечного сечения смещаемого в ступени объема металла;
n - количество валиков на профиле в ступени.
Повышению качества сортового профиля способствует полное равномерное заполнение калибров на каждой ступени деформации.
Повышению качества сортового профиля также способствует формирование валиков в компенсационных полостях клиновидной формы, выполненных между участками контактных поверхностей смежных роликов, прилегающими к контуру калибра, исключающее возможность образования на поверхности профиля заусенцев в разъеме контактных поверхностей смежных роликов, так как частично заполняющий компенсационную полость металл тормозит его дальнейшее вытекание в полость, что способствует повышению качества сортового профиля (Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е.И. Семенов (пред.) и др. - М.: Машиностроение, 1986. - Т. 2 - С. 190).
Деформирование смещаемого в каждом проходе объема металла, размещаемого в виде валиков, позволяет уменьшить усилие по сравнению с деформированием равновеликого объема металла, смещаемого по всему контуру поперечного сечения профиля. Этому способствует также наличие валиков на поверхности формируемого профиля, обеспечивающих сохранение технологической смазки в очаге деформации. Формование на поверхности профиля не менее трех валиков исключает разворот профиля вокруг продольной оси в последующем проходе. Недозаполнение клиновидных компенсационных полостей на 20-30% позволяет компенсировать колебание размеров заготовки, а формирование валиков высотой, не превышающей его среднюю ширину, исключает образование зажимов и складок при деформировании валиков (Атрощенко А.П. Горячая штамповка труднодеформируемых материалов / А.П. Атрощенко, В.И. Федоров - Л.: Машиностроение, Ленингр. Отд-ние, 1979 - С. 61, рис. 3.12; с. 267, 270). Кроме того, поперечные напряжения сжатия, возникающие при деформировании валиков в каждой последующей волоке, в том числе в монолитной волоке, обеспечивают более глубокую проработку элементов сортового профиля, что способствует повышению качества изделий (Целиков А.И. Теория расчета усилий в прокатных станах / А.И. Целиков - М.: Государственное научно-техническое издательство по черной и цветной металлургии, 1962. - С. 135-138).
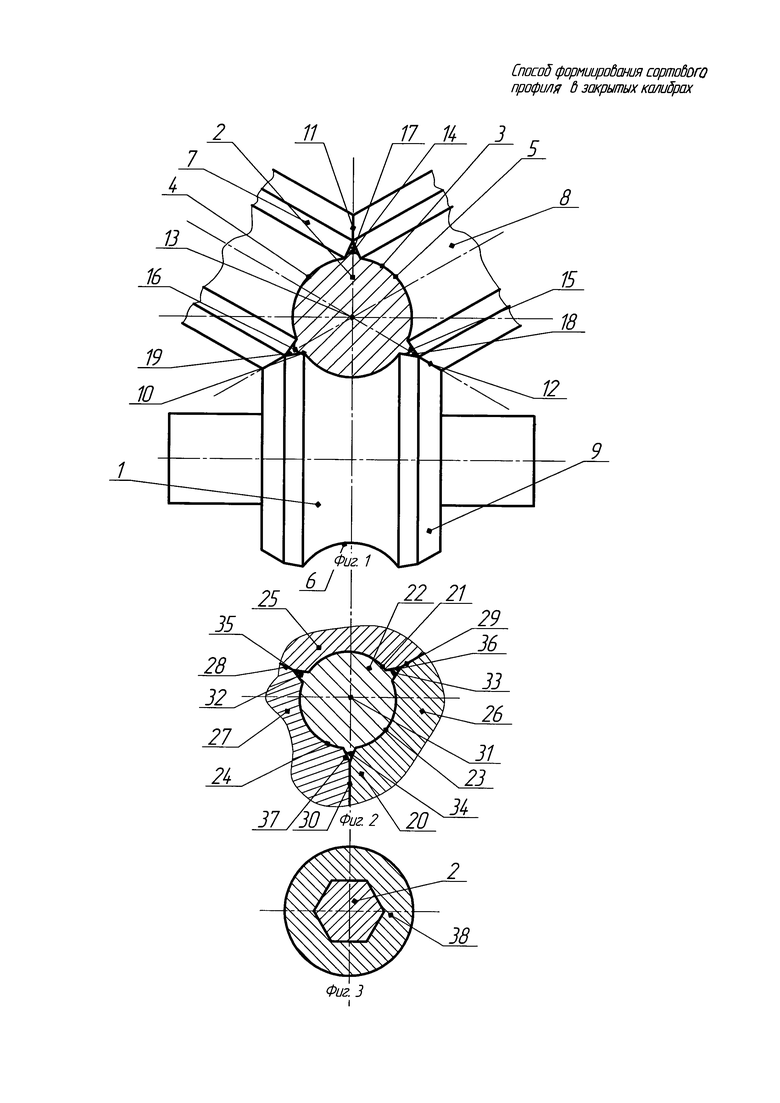
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 показана схема формования валиков путем выдавливания металла в компенсационные полости закрытого калибра роликовой волоки на первой ступени формирования профиля; на фиг. 2 - схема формирования сортового профиля на второй ступени после разворота калибра следующей роликовой волоки вокруг оси волочения на половину угла (60°) между компенсационными полостями относительно их положения в предыдущей волоке; на фиг. 3 - эскиз поперечного сечения шестигранника, полученного в монолитной волоке после чистового прохода.
Способ формирования сортового профиля заключается в том, что многоступенчатую деформацию осуществляют в закрытых калибрах, образуемых ручьями установленных в волоке смежных роликов при сопряжении их контактных поверхностей, а окончательные размеры сортового профиля получают при чистовом проходе в монолитной волоке. При этом в процессе предчистового формирования профиля в закрытых калибрах на его поверхности формуют не менее трех параллельных продольной оси профиля равновеликих валика высотой, не превышающей его среднюю ширину. Суммарную площадь поперечного сечения валиков устанавливают равной площади поперечного сечения смещаемого в последующей ступени объема металла, а площадь поперечного сечения компенсационной полости определяют из соотношения (1). Валики получают путем выдавливания металла в клиновидные компенсационные полости калибров между участками контактных поверхностей смежных роликов, прилегающими к контуру калибра, с разворотом калибров в каждой последующей ступени в плоскости, перпендикулярной оси волочения, на половину угла между соседними компенсационными полостями относительно их положения в предыдущем калибре.
Способ многоступенчатого формирования сортового профиля в закрытых калибрах реализуют следующим образом. Заготовку круглого профиля (на чертеже не показана) подают в роликовую волоку 1, где осуществляют первую ступень формирования сортового профиля 2 в закрытом калибре 3, образованном ручьями 4, 5 и 6 роликов 7, 8 и 9 соответственно роликовой волоке 1 при сопряжении смежных роликов 7 и 9 с образованием контактной поверхности 10, при сопряжении смежных роликов 7 и 8 с образованием контактной поверхности 11 и при сопряжении смежных роликов 8 и 9 с образованием контактной поверхности 12 роликовой волоки 1.
В процессе осуществления первой ступени формирования профиля 2 в волоке 1 на его поверхности формуют не менее трех параллельных продольной оси 13 равновеликих валиков 14, 15 и 16 путем выдавливания металла в клиновидную компенсационную полость 17 между участками контактной поверхности 11 смежных роликов 7 и 8 в клиновидную компенсационную полость 18 между участками контактной поверхности 12 смежных роликов 8 и 9 и в клиновидную компенсационную полость 19 между участками контактной поверхности 10 смежных роликов 7 и 9 волоки 1 (фиг. 1).
Затем формируемый профиль 2 подают в роликовую волоку 20, где осуществляют вторую ступень деформации в закрытом калибре 21, образованном ручьями 22, 23 и 24 роликов 25, 26 и 27 соответственно роликовой волоке 20 при сопряжении смежных роликов 27 и 25 с образованием контактной поверхности 28, при сопряжении смежных роликов 25 и 26 с образованием контактной поверхности 29 и при сопряжении смежных роликов 26 и 27 с образованием контактной поверхности 30.
При осуществлении второй ступени формирования профиля 2 в волоке 20 на его поверхности также формируют не менее трех параллельных продольной оси 31 равновеликих валиков 32, 33 и 34 путем выдавливания металла в клиновидную компенсационную полость 35 между участками контактной поверхности 28 смежных роликов 27 и 25, в клиновидную компенсационную полость 36 между участками контактной поверхности 29 смежных роликов 25 и 26 и в клиновидную компенсационную полость 37 между участками контактной поверхности 30 смежных роликов 26 и 27 волоки 1 (фиг. 2).
При этом соседние компенсационные полости 35, 36 и 37 калибра 21 устанавливают с разворотом вокруг оси 31 на половину угла между ними, в данном случае на угол 60°, относительно положения соседних компенсационных полостей 17, 18 и 19 в предыдущем калибре 3 (фиг. 1 и 2).
Чистовое формирование сортового профиля 2 осуществляют при чистовом проходе в монолитной волоке 38 (фиг. 3).
Пример. Проведено опытное волочение шестигранника «под ключ» 14 на лабораторном волочильном стане. Материал: технический алюминий АД1; предел прочности σв=80 МПа; предел текучести σm=30 МПа; относительная суммарная степень деформации ε=35%; относительное сужение ψ=80% (Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е.И. Семенов (пред.) и др. - М.: Машиностроение, 1986. - Т. 1 - С. 33, табл. 22).
Расчет технологических параметров процесса осуществляют в следующем порядке.
1. Принимают схему формирования профиля: двухступенчатое формирование в закрытых калибрах роликовых волок из круглой заготовки и чистовое формирование шестигранника в монолитной волоке.
2. Определяют диаметр исходной заготовки из соотношения

где F0 - площадь поперечного сечения исходной заготовки, мм2;
Fш - площадь поперечного сечения шестигранника «под ключ» 14, равная 169,74 мм2.
Из формулы (2) получают
F0=Fш/(1-ε)=169,74/(1-0,35)=261,14 мм2,
диаметр исходной заготовки D0=16,16 мм.
3. Находят суммарную вытяжку λ:

Согласно рекомендациям известного способа получения калиброванного шестигранного профиля (патент RU 2235614, МПК7 В21С 1/00) вытяжки в предчистовых калибрах роликовых волок при волочении круглой заготовки из технической меди при максимальной величине λ=1,50 составляют соответственно λ1=1,21 и λ2=1,20, что обеспечивает равномерность деформации в первых двух ступенях волочения, когда чистовое формирование профиля осуществляют в монолитной волоке.
Допуская, что степени деформационного упрочнения технической меди и алюминия примерно одинаковы, определяют вытяжку в монолитной волоке при чистовом проходе с использованием уравнения:

Откуда λ3=1,06.
4. Определяют площади поперечного сечения профиля в первой и второй ступенях деформации с использованием соотношений:

где F1 - площадь поперечного сечения профиля после первой ступени деформации, мм2;
F2 - площадь поперечного сечения профиля после второй ступени деформации, мм2.
F1=F0/λ1=261,14/1,21=215,83 мм2,
F2=F1/λ2=215,83/1,20=179,85 мм2.
5. Определяют площади поперечных сечений смещаемого объема металла в первом, втором и чистовом проходах.
Площадь поперечного сечения f1 смещаемого в первой ступени объема металла равна:

Площадь поперечного сечения f2 смещаемого во второй ступени объема металла равна:

Площадь поперечного сечения (f3) смещаемого в третьем (чистовом) проходе объема металла равна

6. Рассчитывают площади поперечных сечений компенсационных полостей клиновидной формы по формуле (1):
1) определяют площади Sв поперечных сечений валиков при волочении в трехроликовой волоке для первой и второй ступеней соответственно:
Sв1=f1/3=45,31/3=15,1 мм2;
Sв2=f2/3=35,98/3=12,0 мм2;
2) определяют площади Sn и размеры поперечных сечений компенсационных полостей для закрытых калибров роликовых волок первой и второй ступеней соответственно:
Sn1=Sв1/ξ=15,1/0,7=21,60 мм2;
Sn2=Sв2/ξ=12,0/0,7=17,14 мм2.
Как следует из формулы изобретения, высоту компенсационной полости принимают равной ширине ее основания, то есть hn=bn.
Тогда

а размеры компенсационных полостей соответственно первой и второй ступеней деформации равны:
Полученные шестигранники имели четко сформированный профиль; после каждой ступени деформации заусенцы на формируемом профиле отсутствовали. Усилие волочения в среднем уменьшилось на 12-15% по сравнению с известными способами волочения в роликовых волоках.
Таким образом, реализация предложенного способа формирования сортовых профилей в закрытых калибрах роликовых волок позволяет существенно повысить качество изделий, снизить трудоемкость их получения и уменьшить усилие волочения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОДА КОНТАКТНОГО ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2012 |
|
RU2492010C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННОГО ШЕСТИГРАННОГО ПРОФИЛЯ | 2003 |
|
RU2235614C1 |
| Способ производства профиля из бронзы | 2021 |
|
RU2769966C1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1996 |
|
RU2112615C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ДЛЯ СКОРОСТНЫХ ЖЕЛЕЗНЫХ ДОРОГ | 2019 |
|
RU2726547C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
Способ относится к обработке металлов давлением в прокатном и волочильном производстве. Способ включает многоступенчатую деформацию заготовки в ряде калибров, образованных ручьями смежных валков роликовой волоки при сопряжении их контактных поверхностей, путем формирования профиля на отдельных ступенях деформации с разворотом калибров в последующей ступени и чистовое формирование профиля в монолитной волоке. Повышение точности профилей и уменьшение усилия волочения обеспечивается за счет того, что на поверхности профиля формуют не менее трех параллельных его продольной оси равновеликих валика путем выдавливания металла в клиновидные компенсационные полости калибров между участками контактных поверхностей смежных роликов, прилегающими к контуру калибра, разворот калибров производят на половину угла между соседними компенсационными полостями относительно их положения в предыдущем калибре. Суммарная площадь поперечного сечения валиков регламентирована математической зависимостью. 3 ил., 1 пр.
Способ формирования сортового профиля в закрытых калибрах, включающий многоступенчатую деформацию заготовки в ряде калибров, образованных ручьями смежных валков роликовой волоки при сопряжении их контактных поверхностей, путем формирования профиля на отдельных ступенях деформации с разворотом калибров в последующей ступени деформации в плоскости, перпендикулярной оси волочения, и чистовое формирование профиля в монолитной волоке, отличающийся тем, что на поверхности профиля формуют не менее трех параллельных его продольной оси равновеликих валика, высота которых не превышает их среднюю ширину, посредством выдавливания металла в клиновидные компенсационные полости калибров, образованные между участками контактных поверхностей смежных роликов, прилегающими к контуру калибра, а упомянутый разворот калибров производят на угол, составляющий половину угла между соседними компенсационными полостями относительно их положения в предыдущем калибре, при этом суммарную площадь поперечного сечения валиков устанавливают равной площади поперечного сечения смещаемого на каждой ступени деформации объема металла, а площадь поперечного сечения компенсационной полости определяют из соотношения:
где Sn - площадь поперечного сечения компенсационной полости;
Sв - площадь поперечного сечения валика;
ξ=(0,7-0,8) - коэффициент заполнения металлом компенсационной полости;
Sсм - площадь поперечного сечения смещаемого на ступени деформации объема металла;
n - количество валиков на ступени деформации.
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННОГО ШЕСТИГРАННОГО ПРОФИЛЯ | 2003 |
|
RU2235614C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 1988 |
|
RU1688504C |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| JPS 5395861 A, 22.08.1978. | |||

