Изобретение относится к области технологических смазок для обработки металлов и может быть использовано в процессах холодной штамповки, волочения и прокатки черных и цветных металлов.
Известна серусодержащая смазка на основе мыла осерненных жи)рных кислот процесса пиролиза касторового масла (ОПОК) или, что более близко по составу, на основе продуктов осернения Ж1ирнокислотных отходов процесса пиролиза касторового масла 2.
Однако, осернеиные мыла могут наноситься на заготовку только из водного раствора и не прЕмееимы в качестве масляной смазки, а осерненные жирные кислоты имеют высокую вязкость и небольшую проникающую способность, что снижает эффективность .смазк1И при деформации тонкостенных изделий с высоким качеством поверхности.
Смазка, представляющая собой ооерненные Жирные ки1слоты процесса П1И1ролиза касторового масла (ОПСК), имеет ряд недостатков при деформации тонкостенных изделий малого размера в сложной конфигурации.
Термическое уплотнение, предшествующее осернению ж.ирных кислот, способствует значительному повышению вязкости получаемой смазки. Такая смазка обладает вь1соким:и экранирующими свойствами и обеспечивает, например, волочение без подсмазочаых поюрьгаий труб, продуктов и других профилей простой формы н большого диаметра.
Однако, при холодной штамповке издеЛИЙ сложной конфигурации большое значение приобретает проникающая способность смазки, которая у прототипа ограЕичена высокой -вязкостью и адгезией к поверхности металла. В .результате неравномерного распределения смазки, особенно по внутренней поверхности заготовки, значительно снижаются ее антифрикционные свойства и качество поверхности заготовки, особенно при штамповке тонкостенных деталей.
Целью изобретения является повышение антифрикционных свойств смазки и качества поверхности готовых изделий.
Поставленная цель достигается тем, что смазка на основе осерненных жирных кислот лроцесса лиролиза касторового масла (ОПОК) дополнительно содержит циклогексанол и 1-;метил-, 2-мет1Ил-, З-метил-, 4-метилциклогексанолы при следующем соотношении компонентов, вес. %:
Циклогексанол1,0-30,0
1- Метилциклогексанол0,72-14,4
2-Метилциклогекса«олО/ОЗ-0,6
З-Метилциклогексанол0,il2i-:2,4
4-Метилц.нклогексанол0,13-2,6
Осерненные жирные
кислоты процесса
лиролиза касторового
маслаОстальное
Циклогексанол легко смешивается с осерненным.и жирными кислотами (ОПС-К) в любых соотношениях, что позволяет в широких пределах регулировать вязкость и проникаюшую способность смазки, оптимальная дозировка которой обеспечивает высокое качество поверхности изделий.
Наличие продуктов «зостроения с метильными группами позволяет в значительной степени компенсировать изменение антифрикционных и экранирующих свойств композиции при разбавлении осерненных ж.ирных кислот (ОПОК) циклогеканоло.м и изомерными метилциклогексанолами, способствует 1получен1ию изделий с высоким качеством поверхности.
Предлагаемая смазка (ОМЦ) приготавливается простым смешением компонентов при температуре 40-60° С.
Соотношение .и концентрация компонентов iB смазке может меняться в зависимости от условий процесса деформации и требований к готовым изделиям.
При.мер 1. Оостав .смазки, вес. %: Циклолексанол1,0
1-Метилциклогексаяол0,72
2-Метилциклогексанол0,03
3-Метилциклогексанол0,12
4-|Метилциклогексанол0,13
Осерненные ж.ирные кислоты процесса пиролиза касторового маслаДо 100
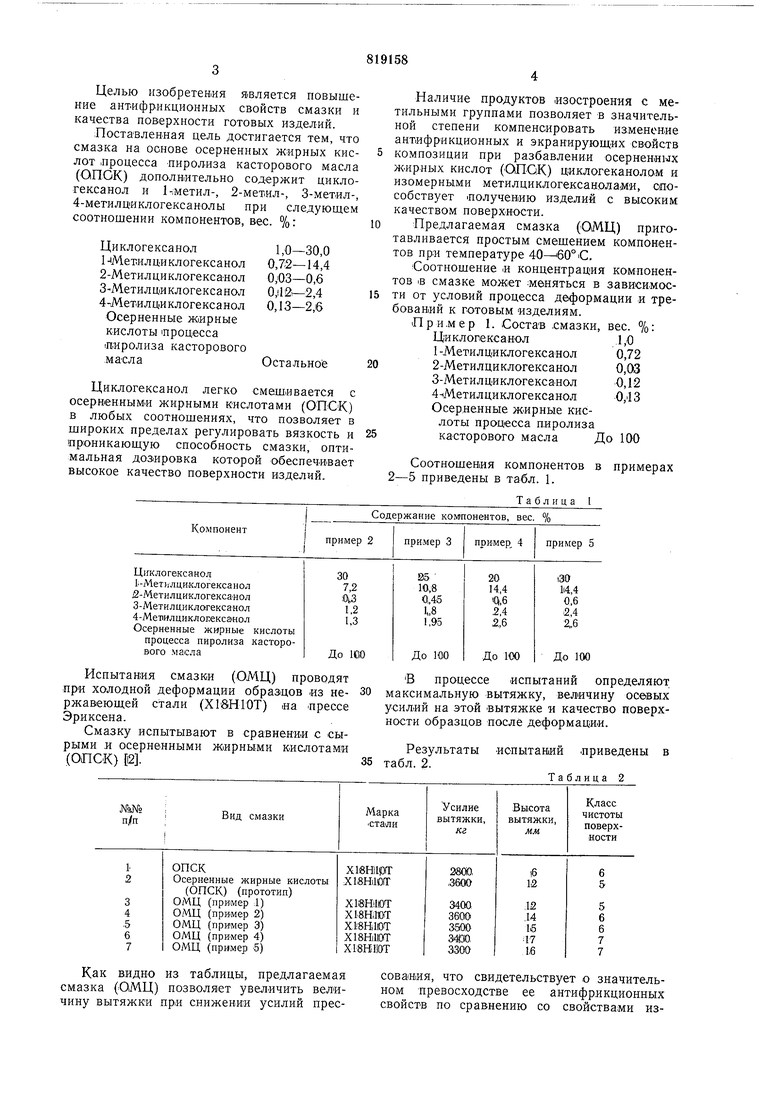
Соотношения компонентов в примерах 2-5 приведены в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1979 |
|
SU899637A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU722943A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2477307C2 |
| 1;^П15ЛИОТГКА | 1973 |
|
SU366217A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU644815A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ | 2005 |
|
RU2278894C1 |
| Способ получения смазки для холодной обработки металлов давлением | 1979 |
|
SU857249A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1981 |
|
SU968060A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ОБРАБОТКИМЕТАЛЛОВ | 1971 |
|
SU306164A1 |
Испытания смазкги (ОМЦ) проводят при холодной деформации образцов из нержавеющей стали (Х1вНГОТ) «а -прессе Эриксена.
Смазку испытывают в сравнении с сырыми и осерненными жирными кислотами (ОПОК) 12.
Как видно из таблицы, предлагаемая смазка (ОМЦ) позволяет увеличить величину вытяжки при снижении усилий пресВ процессе испытаний определяют максимальную вытяжку, величину осевых усилий на этой вытяжке и качество поверхности образцов после деформации.
Результаты испытаний .приведены в
табл. 2.
Таблица 2
сования, что свидетельствует о значительном превосходстве ее антифрикционных свойств по сравнению со свойствами известных смазок, в том числе и смазки, принятой в качестве прототипа. При достаточной степени разбавления смазочной основы и высоком содержайии в смазке изом1ерных циклогексанолов (примеры 4, б) обеспечивается более высокий класс чистоты поверхности. Смазка может быть .использована при холодной штамловке нержавеющих сталей без применения подсмазочных покрытий.
Использование предлагаемой смазки (ОМЦ) по сравнению с существующими обеспечивает следующие преимущества;
Позволяет повысить антифрикционные свойства смазки;
позволяет улучщ.ить качество поверхности готовых изделий;
позволяет осуществлять холодную штамповку нержавеющих и труднодеформируемых сталей и сплавов без .применения подсмазочных покрытий.
Формула изобретения
Смазка для холодной штам.повки металлов «а основе осерненных ж.ирных кислот
процесса пиролиза касторового масла, отличающаяся тем, что, с целью новыщеНйя антифрикционных свойств смазки и качества обрабатываемой поверхности, смазка дополнительно содержит циклогексанол и 1-метил-, 2-;метил-, 3-метил-, 4-метилциклогексанолы, при следующем соотношении компонентов, вес. %:
Циклогексанол1,0-30,0
1 Метилциклогексанол 0,7i2-14,4 2-Метилциклогексанол 0,03-0,6 3-Метилциклогексанол ОДЙ--2,4 4-Метилц«клогексанол 0,13-2,6 .Осерненные жирные кислоты процесса иироЛиза касторового маслаОстальное
.Источники информации,
принятые во внимание при экспертизе:
.1. Авторское свидетельство № 306164, кл. С ЮМ 7/20, 1971.
