Изобретение каса-ется технологических смазок для обработки металлов давлением.
Известно применение в качестве смазки дляХОЛОДНОЙ обработки металлов жирнокислотных отходов про-цесса пиролиза касторового масла.
Однако сырые жирные кислоты процесса пиролиза касторового масла (ОПСК) могут успешно применяться в качестве смазки для прокатки и волочения изделий только из цветных металлов. При деформации профилей из черных металлов смазку ОПСК применяют в сочетании с медным покрытием и твердым наполнителем. Кроме того, сырые жирные кислоты процесса пиролиза касторового масла (ОПСК) содержат до 10% воды, что практически исключает их применение в качестве смазки в процессах теплой деформации металлов.
В предложенной смаз;ке применяют продукты осернения термически уплотненных жирнокис чотных отходов процесса пиролиза касторового масла. Процесс осернения проводят при 200-250° С. При нагревании жирных кислот (ОПСК) при этих температурам происходит и обезвоживание их и одновременно термическое уплотнение. Практически проводят осернение сырых жирных кислот процесса пиролиза касторового масла (совмещают процессы обезвоживания и осернения
в одном реакторе). При; осернении жирных кислот (ОПСК) получают смазку длясверхтяжелых режимов деформаций профилей .из черных металлов,-а та;кже из трудноформи-., руемых сплавов (теплая деформация).
Высокая вязкость и адгезия предложенной смазки к поверхности металла, получаемые за счет введения серы, позволяют в ряде случаев обеспечивать устойчивый процесс прокатки и волочения труб и других профилей без применения технологических покрытий и твердых наполнителей с весьма высокими вытяжками за проход.
При холодной прокатке смазку задают в трубу непосредственно на стане. При подготовке труб к волочению смазку, предварительно разогретую до 80-100° С, наносят на заготовку окунанием.
Предложенная смазка обладает высокой термостойкостью и может быть применена для теплой прокатки труб и других профилей изделий в интервале температур 100-300° С. Смазка эффективна также при теплом волочении труб и других профилей в том интервале температур, где может одновременно служить и нагревательной средой.
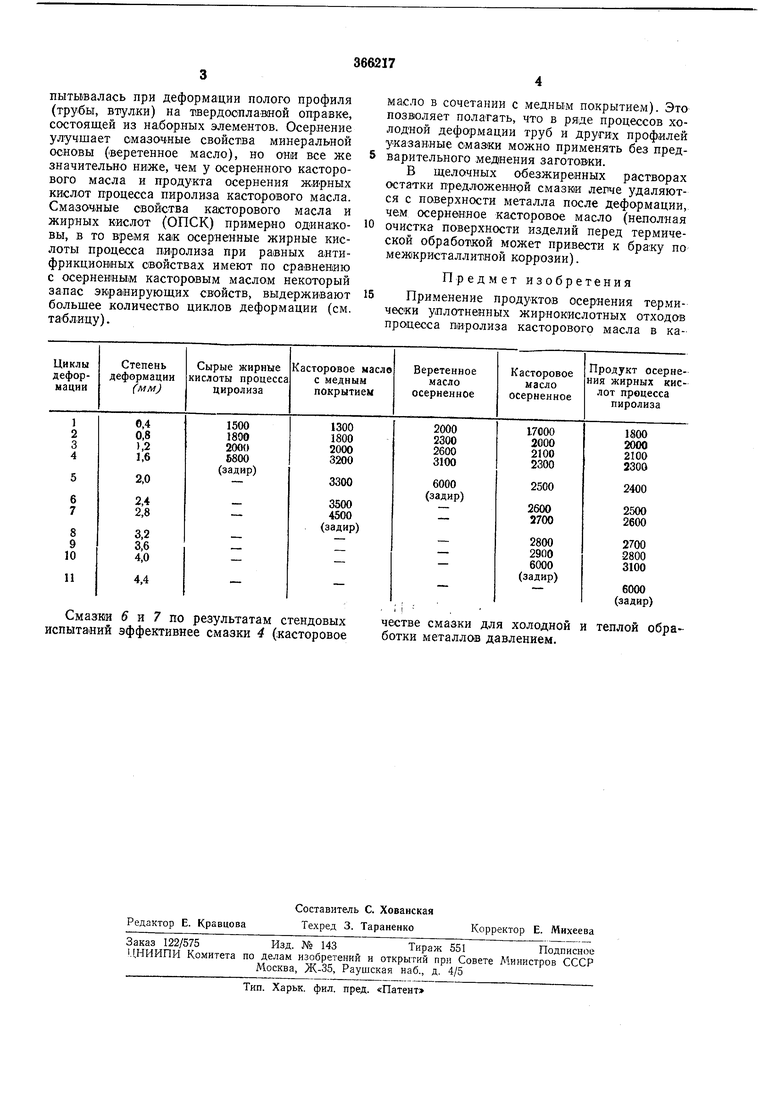
В таблице приведены результаты сравнительных испытаний смазок, подтверждающие эффективность предлагаемого продукта по сравнению с касторовым маслом. Смазка испытывалась при деформации полого профиля (трубы, втулки) на пвердооплавной оправке, состоящей из наборных элементов. Осернение улучшает смазочные свойства минеральной основы (веретенное масло), но они все же значительно ниже, чем у осерненного касторового масла и продукта осернения жирных кислот процесса пиролиза касторового масла. Смазочные овойства касторового масла и жирных кислот (ОПСК) примерно одинаковы, в то время как осерненные жирные кислоты процесса пиролиза при равных антифрикционных свойствах имеют по сравневию с осерненным касторовым маслом некоторый запас экранирующих свойств, выдерживают больщее количество циклов деформации (см. таблицу).
масло в сочетании с медным покрытием). Это позволяет полагать, что в ряде процессов холодной деформации труб и других профилей указанные смаэки можно применять без предварительного меднения заготовки.
В щелочных обезжиренных растворах остатки предложенной смазюи легче удаляются с поверхности металла после деформации, чем осерненное касторовое масло (неполная очистка поверхности изделий перед термической обрабошой может привести к браку по меж1кристаллитной коррозии).
Предмет изобретения
Применение продуктов осернения термически уплотненных жирнокислотных отходов процесса пиролиза касторового масла в ка
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ОБРАБОТКИМЕТАЛЛОВ | 1971 |
|
SU306164A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1981 |
|
SU968060A1 |
| Смазка для холодной штамповкиМЕТАллОВ | 1979 |
|
SU819158A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ | 2005 |
|
RU2278894C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1971 |
|
SU314786A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU722943A1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU496298A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1988 |
|
SU1595892A1 |
| Смазка для холодной обработки металлов давлением | 1988 |
|
SU1567612A1 |
Смазки 5 и 7 по результатам стендовых испытаний эффективнее смазки 4 (касторовое
честве смазки для холодной и теплой обработки металлов давлением.
