15
0,15-0,05 диаметра выходного
100 - 300 отверстия.
Минимальное отношение длины канала ,150 ,.,
блока к диаметру канала равно -- 10,
15
так как при меньшем отношении канал пропускает шлак. Увеличение отношения длины канала к его диаметру более 15 нецелесообразно вследствие увеличения габаритов блока, толш,ины кладки конвертора и трудностей при эксплуатации летки.
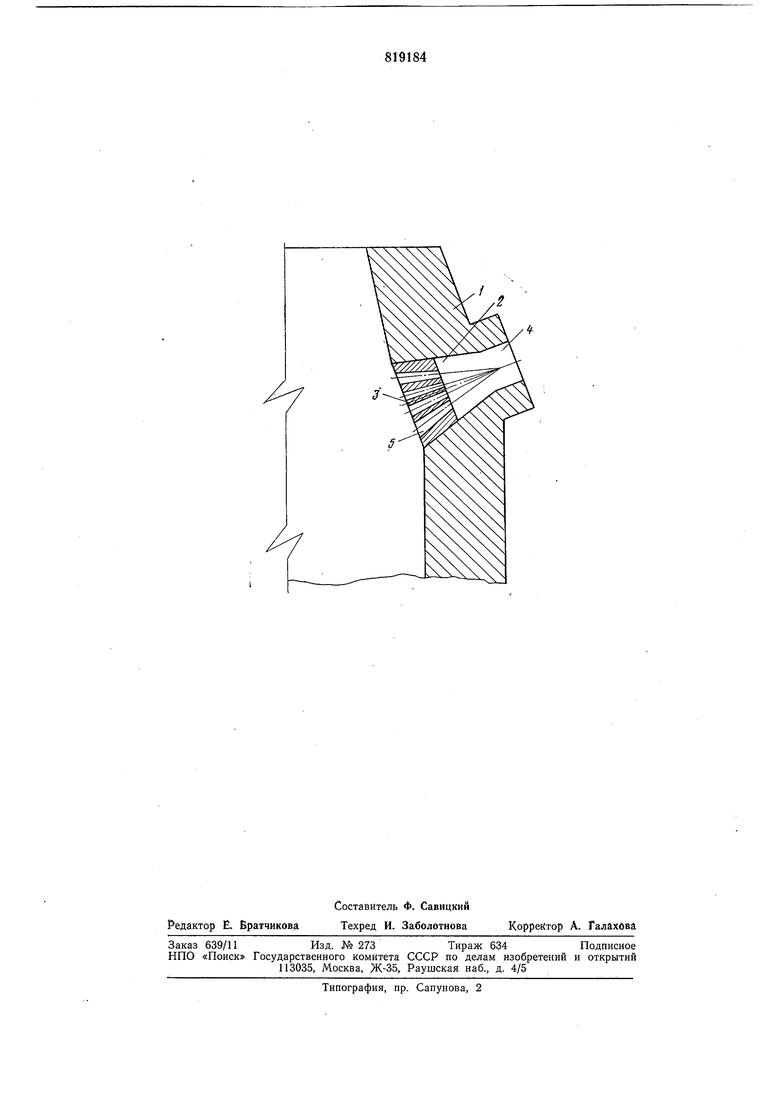
Оси каналов блока пересекаются в общей точке в полости выпускной летки с целью более быстрого формирования одной сплошной струи металла.
Суммарная плош,адь поперечного сечения каналов блока равна плошади выходного отверстия летки, что обеспечивает стабильность и неразрывность потока.
На чертеже показан сталеплавильный агрегат, продольный разрез.
В огнеупорной кладке 1 конвертора выполнен конусообразный канал 2, снабженный блоком 3. Меньшее основание блока обращено в сторону выходного отверстия летки 4. Оси сквозных каналов 5 блока пересекаются в общей точке внутри полости летки.
Устройство работает следующим образом.
Во время продувки металла в летку 4 подают воздух, предохраняющий каналы 5 блока от забивания продуктами плавки и поступающий в полость конвертора на дожигание окиси углерода. После окончания продувки металл выпускают через каналы блока.
Оставшийся после выпуска металла шлак в конверторе сливают через горловину. После выпуска плавки каналы блока при необходимости продувают воздухом или кислородом.
При выходе блока из строя он может быть легко заменен перед очередной заливкой чугуна в конвертор.
Конструкция проста в техническом исполнении и связана с небольшими материальными затратами.
Применение ее наиболее перспективно в крупных кислородно-конверторных цехах, оснащенных машинами непрерывного литья заготовок.
Проведенные исследования показывают, что в среднем 40% вводимого в сталь алюминия окисляется попадающим в сталеразливочный ковш шлаком. При среднем расходе алюминия 1 кг/т стали эти потери составляют 0,4 кг/т. Применение предлагаемой колструкции позволит устранить этот недостаток.
Формула изобретения
1.Сталеплавильный агрегат, содержащий выпускную летку, в полости которой установлен огнеупорный блок со сквозными каналами, расположенными под углом к оси летки, отличающийся тем, что, с целью повышения качества стали и уменьшения угара раскислителей за счет более
полного отделения шлака от металла, каждый канал выполнен с диаметром, равным 0,05-0,15 внутреннего диаметра летки и с отношением длины канала к его диаметру, равным 10-15, при этом оси всех каналов
пересекаются в общей точке, лежащей в полости летки, а выходное сечение летки равно суммарной площади поперечного сечения каналов блока.
2.Агрегат по п. 1, отличающийся тем, что огнеупорный блок выполнен в виде
усеченного конуса, большее основание которого обращено внутрь агрегата.
3.Агрегат по пп. 1 и 2, отличающийс я тем, что огнеупорный блок выполнен
из углеродсодержащего материала.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 488866, кл. С 21С 5/42, 1974. 2. Авторское свидетельство СССР № 287682, кл. С 21С 5/42, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сталеплавильный агрегат | 1979 |
|
SU901285A1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Способ ввода реагентов в жидкий металл | 1976 |
|
SU668950A1 |
| СТОПОР ДЛЯ ОТСЕЧКИ ПЕРВИЧНОГО КОНВЕРТЕРНОГО ШЛАКА, АППЛИКАТОР ДЛЯ ПОСАДКИ СТОПОРА В ЛЕТКУ КОНВЕРТЕРА, СИСТЕМА ОТСЕЧКИ ПЕРВИЧНОГО КОНВЕРТЕРНОГО ШЛАКА, СПОСОБ ОТСЕЧКИ ПЕРВИЧНОГО КОНВЕРТЕРНОГО ШЛАКА | 2009 |
|
RU2415950C1 |
| Система подачи дисперсного материала в сталь-ковш при выпуске расплавленного металла из конвертера | 2024 |
|
RU2832806C1 |
| ЧУГУННАЯ ЛЕТКА ДОМЕННОЙ ПЕЧИ И БУР ДЛЯ ЕЕ ВСКРЫТИЯ | 2000 |
|
RU2186120C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ИСПОЛЬЗОВАНИЕМ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ | 2014 |
|
RU2561628C1 |
| Способ горячего восстановления рабочего слоя футеровки выпускного отверстия конвертера | 1990 |
|
SU1786095A1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ ИЗ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2559389C1 |