(54) СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сталеплавильный агрегат | 1978 |
|
SU819184A1 |
| Способ ввода реагентов в жидкий металл | 1976 |
|
SU668950A1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ ИЗ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2559389C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ИСПОЛЬЗОВАНИЕМ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ | 2014 |
|
RU2561628C1 |
| Способ выпуска стали из конвертера и устройство для его осуществления | 1982 |
|
SU1118690A1 |
| Система подачи дисперсного материала в сталь-ковш при выпуске расплавленного металла из конвертера | 2024 |
|
RU2832806C1 |
| Электродуговая сталеплавильная печь | 1986 |
|
SU1317257A1 |
| УСТРОЙСТВО ГАЗОСТРУЙНОЙ ОТСЕЧКИ ШЛАКА ПРИ ВЫПУСКЕ МЕТАЛЛА ИЗ ДУГОВОЙ ПЕЧИ | 2014 |
|
RU2561633C1 |
| Способ выплавки средне-и высокоуглеродистых низколегированных сталей | 1982 |
|
SU1068493A1 |
| Способ газодинамического отделения шлака от жидкого металла | 1989 |
|
SU1786096A1 |
Иэобрегение относигся к черной метал лургии, в часгносги к консгрукгивным особенноеrsiM выпускной летки конвертера Известен конвертер для передела леги рованных чугунов, содержащий выпускную летку, выполненную в виде блока с каналами, которые расположены параллельно друг другу и под углом до 90 с обшей точкой пересечения во внутреннем объеме агрегата Til. Известное техническое решение не предусматривает определенные конструктивные соотношения основных элементов блока, а также летки в целом и, вследср вне этого, только частично способствует удерживанию шлака в агрегате. Выполнение всей легки в виде блока с каналами и параллельное или под углом от О до 90 расположение этих каналов в блоке с обшей точкой пересечения во внутреннем объеме агрегата приводит к выпуску металла отдельными струями с сильно разви той поверхностью, что увеличивает интенсивность охлаждения и окисления металла окружаюшей атмосферой. Наиболее близким по технической суш- ности и достигаемому результату к предлагаемому является сталеплавильный агрегат, содержащий выпускную летку, в полости которой установлен огнеупорный блок со сквозными каналами, расположенными под углом к оси летки, каждый из которых выполнен с диаметром, равных 0,05-0,15 внутреннего диаметра летки, и с отношениа .длины-Канала к его диаметру, равным 10-15 , при этом оси всех каналов пересекаются в общей точке, лежащей в полости летки, а выходное сечение легки равно суммарной площади по перечного сечения каналов блока 2. Конструктивное выполнение вьшускной летки известного сталеплавильного агрегата обеспечивает повышение качества стали и уменьшение угара раскислителей за счет более полного отделения шлака от металла в процессе вьшуска плавки. Однако вьшуск металла через одну легку приводит к увеличению продолжигельности выпуска плавки, результатом чего является уменьшение производительности агрегата, а также повышение угара элементов-раскислителей. Известный сталеплавильный агрегат не обеспечивает, во зможность ввода различных добавок, например десульфурирующих смесей, легкоокисляющихся элементов, внутрь струи металла в процессе его вьшуска, результатом чего является снижение качества стали и увеличение степени угара рас кисяителей за счет неравномерного рас пределения элементов в объеме металла воздействия на него окружающей окислительной средь. Цель изобретения - увеличение производительности агрегата, снижение угара раскис ли тел ей и повышение качества стали за счет уменьшения продолжительности выпуска плавки и ввода реагентов внутрь струи металла , в процессе его выпуска. Поставленная цель, достигается тем, что в сталеплавильном агрегате, содержащем выпускную летку, снабженную огнеупорным блоком со сквозными каналам оси которых расположены под углом к . к оси летки и пересекаются с ней в общей точке, лежашей в полости летки, а диаметр каждого из каналов составляет 0,05-0,15 внутреннего диаметра летки при отношении длины канала к его диаметру, равном Ю-15, и выходном сечении летки, равном суммарной площади по перечного сечения каналов блока, симметрично первой выпускной летке, смешенной относительно оси агрегата, в его кладке размешена вторая вьшускная летка, а в центральной части блока каждой из леток выполнен сквозной вертикаль- ный канал, соединенный полым огнеупорным стержнем со стороны рабочего пространства агрегата с системой подачи реагентов, причем кладка агрегата между выПускныМи летками по всей высоте его рабочего пространства выложена с уклоном в сторону выпускных леток. Наличие в кладке агрегата двух выпускных леток обеспечивает уменьшение продолжительности выпуска плавки в 2 раза, т.е. с 3-15 мин до 1,5-7,5 мин срответственно для конвертеров емкостью 10 и 250 г. Таким образом, вьшуск металла через две летки при продолжительности цикла плавки 30-65 мин применительно к условиям продувки сверху мар- теновского и высокофосфористого чугунов обеспечивает увеличение производительности агрегата на () . 100 5-И,7% Кроме этого, уменьшение продолжительности выпуска плавки в ,2 раза приводит к снижению угара раскислителей, например марганца, с 50 до 43%, т.е. на 14 относ .%. Расстояние между осями вьшускных леток, смещенных относительно вертикальной оси конвертера, определяется наружным диаметром сталеразливочных ковшей, устанавливаемых под выпускные летки, Расположение сквозных каналов блока под углом к оси летки с пересечением осей этих каналов в общей точке, лежащей в полости летки, обеспечивает формирование конусообразной струи с полостью, находящейся между вершиной и основанием конуса. Наличие этой полости создает предпосылки для эффективной обработки металла в процессе его вьшуска путем ввода реагентов внутрь струи ме талла. Для этого в центральной части блока каждой из леток выполнен сквозной вертикальный канал, соединенный полым огнеупорным стержнем со стороны рабочего пространства агрегата с системой подачи реагентов. Смещенное относительно вертикальной оси агрегата расположение выпускных леток определяет местоположение полых огнеупорных стержней, которые проходят через рабочее пространство агрегата вблизи его огнеупорной кладки, т.е. вне зоны заливки чугуна и загрузки твердых материалов. Расположение полых огнеупорных стержней в рабочем пространстве агрегата с температурой около 17ОО°С обеспечивает также возможность ввода внутрь струи металла при его выпуске жидких раскислителей (например, алюминия), предварительно загруженных в полость, стержня перед началом продувки в виде кусковых материалов. УКЛОН кладки агрегата в сторону выпускных леток обеспечивает выпуск из него всего металла. Совокупность отличительных признаков предлагаемого сталеплавильного агрегата обусловливает его высокопроизводительную работу, снижение угара раскислителей и повышение качества выплавляемой стали.
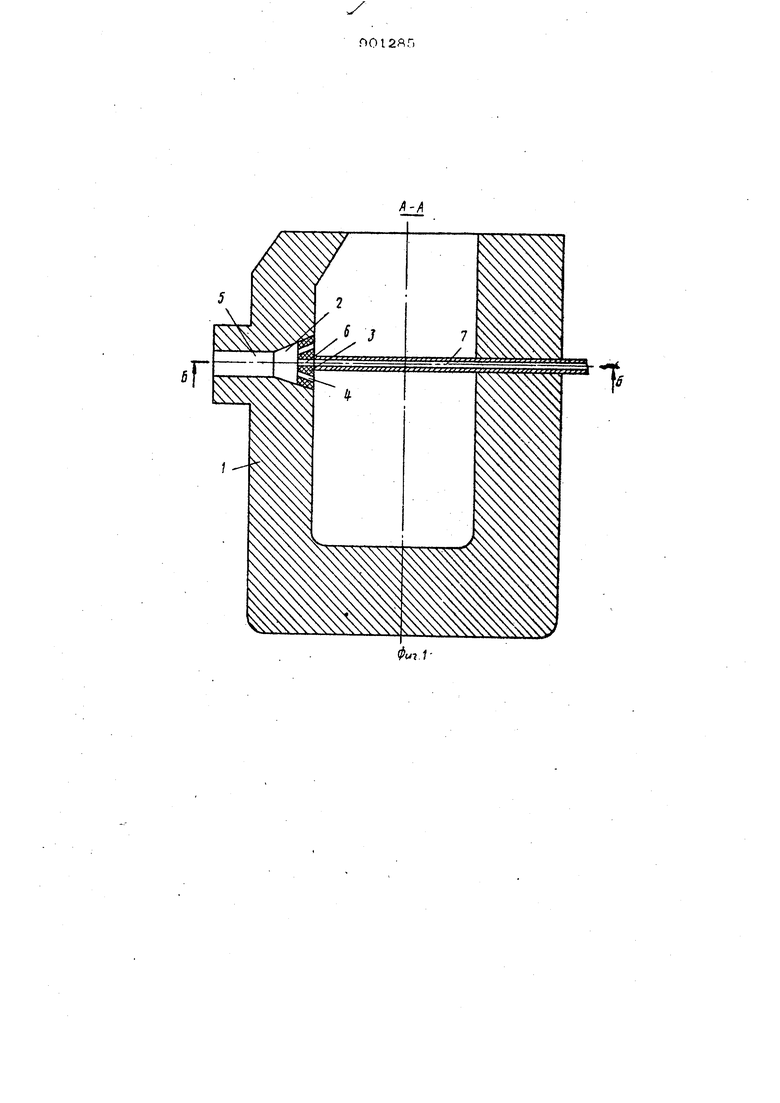
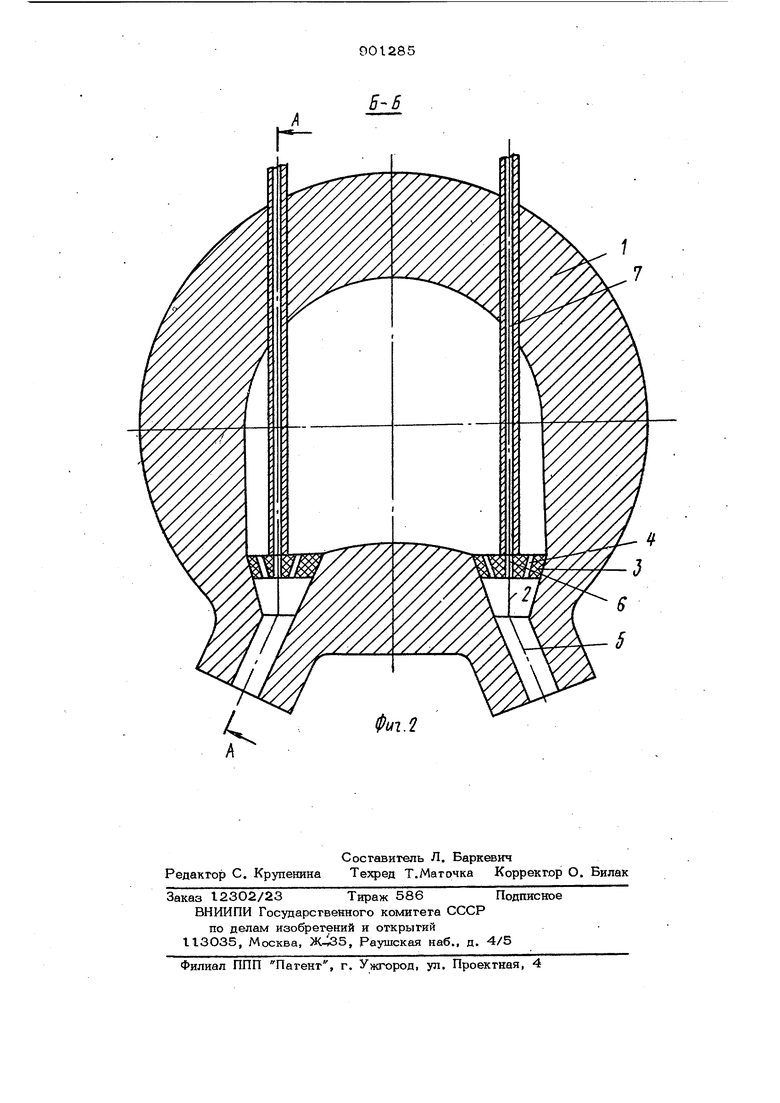
На фиг. I изображен сталеплавильный агрегат, продольный разрез по оси одной из выпускных леток (разрез А-А на фиг, 2); на фиг. 2-го же, поперечный разрез { разрез Б-Б на фиг. I;.
Сталеплавильный агрегат содержит ог неупорную кладку I, конусообразные каналы 2, снабженные блоками 3 со сквоэными каналами 4, оси которых пересекаются в обшей точке внутри полости выпу скных легок S, сквозные вертикальные каналы 6 в центральной части блоков 3, полые огнеупорные стержни 7, соединяющие каналы 6 с системой подачи реагентов.
Сталеплавильный агрегат работает слдующим образом..
Во время продувки металла в летки 5 подают воздух или кислород, что предоxpaHsieT каналы 4 блоков 3 от забивания продуктами плавки и обеспечивает при этом дожигание окиси углерода в рабочем пространстве конвертера..
Одновременно с началом выпуска металла через полые огнеупорные стержни 7 в сквозные верг}ш:альные каналы 6 блоков 3 вводят смесь карбида кальция и алюминиевого порошка в количестве 5 кг/т при соотношении реагента 4:1. Реагенты под собственным весом поступают внутрь струи металла, раскисляя и десульфируя его. Ввод реагентов прекращают после окончания вьшуска металла из конвертера. Оставшийся после выпуска металла шлак сливают через горловину конвертера. После вьшуска плавки каналы блоков, при необходимости, продувают воздухом или кислородом. При выходе блоков из строя они могут быть легко заменены перед очередной залив- кой чугуна Б конвертер.
Предлагаемая конструкция сталеплавильного агрегата проста в техническом исполнении и не связана с большими материальными затратами. Наличие двух выпускных леток обеспечивает возможность получения из одной плавки двух различных марок стали.
Применение предлагаемого изобретени наиболее перспективно в крупных кислородно-конверторных цехах, оснащенных
машинами непрерывного литья з агртовок, в частности при отливке биметаллических заготовок, для чего требуется два сталеразливочных ковша с различным химическим составом металла.
Ожидаемый экономический эффект при объеме производства 5ОО тыс. т. низколегированной стали 17ГС составляет 86О тыс.руб. в год.
Формула изобретения
Сталеплавильный агрегат, содержащий выпускную летку, перекрытую огнеупорны блоком со сквозными каналами, оси которых расположены под углом к оси летки и пересекаются с ее осью в общей точке, лежащей в полости летки, а диаметр каждого из каналов составляет 0,05-0,15 внутреннего : диаметра летки при отношении длины канала к его диаметру, равном 10-15, и выходном сечении летки, равном суммарной площади поперечного сечения каналов блока, отличающийся тем, что, с целью увеличения производительности агрегата, снижения угара раскислителей и повышения качества стали за счет уменьшения продолжительности выпуска плавки и ввода реаген.тов внутрь струи металла в процессе его выпуска, симметрично первой выпускной летке, смещенной относительно оси агрегата, вьтолнена вторая выпускная летка, а в центральной части блока каждой из леток - скво;зной вертикальный канал, при этом летки снабжены полыми огнеупорными стержнями, установленными со стороны рабочего пространства агрегата и соеедшяющими вертикальные каналы с системой подачи реагентов, причем кладка агрегата между выпускными летками по всей высоте его рабочего пространства выложена с уклоном в сторону вьшускных леток.
Источники информации, принятые во внимание при экспертизе
П012ЯГ)
