(54) УСТРОЙСТВО ДЛЯ СМАЗКИ ПОЛОСОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ ПОЛОСЫ НА РЕБРО | 1998 |
|
RU2135311C1 |
| Моталка горячей полосы | 1980 |
|
SU927363A1 |
| Моталка для намотки полос в рулон | 1980 |
|
SU933161A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Способ обвязки рулонов на барабанеМОТАлКи и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU831666A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2483819C2 |
| Автоматическая линия резки рулонного материала | 1985 |
|
SU1360921A1 |
-. Изобретение относится к прокатному производству, и может быть использовано при нанесении консервирующей жидкости смазки на кромки полосы из цветных металлов в процессе намотки ее. 9 рулон. . -
Известно устройство для нанесения на.металлическую ленту смазки,, поступающей из резервуара через пористый элемент, которое снабжено дополнительным за.-.рытым резервуаррм, связанным с ocHOBHfciM резервуаром системой, регулиру(01Дей давление смаз-ки., поступающей в дополнительный резервуар f| .
Данное устройство повышает производительность, нанесения технологической смазки на движ5 уюся ленту, однако оно является неэкономичным в тех случаях, когда необкодимр . наносить-консервирующую смазку не на всю поверхность ленты, а только на ее кротки и прилегающие к ней , края проката с целью защиты торцов рулона от атмосферной коррозии. Кроме того, это техническое решет ние рассчитано на одни типоразмеры прокатываемой ленты, чем сужаютсй . .его технологические возможности.
Известно устройство для смазки полосового проката при его намотке в рулон, содержащее два шарнирно установленных на станине моталки рычага, соединенные поперечной :тяжкой, ПОРИСТЫЙ элемент и источник подачи смазочной жидкости f2Q..
Однако пористый элемент выполнен в виде установленного на попе0речной стяжкр валика, контактирующего с прокатом по всей ширине, а смазочная жидкость подается по шлангам из резервуара на поверхность проката и валик через -систему фор5сунок, что также не может обеспечить нанесения смазки только в зоне кромок полосы. Это обстоятельство, а также распыление смазки через форсунки ведет к неоправданным поте0рям смазочной жидкости и делает устройство неэкономичный. Устройство ненадежно в работе, так как при возможном боковом сдвиге полосы, что случается при возникновении реэко5толщинности ее по ширине, часть валика выходит из контакта d прокатом, и одна из боковых сторон последнего может оказаться не смазанной. Дополнительным недостатком устройстQ. ва явлйется относительная сложность
его конструкции и повышенная энергоемкость за счет использования пневмопривода длякаждого рычага.
Цель изобретения - увеличение экономичности устройства при нанесении смазки на кромки и прилегающие к ним края проката, повышение надежности, расширение технологических возможностей и упрощение конструкции
Поставленная цель достигается тем что в устройстве шарниры рычагов выполнены сферическими, стяжка шарнирно связана с концами оычагов, а каждый из оычагов снабжен боковым упоро для взаимодействуя с содтвефствующей кромкой проката, что стяжка выполнена телескопической и регулируемой по длине, а сферические шарниры рычагов установлены на каретках, смонтирован1ЫХ нп -оси станины с возможностью поступательного перемещения вдоль нее, что рычаги выполнены полыми, а пористый элемент - в виде двух помазков, жестко установленных в отверстиях свободных концов рычагов и связанных с-размещенными в полостях последних ишангами для подачи смазочной жидкости.
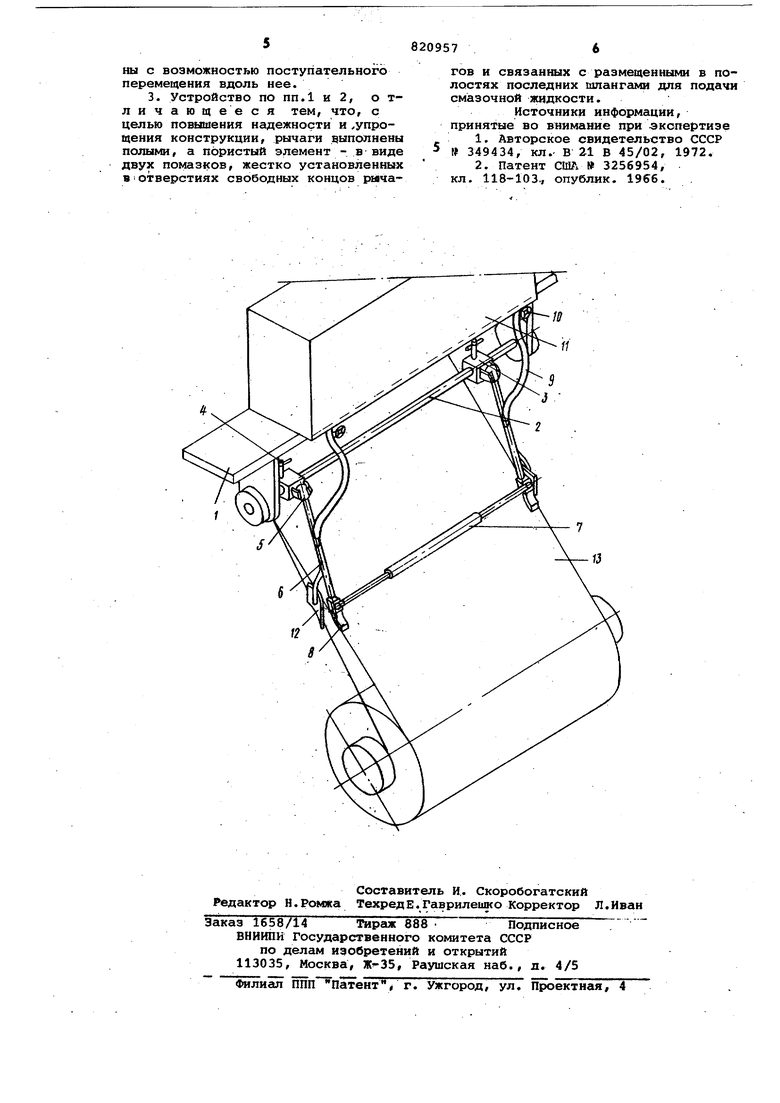
На чертеже представлено устройство, общий вид. .
На кронштейнах станины 1 мот.алки прокатного стана жестко смонтирована цилиндрическая ось 2, на которую посажены две каретки 3, :укрепленные в фиксированном положении винтовыми зажимами 4. На каждой из кареток, с помощью сферического шарнира 5, укреплен своим концом один из двух полых трубчаты рычагов 6, другие концы которых шарнирно связаны с телескопической .стяжкой 7. В отверстия свободных концов рычагов 6 жестко укрепленывыполненные из эластичного пористого материала, например из йойлока, помазки 8, связанные с размещенными в полостях рычагов шлангами 9, которые через вентили 10 сообщаются с резервуарами 11 смазочной жидкости, установленными на станине 1. Каждыйрычаг б снабжен боковым упором 12 с выпуклой контактной поверхностью, опирающимся на соответствующую кромку сматываемой в рулон полосы 13.
Устройство работает следующим образом.
Перед заправкой конца полосы в барабан моталки ослабляет зажимные винты 4 и, перемещая каретки 3 по 5СИ 2, настраивают их на ширину данной полосы, одновременно настраивая на ту же ширину и расстояние между помазками 8, чтр достигается зращением регулировочной гильзы ,телескопической стяжки 7. В налажён иом положении боковые упоры 12 должны слегка касаться кромок полосы 13, а помазки 8 .- свободно лежать на краях последней. Затем каретки 3
снова фиксируют на оси 2 в намеченном положении, зажимая их в нтами 4, и открывают вентили 10 шлангов 9, в результате чего смазочная жидкость из резервуара 11 поступает к помазкам 8, пропитывает.последние и наносится ровным слоем на кромки и прилегающие к ним узкие ленточные участки движущейся полосы 13, которая наматывается на барабан мо-талки. В .процессе намотки помазки .8 постоянно прижимаются к поверхности полосы под воздействием собственного веса рычажной системы со стяжкой, а упоры 12 свободно скользят по кромкам полосы. Если во время намотки произойдет некоторое боковое смещение полосы, то вместе с ней переместятся и уПоры 12, охватывающие ее с двух сторон, а жестко связанные с ними рычаги б в результате этого поворачиваются в сферических шарнирах 5 и в шарнирных соединениях со стяжкой 7 на угол требуемый для сохранения положения помазков 8 на .краях полосы 13.
По мере увеличения диаме.тра рулона на барабане моталки наматываемая полоса воздействует через помазки 8 на рычажную систему, поворачивая рыч.аги б в шаровых шарнирах 5 в вертикальной плоскости. Смазочная жидкость непрерывно поступает из резервуара 11 к помазкам 9 и через иих наносится на кромки и края полосы до окончания намотки рулона, после чего закрывают вентили шлангов 9 и отводят рычажную систему в нерабочее положение.
Цикл может быть повторен в описанной последовательности.
Формула изобретения
U
Источники информации, принятые во внимание при -экспертизе 1. Авторское свидетельство СССР № 349434, кл. В 21 В 45/02, 1972.
