(21) 4627949/27-02 ,(22) 28.12.88 (46) 23,10.90. Вюл. № 39
(71)Старо-Краматорский машиностроительный завод им. Орджоникидзе
(72)А.Г.Донченко, А.В.Володин, В.М.Мосин, Ю.С.Котелевец, Г.Р.Хейфец и М.Г.Иоффе
(53)621.771.23 (088.8)
(56)Авторское свидетельство СССР № 1066680, кл. В 21 В 1/18, 1984.
Авторское сгидетельство СССР № 619225, кл. В 21 В 1/00, 1978.
Заявка ФРГ № 2324667, кл. В 21 В 39/02, 1973.
(54)ПРОКАТНЫЙ СТАН
(57)Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано для одновременной прокатки нескольких полос с притупленными или фасонными кромками. Цель изобретения - повьше- ние производительности стана и улучшение качества проката путем одновременной прокатки нескольких полос и деформации боковых кромок. Несколько рулонов устанавливаются на барабан разматывателя, концы свернутых в них полос подаются к первым по ходу транспортирования тянущим роликам нижнего уровня, которыми одна из полос, например расположенная по линии стана, направляется в устройство 16 для обработки боковых кромок и на верхний уровень, а остальные продолжают транспортироваться по нижнему уровню. Следующие тянущие ролики нижнего уровня через устройство 17 направляют на верхний уровень, например, две другие полосы и т.д. Перед рабочими валками рабочей клети все полосы выводятся через средства обжатия кромок на верхний уровень и задаются в рабочие валки. Таким образом, стан готов к прокатке. Это позволяет повысить загрузку оборудования и качество проката. 4 ил.
с S
(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ холодной прокатки полос в рулонах и прокатный стан для его осуществления | 1977 |
|
SU788513A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано для одновременной прокатки нескольких полос с притупленными или фасонными кромками. Цель изобретения - повышение производительности стана и улучшение качества проката путем одновременной прокатки нескольких полос и деформации боковых кромок. Несколько рулонов устанавливаются на барабан разматывателя, концы свернутых в них полос подаются к первым по ходу транспортирования тянущим роликам нижнего уровня, которыми одна из полос, например расположенная по линии стана, направляется в устройство 16 для обработки боковых кромок и на верхний уровень, а остальные продолжают транспортироваться по нижнему уровню. Следующие тянущие ролики нижнего уровня через устройство 17 направляют на верхний уровень, например, две другие полосы и т.д. Перед рабочими валками рабочей клети все полосы выводятся через средства обжатия кромок на верхний уровень и задаются в рабочие валки. Таким образом, стан готов к прокатке. Это позволяет повысить загрузку оборудования и качество проката. 4 ил.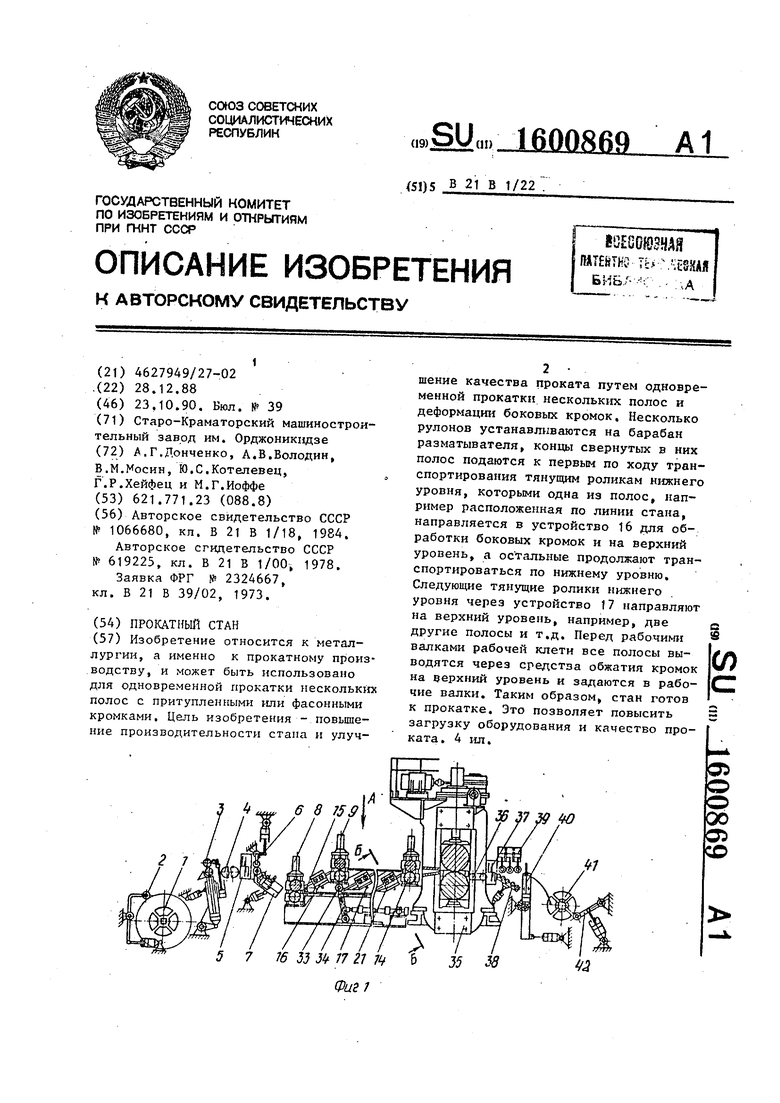
05
4
00 05
со
10
20
25
31600869
Изобретение относится к области металлургии, а точнее к прокатному производству, и может быть использовано для одновременной прокатки нескольких полос с притупленными или фасонными кромками.
Цель изобретения - повьшение производительности и улучшение качества проката путем одновременной прокатки нескольких полос и деформации боковых кромок.
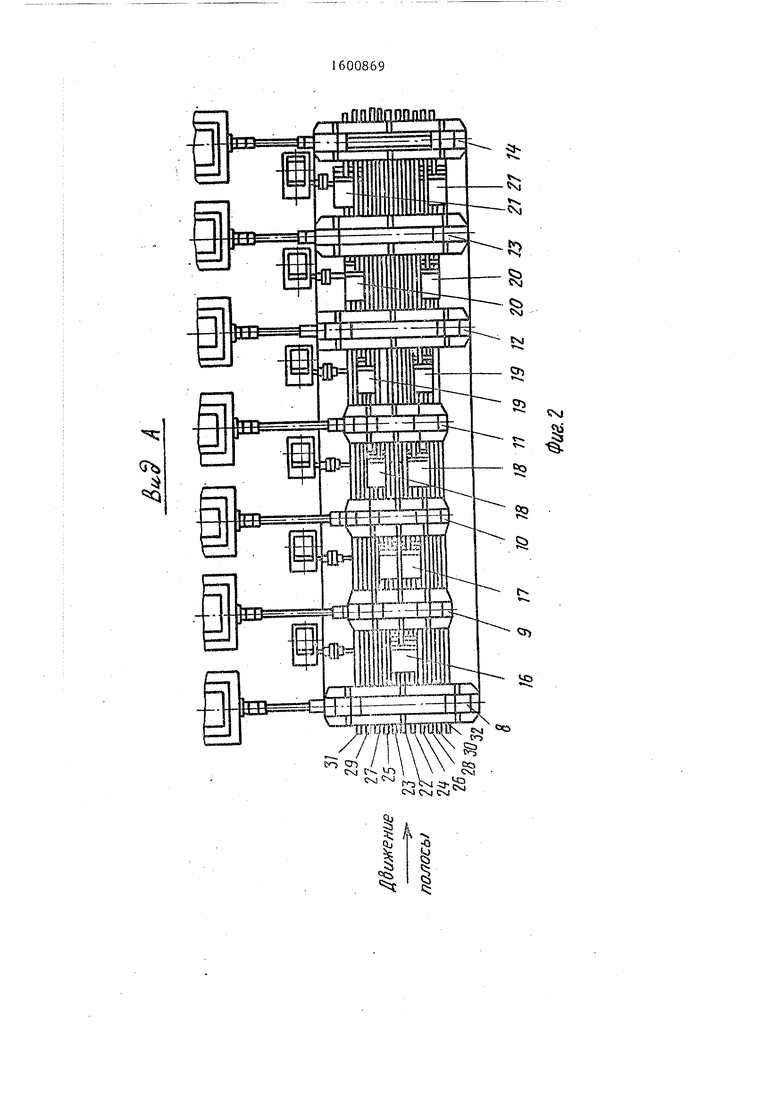
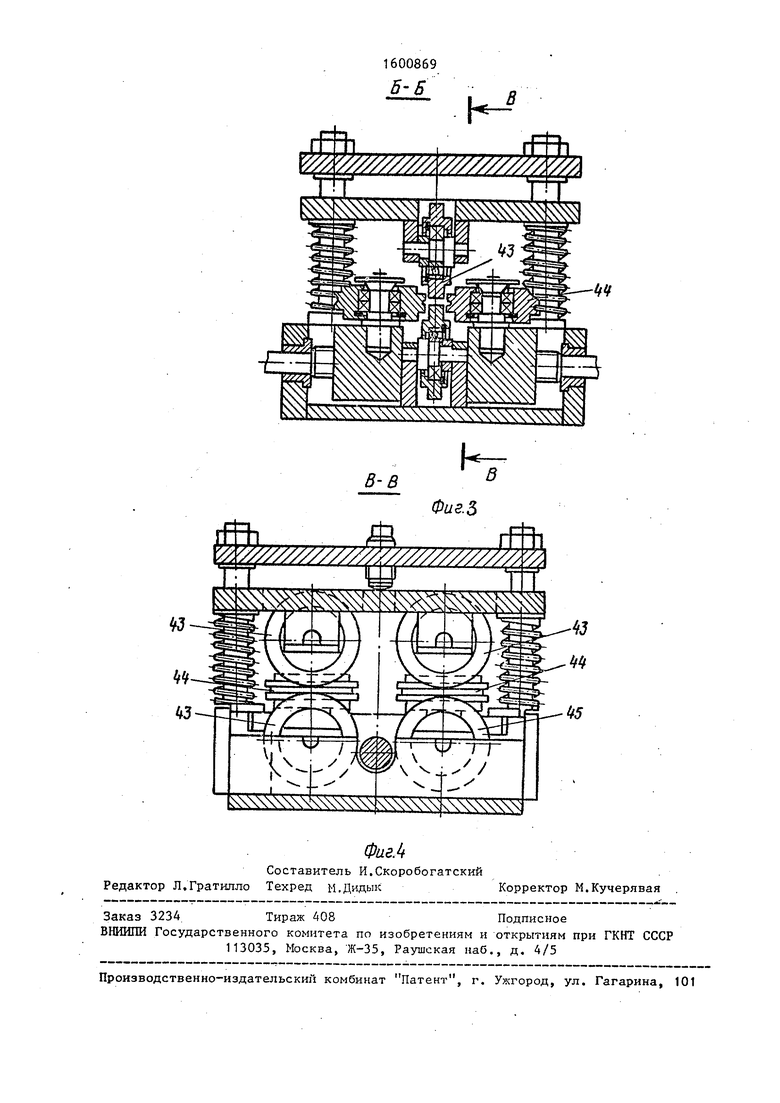
На фиг,1 показан стан, общий вид, продольный разрез; на фиг.2 - вид А на на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.З.
Стан содержит загрузочное устройство и передаточную тележку (не показаны) , разматывающее устройство 1, прижимной ролик 2, отгибатель 3 концов рулонов с трехроликовой машиной и рычагами фиксации полос, передаточную тележку 4 с рычагами фиксации полос, ножницы 5 гидравлические,, направляющий ролик 6, передаточную тележку с рычагами фиксации полос, размещенную на проводке 7 шарнирно сочлененной со стойкой с возможностью
перемещения от гидроцилиндра, тянущие ролики 8-14, направляющий ролик 15, смонтированный на станине с возможностью возвратно-поступательного перемещения, четырехвалковые устройства 16-21 с проводками, расположенные симметрично относительно линии прокатки н расходящиеся клинообразно, закрепленные на раме под углом, образованным двумя уровнями полос 22-32, верхние холостые ролики 33, закрепленные на станине тянущих роликов 9- 13, нижние направляющие холостые ры- ролики с гидрощ линдром 34 перемещения, смонтированные на раме у тянущих
роликов 9-13 и обеспечивающие измене- ние направления движения полосы с холостым роликом, рабочую клеть 35
с проводковой арматурой, передаточную тележку 36 с рычагами фиксации полос, ножницы 37 гидравлические, проводку
38 с гидроцилиндром, шарнирно сочле- 50 ненную со стойкой с возможностью перемещения, механизм 39 регулирования натяжения полос, консоль 40 с рычагами фиксации полос и гидроцилиндром, шарнирно сочлененную со стойкой 5 для возможности перемещения и задачи . полос в зев барабана намоточного устройства,, намоточное устройство 41 с прижимным роликом 42.
30
35
40
45
дв ли за ющ ма ни ви ве на по ка ра на
н л п в к в
0
0
25
50 5. 30
35
40
45
Четырехвалковое устройство содержит две пары холостых горизонтальных ро ликов 43, нижние из которых жестко закреплены на стойке или в направляющих (не показаны) с возможностью малого перемещения от винта, а верхние, уравновешенные пружинами, - от винта или гидроцилиндра, две пары вертикальных роликов 44 с проточками, например сферическими, на рабочих по1верхностях, закрепленные на каретках с возможностью перемещения в направляющих от винта левой и правой нарезок и гидромотора.
Стан работает следующим образом.
Рулоны в количестве, например, одиннадцать штук подаются с загрузочного устройства передаточной тележкой на барабан разматывателя 1, закрепляются на нем и прижимаются прижимным роликом 2. Скребок отгибателя 3.конца полос подводится к рулону и, находясь в крайнем нижнем положении, прижимается к нему. Полосы, двигаясь по скребку от вращающегося барабана разматывателя, зажимаются рычагами фиксации полос и, поднимаясь вместе со скребком в верхнее положение, прижимаются к приводному ролику трехроликовой машины. Рычаги фиксации полос разводятся, скребок отгибателя возвращается в исходное положение. Концы движущихся полос зажимаются рычагами передаточной тележки 4 и подаются в гидравлические ножницы 5 для их выравнивания (обрезки). Движущиеся полосы прижимаются прижимным роликом 6, зажимаются рычагами передаточной тележки, смонтированной в проводке 7, и подаются в тянущие ролики 8 нижнего уровня, которыми полоса, например 22, расположенная по оси прокатки, направляется направляющим роликом 15 и подается по проводке в четырехвалковое устройство между двумя парами холостых горизонтальных роликов 43 и двумя парами вертикальных роликов с проточками, например сферическими, на рабочих поверхностях 44 и в тянущие ролики 9 верхнего уровня. Остальные полосы 23-32 подаются по проводкам ниж- него уровня, причем полосы 23 и 24, симметрично расположенные относительно оси прокатки, под,ой;;я к холостым роликам 33, расположенным с двух сторон тянущих роликов -9, направляются направляющим роликом 15 по проводкам р четырехвалковые устройства 17,и
тянущие ролики 10 веркнего }фовня, через которые подается и полоса 22,
Полосы 25-32 продолжают псУдаваться по проводкам нижнего уровня. Симметрично расположенные полосы 25 и 2§, подойдя к холостым роликам.33, расположенным с двух сторон тянущих роликов 11, направляются направляющими роликами 15, смонтированными у тянущих роликов 11, по проводкам в два симметрично расположенных четырехвал- ковых устройства 18, в тянущие ролики 11 через которые подаются полосы ,2210
НИИ намотки рулоны снимаются с барабана намоточного устройства с помощью разгрузочной тележки.
Технико-экономические преимущества предлагаемого изобретения по сравнению с базовым объектом заключаются в том, что оно позволяет одновременно обрабатывать несколько полос и формировать кромки требуемой конфигурации. Формула изобретения
Прокатный стан, содержащий загрузочное устройство, разматывающее уст24, и т.д. Причем вертикальные ролики г ройство со средствами отгибания, прав44 четырехвалковых устройств 16-21 вья олняют и дополнительную функцию центрирования полос.
Все полосы 22-32 подаются тянущими роликами 14 верхнего уровня по про- водкам в рабочую клеть 35i. Выйдя из клети, полосы 22-32 зажимаются рычагами фиксации полос передаточной тележки 36 и подаются в ножницы 37 для вторичного выравнивания (обрезки) передних концов,в случае необходимости, и по роликовой проводке 38, находящейся на уровне прокатки, полосы подаются к консоли 40, где зажимаются рычагами фиксации полосы и поворотом консоли 40, например, от гидроцилиндра, свободные концы их задаются в зев барабана намоточного устройства 21, к которому подводится прижимной ролик 42 для формирования рулонов. После чего роликовая проводка 38 опускается в крайнее нижнее положение, а.ролики механизма 39 натяжения полос подводятся к каждой из полос для создания натяжения.. Задние концы полос обрезаются на ножницах 5 или 37. По оконча20
25
30
35
40
ки, фиксации, проводками, задающие устройства, входной участок транспортирования полос на двух уровнях с тянущими роликаш, наклонно установленной проводковой арматурой для передачи полос с нижнего уровня на верхний, средствами изменения углового положения проводок, рабочие клети с горизонтальными валками, выходной участок стана, от.личающий- с я тем, что, с целью повыщения производительности и улучшения качества проката путем одновременной прокатки нескольких полос и деформации боковых кромок, тянущие ролики нижнего и верхнего уровня установлены последова-, тельно и по отношению друг к другу в шахматном порядке, а каждая провод- копая арматура монтирована между соседними тянущими роликами и снабжена по меньшей мере одним средством обжатия боковых кромок полос при их общем количестве на входном участке стана, равном числу полос, при этом упомянутые средства обжатия кромок смонтированы вдоль бочки валка рабочей клети.
НИИ намотки рулоны снимаются с барабана намоточного устройства с помощью разгрузочной тележки.
Технико-экономические преимущества предлагаемого изобретения по сравнению с базовым объектом заключаются в том, что оно позволяет одновременно обрабатывать несколько полос и формировать кромки требуемой конфигурации. Формула изобретения
Прокатный стан, содержащий загрузочное устройство, разматывающее устройство со средствами отгибания, прав
ки, фиксации, проводками, задающие устройства, входной участок транспортирования полос на двух уровнях с тянущими роликаш, наклонно установленной проводковой арматурой для передачи полос с нижнего уровня на верхний, средствами изменения углового положения проводок, рабочие клети с горизонтальными валками, выходной участок стана, от.личающий- с я тем, что, с целью повыщения производительности и улучшения качества проката путем одновременной прокатки нескольких полос и деформации боковых кромок, тянущие ролики нижнего и верхнего уровня установлены последова-, тельно и по отношению друг к другу в шахматном порядке, а каждая провод- копая арматура монтирована между соседними тянущими роликами и снабжена по меньшей мере одним средством обжатия боковых кромок полос при их общем количестве на входном участке стана, равном числу полос, при этом упомянутые средства обжатия кромок смонтированы вдоль бочки валка рабочей клети.
nuOMC
to 01 / I I - GO
CNl f- J СЧ1
CNICXJCM
«NJ
I
I
1600869
б- Б
В-В
k в
Фиг. 5
