(54) СПОСОБ ШСАДКИ ТРУБ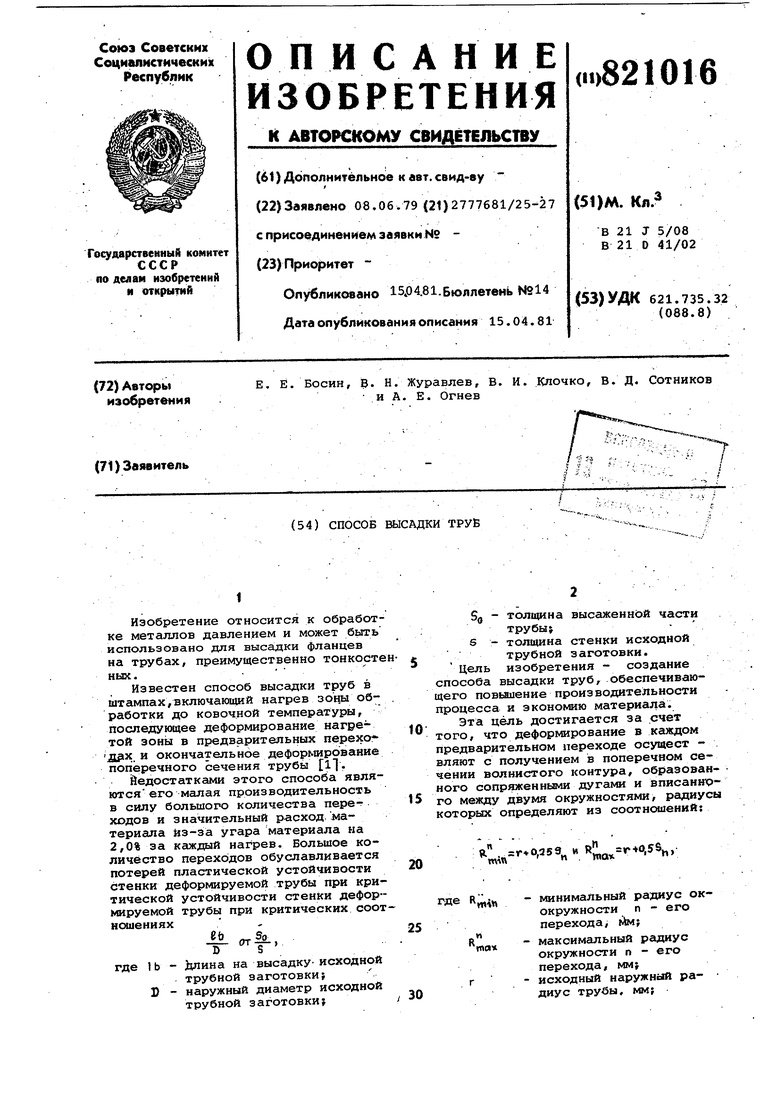
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБЫ | 2012 |
|
RU2500821C1 |
| Способ изготовления насосно-компрессорной трубы | 2016 |
|
RU2617808C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2011 |
|
RU2474485C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ДЛЯ ТЕХНОЛОГИЧЕСКИХ НУЖД НЕФТЯНЫХ СКВАЖИН | 2011 |
|
RU2464327C1 |
| СПОСОБ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2016 |
|
RU2628803C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Способ изготовления труб с утолщенными концами | 1988 |
|
SU1547932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2009 |
|
RU2418078C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для фланцев на трубах, преимущественно тонкостеньк.
Известен способ высадки труб в штампах,включающий нагрев sotffii обработки до ковочной температуры, последующее деформирование нагретой зоны в предварительных перехо jjfix и окончательное дeфop даpoвaниe поперечного сечения трубы iT.
Йедостаткс1ми этого способа являютсяего малая производительность в силу большого количества пере-г. ходов и значительный расход, материала из-за угара материала на 2,0% за каждый нагрев. Большое количество переходов обуславливается потерей пластической устойчивости стенки деформируемой трубы при критической устойчивости стенКи деформируемой трубы при критических соотнсшениях
-f-.
где Ib - длина на высадку-исходной
трубной заготовки; D - наружный диаметр исходной трубной заготовки
Sg - толщина высаженной части трубы;
S - толщина стенки исходной
трубной заготовки. Цель изобретения - создание способа высадки труб, обеспечивающего повыиение производительности процесса и экономию материала.
Эта цель достигается за счет
0 того, что дефорлшрование в каждом предварительном переходе осущест вляют с получением в поперечном сечении волнистого контура, образованного сопряженньши дугами и вписанно5го между двумя окружностями, радиусы которых определяют из соотношений:
..:
0
минимальный радиус окгде R;;,i« окружности п - его перехода, им; максимальный радиус
«flO окружности п - его перехода, мм; исходный наружный радиус трубы, ММ}
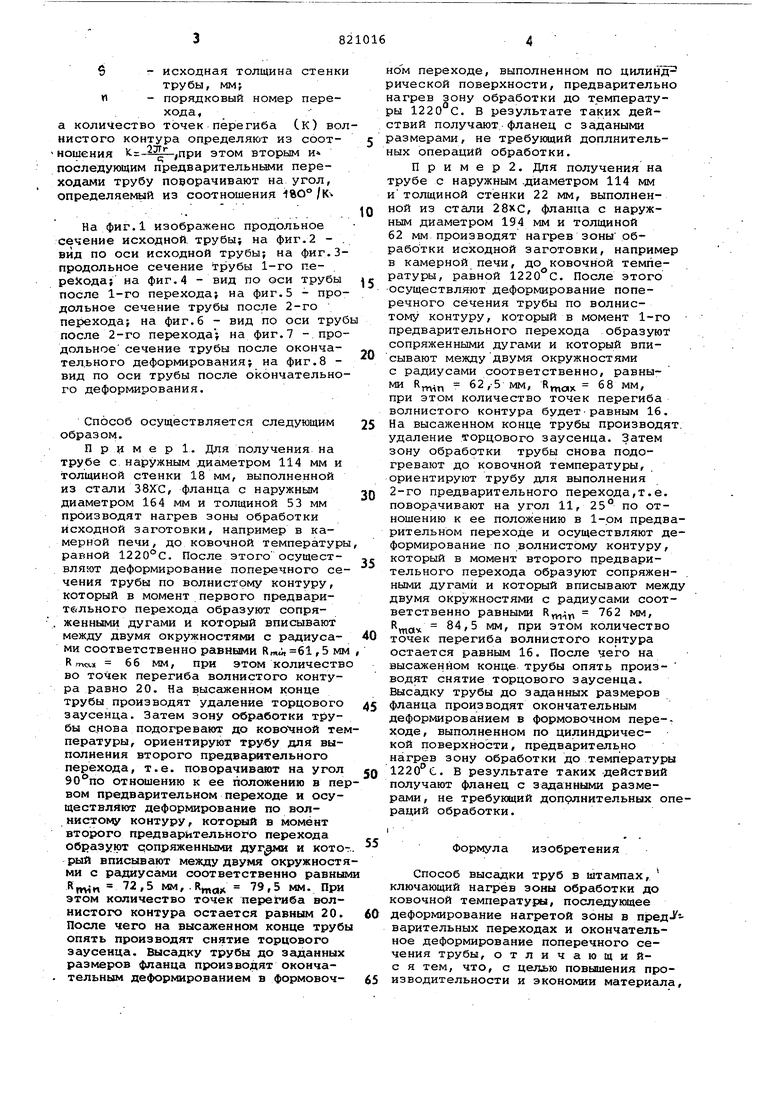
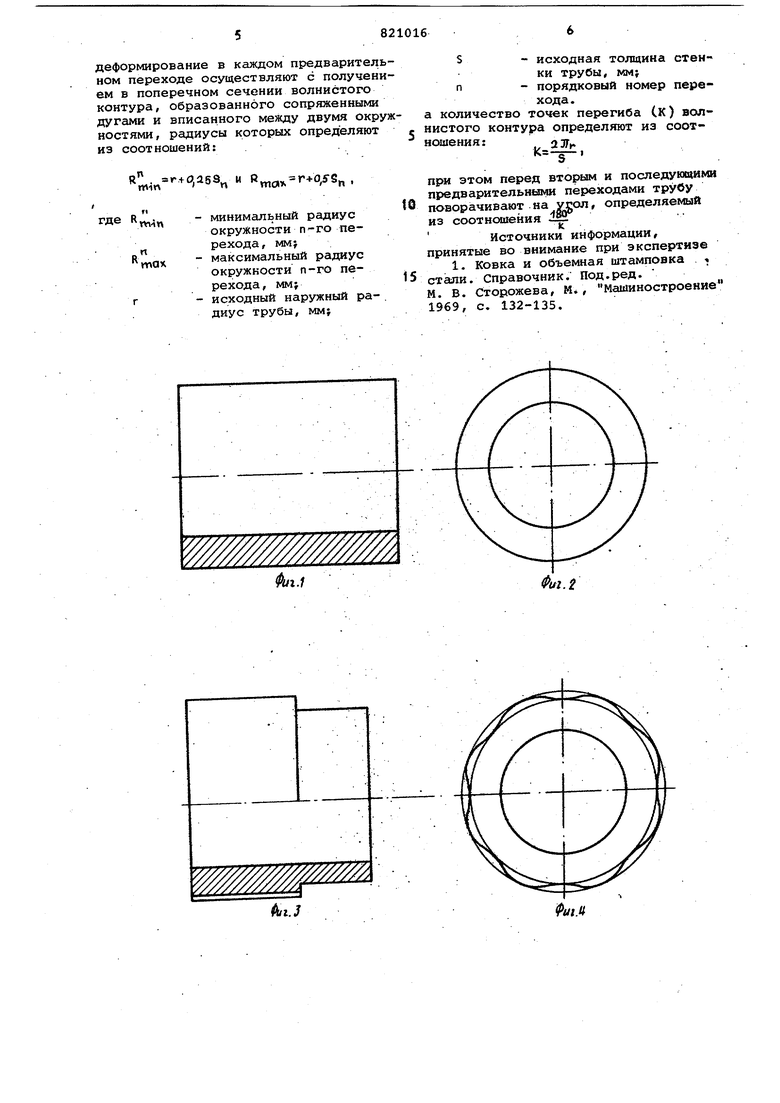
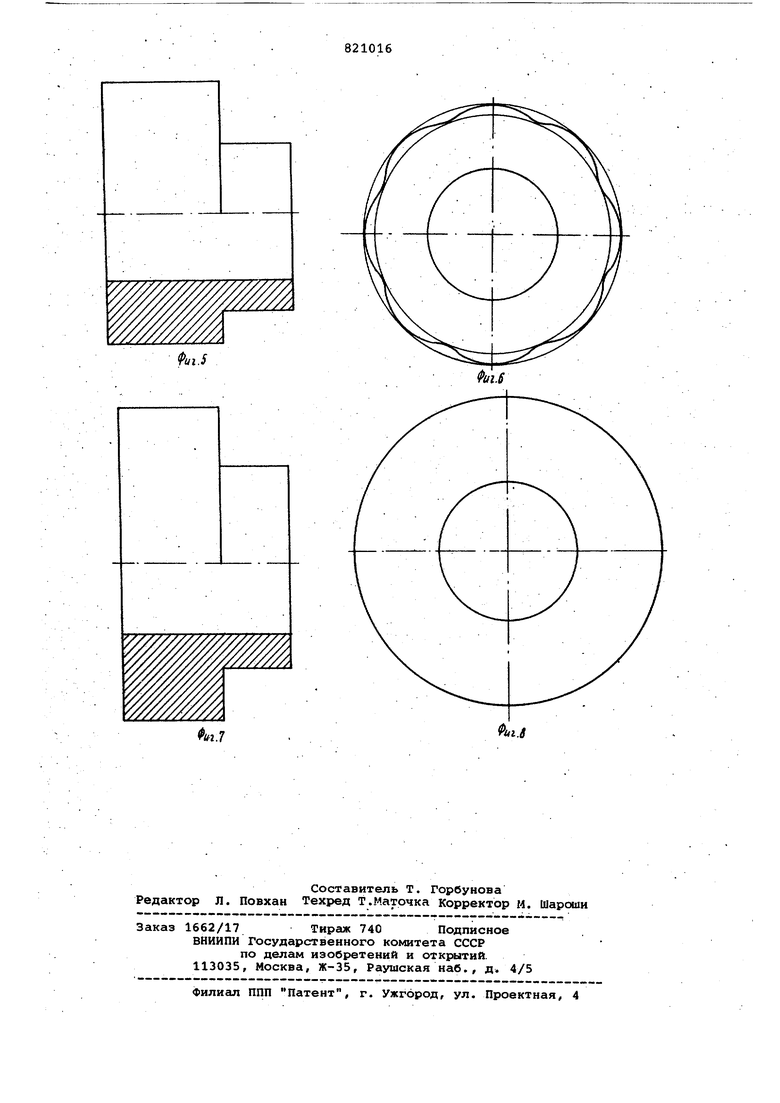
0 5 - исходная толщина стенки трубы, ММ-, и - порядковый номер перехода, а количество точек перегиба Ск) вол нистого контура определяют из соотношения К.Г ;при этом вторым и последующим предварительными переходами трубу поворачивают на угол, определяемый из соотношения ieo /К . На фиг.1 изображено продольное сечение исходной, трубы; на фиг.2 - . вид по оси исходной трубы; на фиг.Зпродольное сечение трубы 1-го переХода; на фиг.4 - вид по оси трубы после 1-го перехода; на фиг.5 - продольное сечение трубы после 2-го перехода; на фиг.б - вид по оси труб после 2-го перехода; на фиг.7 - про дольное сечение трубы после окончател.ьного деформирования; на фиг.8 вид по оси трубы после окончательно го деформирования. Способ осуществляется следующим образом. Пример 1. Для получения на трубе с наружным диаметром 114 мм и толщиной стенки 18 мм, выполненной из стали 38ХС, фланца с наружным диаметром 164 мм и толщиной 53 мм производят нагрев зоны обработки исходной заготовки, например в камерной печи, до ковочной температур равной 1220°С. После этого осуществляют деформирование поперечного се чения трубы по волнистому контуру, который в момент первого предварительного перехода образуют сопря. женными дугами и который вписывают между двумя окружностями с радиусами соответственно равНЕШи Rm« 61,5 мм R mcu 66 ММ, при ЭТОМ количеств во точек перегиба волнистого контура равно 20. На высаженном конце трубы производят удаление торцового заусенца. Затем зону обработки трубы слова подогревают до ковочной те пературы, ориентируют трубу для выполнения второго предварительного перехода, т.е. поворачивают на угол отношению к ее положению в пе вом предварительном переходе и осуществлйют деформирование по волнистому контуру, который в момент второго предварительного перехода образуют српряженными и кото рый вписывают меяоду двумя окружност ми с радиусами соответственно равны 2,5 MM,. 79,5 мм. При этом количество точек перегиба волнистого контура остается равным 20. После чего на высаженном конце труб опять производят снятие торцового заусенца. Высадку трубы до заданных размеров фланца производят оконча. тельным деформированием в формовочом переходе, выполненном по цилиндической поверхности, предварительно агрев зону обработки до температуы 1220 С. В результате таких дейтвий получают фланец с задаными азмерами, не требующий доплнительых операций обработки. П р и м е р 2. Для получения на трубе с наружным .диаметром 114 мм итолщиной стенки 22 мм, выполненной из стали , фланца с наружным диаметром 194 мм и толщиной 62 мм производят нагрев ЗОНЫобработки исходной заготовки, например в камерной печи, до ковочной температуры, равной . После этого осуществля-ют деформирование поперечного сечения трубы по волнистому контуру, который в момент 1-го предварительного перехода образуют сопряженными дугами и который вписывают междудвумя окружностями с радиусами соответственно, равными 62 ,-5 мм, «„,о|х 68 мм, при этом количество точек перегиба волнистого контура будет-равным 16. На высаженном конце трубы производят, удаление торцового заусенца. Затем зону обработки трубы снова подогревают до ковочной температуры, ориентируют трубу для выполнения 2-го предварительного перехода,т.е. поворачивают на угол 11, 25° по отношению к ее положению в 1-рм предварительном переходе и осуществляют деформирование по .волнистому контуру, который в момент второго предварительного перехода образуют сопряжен- . ными дугами и который вписывают между двумя окружностями с радиусами соответственно равными RYV, 762 мм, 84,5 мм, при этом количество точек перегиба волнистого контура остается равным 16. После чего на высаженном конце трубы опять производят снятие торцового заусенца. Высадку трубы до заданных размеров фланца производят окончательным деформированием в формовочном пере-ходе, выполненном по цилиндрической поверхности, предварительно нагрев зону обработки до температуры . В результате таких действий получают фланец с заданными размерами, не требующий дополнительных операций обработки. Формула изобретения Способ высадки труб в штампах, ключающий нагрев зоны обработки до ковочной температуры, последующее деформирование нагретой зоны в пред- варительных переходах и окончательное деформирование поперечного сечения трубы, отличающийс я тем, что, с целью повышения производительности и экономии материала. деформирование в каждом предварител ном переходе осуществляют с получен ем в поперечном сечении волнистого контура, образованного сопряженными дугами и вписанного между двумя окр ностями, радиусы которых определяют из соотношений: м , г+о,5-5„ . t где К, - минимальный радиус окружности п-го перехода, мм; -максимальный радиус окружности п-го перехода, MMf -исходный наружный радиус трубы, MMf S - исходная толщина стен КИ трубы, ММ} п - порядковый номер перехода. а количество точек перегиба (К) волнистого контура определяют из соотношения: 23 , при этом перед вторым и последующими предварительными переходами трубу поворачивают на , определяемый из соотношения ЛгЗг Источники информации, принятые во внимание при экспертизе 1. Ковка и объемная штамповка « стали. Справочник. Под.ред. М. В. Сторожева, М., Машиностроение 1969, с. 132-135.
Фиг.г
Фиг.З
fui.S
