(54) СПОСОБ ОТДЕЛЕНИЯ КОНЦЕВЫХ УЧАСТКОВ ЭЛЕКТРОШЛАКОВОГО ШВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1дие сварное соединение. Вероятность разрушения сварного соединения из сталей типа 60С2А, 60С2ХФАШ, сталь 85 и др. в процессе удаления концевых участков сварного шва газокислородной резкой достигает 80-90%, а для сталей типа ИХ 15 и ШХ 15СГ-100%
Таким образом, получить качественное сварное соединение из этих сталей практически невозможно.
Известно устройство для осуществления способа, содержащее входные и выходные медные водоохлаждаемые планки 23 .
Цель изобретения - повышение производительности путем снижения трудоемкости удаления концевых участков и повьадения качества изделия.
Поставленная цель достигается Teiv что для удаления концевых участков создают направленные концентраторы напряжения в наплавленном металле ПО обе стороны от оси сварного шва на уровне начала и конца шва.
В устройстве для осуществления способа выходные медные планки выполнены с клиновыми выступами, обращенными, остриями навстречу друг другу и расйоложенными на концах планок друг против друга, причем высота клинового выступа больше его основания в 2-2,5 раза, а радиус при вершине меньше 0,01 высоты клинового выступа.
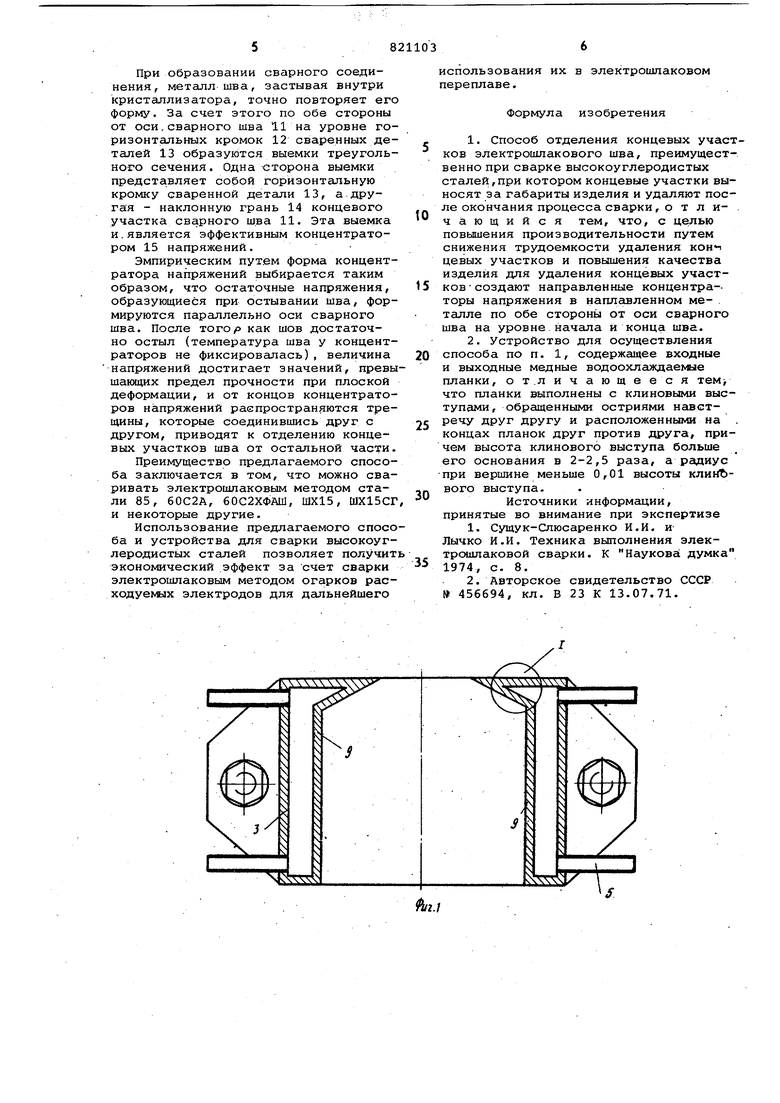
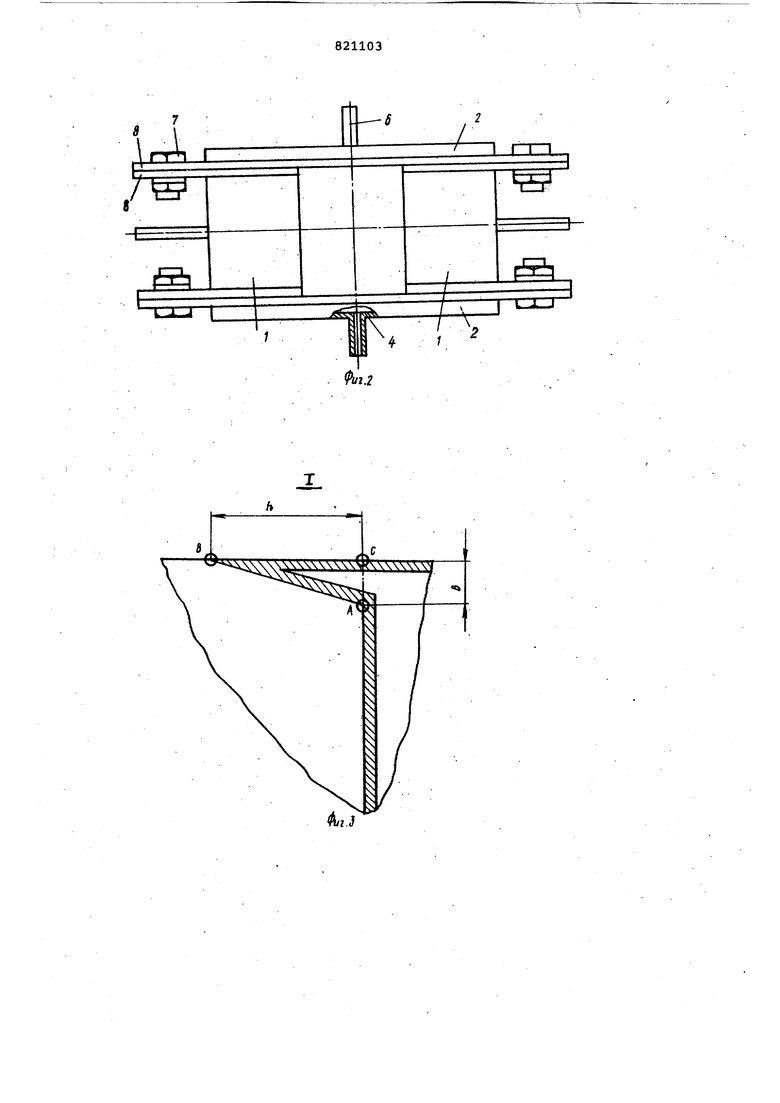
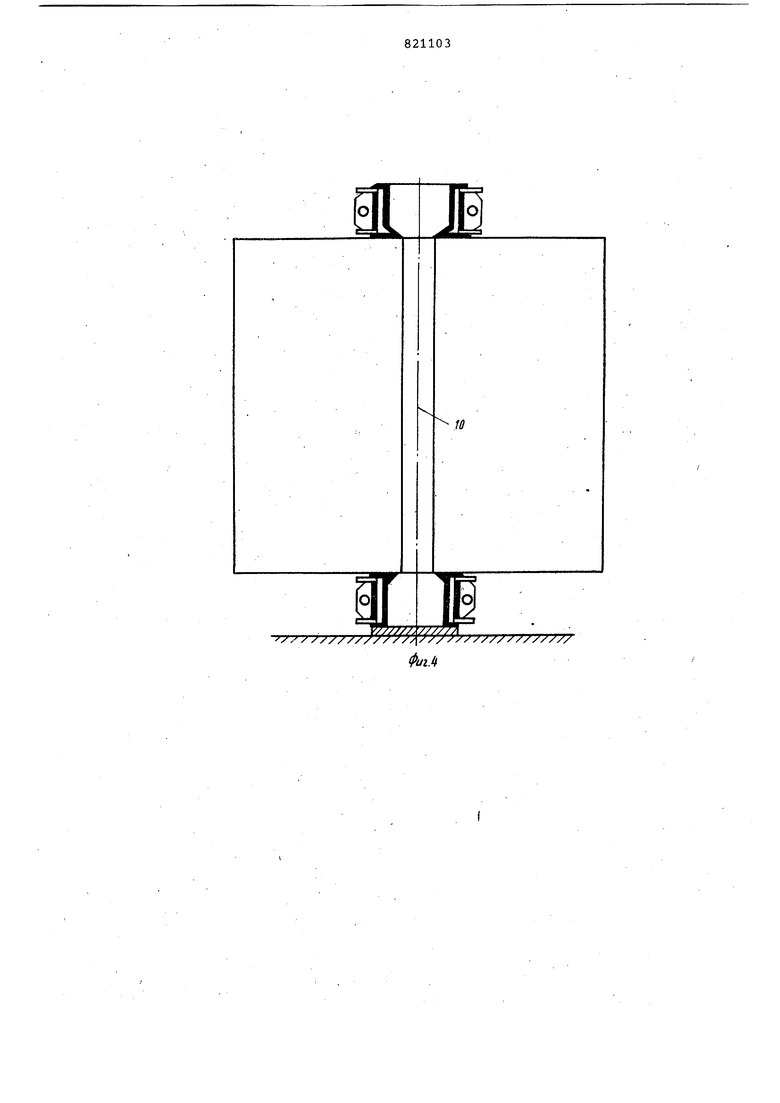
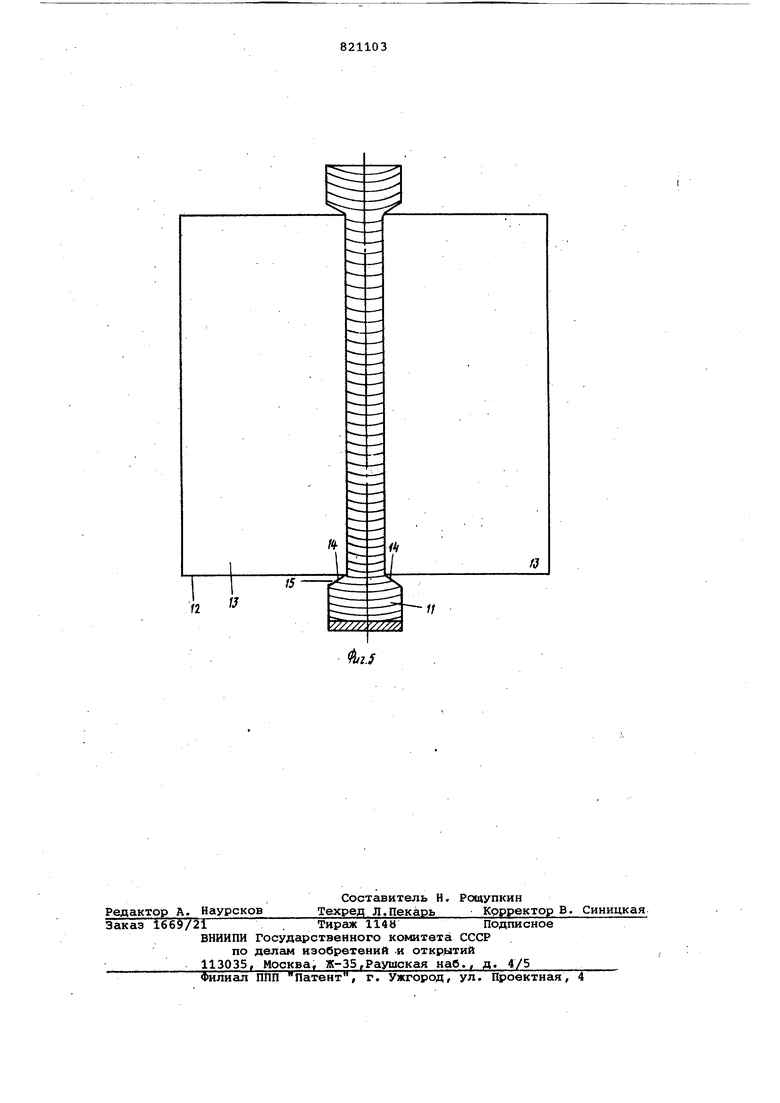
На фиг. 1 изображены выводные планки, ра-зрез, вид спереди; на фиг. 2 - то же, вид сверху; на фиг.Зузел 1 на фиг. 1; на фиг. 4 - сварной стык с выводными планками, подготовленными к сварке; на фиг. 5 основные элементы готового сварного соединения с расположением концентраторов напряжения.
Кристаллизатор состоит из двух боковых 1, формирукнцих концентраторы напряжений, и двух лицевых 2, замыкающих объем кристаллизатора, медных водоохлаждаеьых планок, выполненных полыми с вваренными во внешние стенки 3 и 4 штуцерг1ми 5 и б для подвода охлаждакадей жидкости и связанных между собой болтовыми креплениями 7 через проушины 8. Внутренние стенки 9 боковых планок 1 выполнены с клиновыми выступами, обращенными к свариваемому стыку 10.
Основание b клина расположено вертикально, высота h клина расположенная горизонтально, больше или равна половине ширины сварочного зазора и связана с шириной основания отношением h/b ,5 , где-h - высота клина., Ь - ширина основания.
Клин выполняется с радиусом при вершине 0,01 .h.
Основанием (&) клинового выступа является расстояйие о верхней горизонтальной поверхности.кристаллизатора (ВС) до точки (А) сопряжения
наклонной поверхности клина с внутренней вертикальной стенкой кристаллизатора.
Высота (h) клинового выступа равна четвертой части расстояния между с внутренними боковыми стенками крис-таллизатора. Уменьшение высоты клина нежелательно из-за ухудшения условий трещинообразования (уменьшится коэффициент концентрации напряжения), а
Q увеличение ее нежелательно из экономических соображений (слишком много материала будет уходить в отходы, хотя .условия трещинообразования улучшаются ) .
Отношение высоты (h) клина к его
5 основанию (Ь) зависит от конкретного исполнения и в результате проведенных экспериментов было установлено, что оптимальным будет отношениеh/b 2+2,5.
0 Меньшее значение h/b определяется условиями трещинообразования, а большее - из конструктивных соображений. Состояние кромки клина, обращенного вовнутрь, является наиболее существенным моментом для образования трещины в желаемом направлении.
в идеале угол при вершине должен быть абсолютно острым, однако, учитывая технологию изготовления, принято
считать оптимальным радиус при вершине клина равным 0,01h, что при заданном, отношении h/Ъ не ухудшает процесс образования трещины.
Собранный на болтах в единое целое кристаллизатор прижимается снизу к стыку весом свариваемых деталей, а сверху - собственным весом, при этом величина сварочного зазора равна расстоянию между клиновыми выступами кристаллизаторов (фиг.4).
Электрошлаковая сварка производится в вертиксшьном положении снизу вверх. Под нижний кристаллизатор подкладывается металлический лист, на
5 котором разводится шлако.вая ванна. Свариваются образцы из стали 85. Образцы размерами 200x100x300 собираются с зазором 40 мм. Используются следующие сварочные материгшы: элекQ трод в виде полосы размером 80x10 из стали .85, флюс АН-8. Сварка ведется при . и (.00 а.
Образование направленной трещины и отделение нижнего кристаллизатора происходит через 4,5 мин. после крис таллизсщии металла в зоне действия концентратора напряжения. Отделение верхнего кристаллизатора происходит через 11 мин. за счет более медленного охлаждения из-за наличия жидкого флюса, замедляющего процесс охлаждения.
В качестве охлаждающей жидкости используется вода, температура которой на выходе из системы поддерживается на уровне ,
При образовании сварного соединения, металл шва, застывая внутри кристаллизатора, точно повторяет его форму. За счет этого по обе стороны от оси,сварного шва 11 на уровне горизонтальных кромок 12 сваренных деталей 13 образуются выемки треугольного сечения. Одна сторона выемки представляет собой горизонтальную кромку сваренной детгши 13, а другая - наклонную грань 14 концевого участка сварного шва 11. Эта выемка и. является эффективным концентратором 15 напряжений.
Эмпирическим путем форма концентратора напряжений выбирается таким образом, что остаточные напряжения, образующиеся при остывании шва, формируются параллельно оси сварного шва. После того/г как шов достаточно остыл (температура шва у концентраторов не фиксировалась), величина напряжений достигает значений, превышающих предел прочности при плоской деформации, и от концов концентраторов напряжений распространяются трещины, которые соединившись друг с другом, приводят к отделению концевых участков шва от остальной части.
Преимущество предлагаемого способа заключается в том, что можно сваривать электрошлаковым методом стали 85, 60С2А, 60С2ХФА11, ШХ15, ШХ15СГ и некоторые другие.
Использование предлагаемого способа и устройства для сварки высокоуглеродистых сталей позволяет получит экономический эффект за счет сварки электрошлаковым методом огарков расходуе ых электродов для дальнейшего
использования их в электрошлаковом переплаве.
Формула изобретения
1.Способ отделения концевых участков электрошлакового шва, преимущественно при сварке высокоуглеродистых сталей,при котором концевые участки выносят за габариты изделия и удаляют после окончания процесса сварки, о т л и- .
0 чающийся тем, что, с целью повышения производительности путем снижения трудоемкости удаления кон цевых участков и повышения качества изделия для удаления концевых участ5ков -создают направленные концентра-торы напряжения в наплавленном ме- . талле по обе стороны от оси сварного шва на уровне начала И конца шва.
2.Устройство для осуществления способа по п. 1, содержащее входные
0 и выходные медные водоохлс1ждаемые планки, от.личающееся тем что планки выполнены с клиновыми выступами, обращенными остриями HSIBCTречу друг другу и расположенными на
5 концах планок друг против друга, причем высота клинового выступа больше его основания в 2-2,5 раза, а радиус
при вершине меньше 0,01 высоты кли1Л вого выступа.
0
Источники информации, принятые во внимание при экспертизе
1.Сущук-Слюсаренко И.И. иЛычко И.И. Техника выполнения электрошлаковой сварки. К Наукова думка
5 1974, с. 8.
2.Авторское свидетельство СССР 456694, кл. В 23 К 13.07.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки заготовок под электрошлаковую сварку | 1979 |
|
SU959956A1 |
| Устройство для электрошлаковой сварки | 1979 |
|
SU846180A1 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| КОМПОНЕНТ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2417858C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ электрошлаковой сварки | 1979 |
|
SU823038A1 |
| Устройство для уплотнения и формирования шва при электрошлаковой сварке | 1977 |
|
SU751544A1 |
х
NEss
1
12
